
:quality(80)/p7i.vogel.de/wcms/82/d3/82d38128569b28e694303d0b84b2163a/0130126445v2.jpeg "Wire Shape 3D messe die Krümmung und Torsion des Drahtes vollständig dreidimensional und prozessnah. (Bild: Senswork)")
:quality(80)/p7i.vogel.de/wcms/a5/a0/a5a06e3b6bb43a1750be9fe8629fc75f/0130357877v1.jpeg "Der Laser als Werkzeug bewegt die Welt. Ganz brandheiß ist der Trend hin zu Multi-Kilowatt-Lasern. Dieser wird deshalb auf dem AKL’26 vom 22. bis 24 April 2026 in Aachen umfassend thematisiert, wie das Fraunhofer ILT vorab informiert. Hier mehr zur neuen Ära der Lasertechnik. (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/63/b0/63b0a5331b18bee33ea190c4ac82d6b6/0130076920v1.jpeg "Vapic-Reinigungsanlagen würden individuell auf die spezifischen Aufgabenstellungen der Kunden zugeschnitten. Im Angebot seien wässrige, lösungsmittel-basierte, kombinierte Kammer- oder Durchlaufanlagen für unterschiedlichste Branchen und Anwendungen inklusive Vapic-Reinigungsmedien. (Bild: Vapic)")
:quality(80)/p7i.vogel.de/wcms/c5/c2/c5c233e0226a1eb8347476f98e6a9157/0130348143v1.jpeg "Jenoptik hat die Zahlen für 2025 vorgestellt. Auch wird sich spätestens im Herbst etwas im Vorstandsvorsitz ändern. Hier mehr dazu ... (Bild: Jenoptik)")
:quality(80)/p7i.vogel.de/wcms/bf/c0/bfc0473f801351f0a155aac73ebecf0a/0130364594v1.jpeg "Schon vor wenigen Monaten musste an den Thyssenkrupp-Steel-Standorten Isbergues und Gelsenkirchen die Produktion von Elektrostahl ausgesetzt werden. Nun trifft es das französischen Werk erneut, weil die Menge an viel zu billigem Asienstahl die Geschäfte ausbremsen, heißt es. (Bild: Thyssenkrupp Steel)")
:quality(80)/p7i.vogel.de/wcms/72/c2/72c28be6d23f3c2ac031bbf598fe18ac/0130362556v2.jpeg "Gerd Chrzanowski tritt als Gesellschafter aus der Robert Bosch Industrietreuhand KG aus. (Bild: Robert Bosch GmbH)")
:quality(80)/p7i.vogel.de/wcms/de/1f/de1f9d25103aaf9b738d0034215e1999/0130362087v2.jpeg "Rheinmetall und das spanische Unternehmen Indra wollen ein Gemeinschaftsunternehmen gründen. (Bild: Rheinmetall)")
:quality(80)/p7i.vogel.de/wcms/82/a2/82a26c62e7d724a6cab854eda0b14389/0130361150v2.jpeg "Elring Klinger hat das Geschäftsjahr 2025 besser abgeschlossen als das Vorjahr. (Bild: Elring Klinger)")
:quality(80)/p7i.vogel.de/wcms/97/af/97af97af389cf6d046dad8ad991f31f6/0130344854v1.jpeg "Näher am Kreislauf! Fraunhofer-Forscher aus Halle haben ein Simulationstool entwickelt, mit dem Kunststoffverarbeiter die Oberflächeneigenschaften ihrer Produkte vorhersagen und schließlich anpassen können, um Beschichtungsaufwand oder Additive einzusparen. Es geht noch kleiner ... (Bild: Fraunhofer IMWS)")
:quality(80)/p7i.vogel.de/wcms/27/f0/27f0493031cd2fade2dc4e6b78bbbbff/0130338638v1.jpeg "Das wäre es gewesen: Das Elektroauto Afeela 1, das Sony zusammen mit Honda bauen wollte. Doch die Welt ist manchmal unfair und kann auch ambitionierteste Traumschlösser zum Einsturz bringen. Die Abrissbirne heißt diesmal nicht zuletzt auch Donald Trump ... (Bild: Sony Honda Mobility)")
:quality(80)/p7i.vogel.de/wcms/15/f0/15f094d2362cc1b1978d0e308b8df030/0130342170v1.jpeg "Das eigentlich auf übliche Kampfdrohnen spezialisiete Start-up Helsing rüstet sich mit den Plänen für ein neues Werk nahe München für kommende Aufträge der Militärs. Vielleicht huschen in Zukunft auch die neuen KI-Kampfflugzeuge des Typs CA-1 UAV (Bild) dort aus den Hallentoren. (Bild: Helsing)")
:quality(80)/p7i.vogel.de/wcms/90/ef/90ef70eda077710de8ab20bcf294abdd/0130320345v2.jpeg "Physical AI gibt Robotern Sicht und Sprache und verleiht ihnen damit Superkräfte. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/db/60/db60816660a6b6d035e11478ab2e0fae/0130209906v2.jpeg "Die Roboter der X6-Generation von b+m ermöglichen eine sehr hohe Lackierqualität und sind zudem besonders kompakt und wartungsfreundlich aufgebaut. (Bild: Beckhoff)")
:quality(80)/p7i.vogel.de/wcms/02/7a/027abff116f49f61da9b78d2ec51becf/0130306097v2.jpeg "Beschlossen die Partnerschaft auf der Logimat (v.l.): Michael Reicheicher (CEO Safelog), Hans Krattenmacher (CTO SEW-Eurodrive), Michael Wolter (CEO Safelog) und Mathias Behounek (CEO Safelog). (Bild: Safelog)")
:quality(80)/p7i.vogel.de/wcms/68/cd/68cdf309366ae8848efc501ccef1cc78/0130339870v1.jpeg "Viele Branchen schwächeln, wenn es um die Geschäfte geht. Auch bei Deutz ist man davor nicht gefeit. Doch die Zahlen vom letzten Jahr zeigen, dass sich die Kölner nicht beklagen können! Ganz im Gegenteil ... (Bild: Deutz)")
:quality(80)/p7i.vogel.de/wcms/47/11/471184ff97af92dae86f848c845a544d/pr26-02schroeder-2bbauer1-1920x1079v1.png "Stampack Xpress ermittelt die genaue Abwicklungslänge, erkennt potenzielle Kantenrisse frühzeitig, visualisiert und
kompensiert das Rückfederungsverhalten – und reduziert so den Bedarf an kostenintensiven Prototypenwerkzeugen
erheblich. (Bild: Stampack/SChroeder + Bauer)")
:quality(80)/p7i.vogel.de/wcms/34/b4/34b462870906e17fbf33f25ae179038f/0130319587v2.jpeg "Das Konzeptbild veranschaulicht, wie das auf dem Substrat (MgO, unten) erzeugte Muster aus winzigen Erhebungen und Vertiefungen die Anordnung der Atome im supraleitenden Material (YBCO, oben) steuert. An der Grenzfläche zwischen den beiden Schichten ermöglicht eine elektronische Struktur, dass Supraleitung bei höheren Temperaturen auftritt als bisher möglich. (Bild: Chalmers University of Technology / Riccardo Arpaia)")
:quality(80)/p7i.vogel.de/wcms/b8/56/b85699de489a69c886c6ff1be90a8771/0130006560v2.jpeg "In der ersten Folge des Industrial Benchcast erzählt Bastian Ballmann von Koenig & Bauer wie ein interdisziplinäres Innovationsteam ohne IT-Experten ein fertigungsübergreifendes Cockpit entwickelt hat. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/7b/f6/7bf6c14aad05a423f6e2d07d57763942/0130305463v1.jpeg "Europa hat einen Primus für Humanoide! Nach der Vereinbarung zur Kooperation und Gründung von Primus Robotics (von links): Juan Etxebarria, Leiter der Geschäftsentwicklung bei Fagor Arrasate, und Alejandro Echeverría, Geschäftsführer von Funditec Intelligence ... (Bild: Fagor Arrasate)")
:quality(80)/p7i.vogel.de/wcms/b6/85/b685a94c3514553ea85a66b536e8b0fa/0127913837v1.jpeg "Ein lokaler Lizenzserver bietet die Möglichkeit, auch in offline-Umgebungen Softwarelizenzen sauber zu verwalten. (Bild: Revenera)")
:quality(80)/p7i.vogel.de/wcms/22/b4/22b4067e2773e5d1d358bf1cf10479eb/0130337962v1.jpeg "Vor rund acht Jahren hat sich BASF dazu entschlossen, in China ein neues Werk zu bauen. Das wurde jetzt eröffnet. Mit der größten Investition der Firmengeschichte wollen die BASF-Entscheider den aufstrebenden Chemiemarkt dort für sich leichter erschließen ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/c0/d6/c0d6d19a52b74d648521698ed7a18007/0130324024v1.jpeg "Blick darauf, wie es in einem Labor für Stahluntersuchungen bei Thyssenkrupp Steel zugeht. Damit das auch mit grünem Stahl klappt, wird viel Geld für ein dafür ausgelegtes Laboratorium ausgegeben. Und dann winkt noch die Messe Coiltech in Augsburg ... (Bild: Thyssenkrupp Steel Europe)")
:quality(80)/p7i.vogel.de/wcms/29/24/29249a5a98903eb71241836169bbf829/0130312347v1.jpeg "Der Blick auf die Papierhaspel nachdem die Papierbahn das Siegelmodul passiert hat. Hier sieht man auch deutlich die einzelnen Abschnitte der 4-Rand-Beutel, welche die Demo-Anlage fertigt. (Bild: Fraunhofer IVV)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/e2/66/e2669294167ebf3d7af6e5a41ad478b6/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Schweißtechnik Elektrodendrehung beim Punktschweißen per Roboter verkürzt die Taktzeit
Zeitgleich statt nacheinander — dies ist das Geheimnis von Robospin, einer neuen Verfahrenstechnik beim Widerstandspunktschweißen. Durch Elektrodendrehung per Roboter beim Fügen erfolgen das Schweißen und die Zangenversatzbewegung zeitgleich. So wird nicht nur die Taktzeit verkürzt, sondern auch die Qualität und die Kappenstandmenge verbessert.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56100/56125/65.jpg "Trivid_Logo_easy-video-creation_254pixel.jpg ()")
Das Widerstandspunktschweißen ist gerade im Karosseriebau nach wie vor eines der am meisten eingesetzten Verbindungsverfahren. Doch mit dem Laserschweißen, besonders mit Scanneroptik, und den mechanischen Fügetechniken hat es ernsthafte Konkurrenz bekommen. Kuka Systems hat jetzt mit Robospin eine neue Verfahrenstechnik beim Widerstandspunktschweißen entwickelt, die durch Elektrodendrehung mit dem Roboter die Taktzeit verkürzt sowie Qualität und Standmenge der Elektrodenkappen verbessert (Bilder 1 und 2).
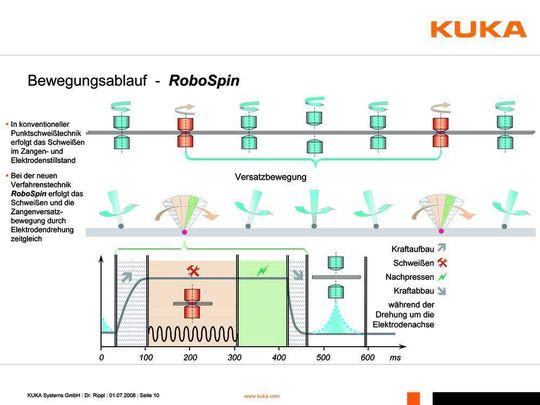
Beim konventionellen Widerstandspunktschweißen erfolgt der eigentliche Schweißvorgang im Stillstand der Elektroden. In automatisierten Fertigungslinien mit Industrierobotern besteht eine Punktsequenz aus dem Versatz der Zange zum nächsten Schweißpunkt mit beschleunigen und abbremsen der Roboterachsen, dem Schließen der Zange mit Kraftaufbau, der Vorpreßzeit, dem Schweißen, der Nachpreßzeit, dem Öffnen der Zange und dem Versatz zum nächsten Schweißpunkt. Die Sequenzen Schweißen und Versetzen erfolgen zeitlich nacheinander.
In der neuen Verfahrenstechnik Robospin sind Hauptzeit (Schweißen) und Nebenzeit (Zangenversatzbewegung) überlagert. Dabei erfolgt der Versatz zum nächsten Punkt im Wesentlichen durch Orientierungsänderung aus den Roboterhandachsen.
Während des Schweißens bei geschlossener Zange bleiben die Hauptachsen in Bewegung weiter zum nächsten Punkt. Die Elektroden bleiben also während des Schweißprozesses nicht starr, sondern drehen sich auf der zu schweißenden Stelle um einen bestimmten Winkel. In der Phase der Drehbewegung um die Elektrodenachse bei geschlossener Zange erfolgen Kraftaufbau, Schweißen, Nachpressen und Einleitung der Zangenöffnung.
Kürzere Taktzeit und bessere Schweißqualität
Damit bewegt sich die Roboterkinematik mit den Haupt- und Nebenachsen schon auf den nächsten zu schweißenden Punkt zu, während der eigentliche Punkt noch geschweißt wird. Gleichermaßen werden die Nachpresszeit und ein Teil der Zangenöffnungszeit für die Versatzbewegung ausgenutzt. Schweißvorgang und Zangenversatzbewegung erfolgen somit zeitgleich parallel und nicht sequenziell mit Stillstand des Roboters während des Schweißens und anschließenden Beschleunigungs- und Abbremsphasen während der Versatzbewegung.
(ID:263925)
:quality(80)/p7i.vogel.de/wcms/dd/6f/dd6f39459dea9b5800b22de169cda6c9/0125586290v1.jpeg "Das Zangendesign ermögliche eine schnelle Neukonfiguration zwischen verschiedenen Schweißtypen und -kräften, wodurch Ausfallzeiten minimiert und die Wartung in verschiedenen Produktionsumgebungen vereinfacht werde. (Bild: Comau)")
:quality(80)/p7i.vogel.de/wcms/52/e9/52e9f281268c997ab5fcb8d93281e78a/0126076158v1.jpeg "Das „Digital Wolfram“ arbeitet als stiller Begleiter im Hintergrund, der den Schweißvorgang beobachtet und nur dann eingreift, wenn es erforderlich ist. (Bild: Gesellschaft für Wolfram Industrie mbH)")