
:quality(80)/p7i.vogel.de/wcms/c1/8c/c18cad989606544f7c2b7bd71d9e8be2/0129791479v1.jpeg "Diese Komponenten für den Flugzeugbau wurden auf einem Freeformer von Arburg additiv gefertigt. Auch sie spielen eine Rolle im Rahmend er Rapid.Tech 3D in Erfurt, um zu beweisen, wie der 3D-Druck die Themen Verteidigung sowie Luft- und Raumfahrt bereichern kann. (Bild: RWTH Aachen / Arburg)")
:quality(80)/p7i.vogel.de/wcms/6e/e1/6ee1ee8193159389da0784cff3f2d543/0129773195v1.jpeg "Steyr Motors hat jetzt bekanntgegeben, dass man den dänischen Bootsmotorenspezialisten Bukh zu 100 Prozent übernehmen will. Lesen Sie hier, was das für den Markt bedeutet ... (Bild: Steyr Motors)")
:quality(80)/p7i.vogel.de/wcms/0d/a6/0da6c33ba03f2edc41a02ab44bd3faaa/0129764376v1.jpeg "Hier sieht man den Demonstrator während des Prüfprozesses an der DTU in Dänemark. Mehr zu seiner Einsatzfähigkeit gibt es auf der JEC World 2026 in Paris und Anfang Mai in Halle an der Saale beim Fraunhofer IMWS. (Bild: Fraunhofer IMWS)")
:quality(80)/p7i.vogel.de/wcms/93/7a/937a0572ea105b4149455ab23f4f4882/gema-magiccontrol-4-0--2807-29-4252x2390v1.jpeg "Gema Switzerland GmbH setzt als Applikationshersteller seit geraumer Zeit auf intelligente, vernetzte Steuerungen bzw. Steuerungssoftware, wie das „Magic Control 4.0“-System, welches eine leistungsfähige Automatisierungsschnittstelle bietet. (Bild: Gema)")
:quality(80)/p7i.vogel.de/wcms/ff/c0/ffc0f606a6a2bbe4679371ba8a553137/0129765287v1.jpeg "European Defence Supply bringt Industrie, Beschaffung und Technologieanbieter in München zusammen, um Europas Verteidigungs-Supply-Chain resilienter und skalierbarer zu machen. (Bild: European Defence Supply)")
:quality(80)/p7i.vogel.de/wcms/62/30/623081d39e2d00fcb7443bcbae40fc5d/0129772607v1.jpeg "Die Bundesregierung war nicht faul und hat vor Kurzem ein strengeres Gesetz über den Einsazt von F-Gasen (Symbolbild) verabschiedet ... (Bild: UK Gas)")
:quality(80)/p7i.vogel.de/wcms/57/f5/57f5b596f577b359a5d379df15b4e169/0129772230v1.jpeg "Milliardenlücke! Im Rahmen von Sparmaßnahmen muss Bosch zigtausende von Stellen abbauen. Im Mobilitätsbereich hat man in Deutschland bereits rund 6.000 davon erreicht. Doch der Löwenanteil kommt erst noch ... (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/a9/70/a970b45be5d2dd1a4dc3a24b17cbd7b4/0129718703v1.jpeg "Was man beim ersten Blick für Vanillepudding mit Himbeersoße halten könnte, erfreut den Gaumen nicht wirklich. Denn hier blickt man auf eine Schmelzwanne, in der Braunglas hergestellt wird. Das Besondere: Das geht jetzt ohne Probleme auch mit Strom, statt, wie bisher, mit Gas ... (Bild: TU Bergakademie Freiberg)")
:quality(80)/p7i.vogel.de/wcms/c6/f8/c6f8a4a6dc4211765165264d75a9afc7/0129717433v1.jpeg "Der Automobilzulieferer Elringklinger musste 2025 leichte Umsatzeinbußen hinnehmen. Woher die kamen und was für die Zukunft geplant ist, erfahren sie hier ... (Bild: Elringklinger)")
:quality(80)/p7i.vogel.de/wcms/3c/e9/3ce97a1cdbd1625764beb1b75a077825/0129656914v2.jpeg "Europa ist bei Batterierohstoffen von Asien abhängig. Gleichzeitig steigt der Bedarf an Batterien für die Energiewende. Einen Ausweg aus dem Dilemma weist das direkte Recycling von LFP-Batterien, wie es am ISC in Würzburg entwickelt wurde. Hier eine Demontageeinheit bei der Arbeit ... (Bild: Fraunhofer ISC)")
:quality(80)/p7i.vogel.de/wcms/4c/6d/4c6d425caf30e41999110b4c8cb4fb98/0129556798v2.jpeg "Solar Materials hat eine Technologie entwickelt, mit der Rohstoffe aus Solarmodulen kommerziell und wirtschaftlich zurückzugewonnen werden. Herzstück der automatisierten Lösung sind mehrere Industrieroboter von ABB. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/8e/2a/8e2a0f56c8a0bf05915b97060c17fc4c/0129765650v1.jpeg "Jetzt wird die Navigation von Drohnen für den Verteidigungsfall auf ein neues Level gehoben. Denn Zenadrone setzt in Zukunft auf Quantensysteme und KI, was das anbelangt. Die Zenadrone 1000 hier soll zu den ersten gehören, die damit ohne GPS zielsicher unterwegs sein können. (Bild: Zenadrone)")
:quality(80)/p7i.vogel.de/wcms/69/ed/69ed1cad717da10337993a4902b9ce09/0129744210v1.jpeg "Schaeffler verblüfft jetzt mit Informationen darüber, dass man in Zukunft weniger Umsatz aus dem traditionellen Automobilgeschäft generieren will. Was dann sozusagen fehlt, soll aus der Rüstung- und die Roboterbranche kommen ... (Bild: Schaeffler)")
:quality(80)/p7i.vogel.de/wcms/64/6b/646b6d5c971f6b8f3de7ebbf90518c6a/0129733103v1.jpeg "Die Hannover Messe hat jetzt das neue Thema Defence Production in Halle 26 zu bieten, in dem gezeigt wird, wie Rüstungsfertigung richtig funktioniert. Premiere feiert etwa der Kleinpanzer Wiesel 2, heißt es. Erwartet werden bisher 40 Aussteller dazu ... (Bild: Bundeswehr)")
:quality(80)/p7i.vogel.de/wcms/e9/a9/e9a9b6bdff92771c4cf5cedf3942d6ca/0129714315v2.jpeg "Ein USP, mit dem sich Atmos in punkto Ergonomie und Benutzerfreundlichkeit von seinen Wettbewerbern abhebt, ist der Schwenkmechanismus der Vakuum-Pressen, auch „Kipp-Funktion“ genannt. (Bild: Atmos Vakuumpressen)")
:quality(80)/p7i.vogel.de/wcms/ee/8d/ee8dfc7cd4423135f86f2ef9c9959da4/0129245111v3.jpeg "Das Unternehmen überarbeitete das Fabriklayout, obwohl die Bauarbeiten bereits begonnen hatten. (Bild: Efeso Management Consultants)")
:quality(80)/p7i.vogel.de/wcms/ab/fc/abfcc40a3864520149cff2c1181aa013/0129642797v1.jpeg "Freude für Schlüsselindustrien! Computerchips von Infineon werden aus der neuen Smart Power Fab in Dresden bereits Anfang Juli vom Band laufen, wie das Münchener Unternehmen jetzt informiert ... (Bild: Infineon)")
:quality(80)/p7i.vogel.de/wcms/f4/d1/f4d18a3e1efbe4d75338b6c4a554294f/0129632285v1.jpeg "Beschäftigte in Werkhallen sehen KI eher als Entlastung, denn als Bedrohung: Dr. Sebastian Rosengrün präsentiert seine Ergebnisse den beteiligten Unternehmen. (Bild: Centre for Future Production)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/03/73/0373ae35c5f8d37642ceee22306e94f0/0129755066v1.jpeg "Zig Milliarden weniger! Die Folgen der Entscheidung von Donald Trump, die Elektrautostrategie zu ändern, kommt nach Ford und General Motors nun auch Stellantis schmerzlich zu spüren ... (Bild: Stellantis)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/f7/04/f70465ce37f142429efe230ebec503ea/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Grobbleche Schwermaschinenbau profitiert von Verschleiß- und Sonderbaustählen
Grobbleche aus gehärteten Verschleiß- und vergüteten Sonderbaustählen sparen Bauteilgewicht im Schwermaschinenbau ein, ohne die Funktionssicherheit zu beeinträchtigen. Das Ergebnis ist eine höhere Wirtschaftlichkeit, die Steigerung der Festigkeit oder Härte lässt weitere Verbesserungen erwarten. Wichtig ist die Verarbeitbarkeit. Thermomechanisch gewalzte und vergütete Stähle haben da Vorteile.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/30200/30217/65.jpg "LOGO.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56100/56125/65.jpg "Trivid_Logo_easy-video-creation_254pixel.jpg ()")
Die Entwicklung von hochfesten Sonderbaustählen mit Streckgrenzen von mehr als 460 MPa hat in Europa bereits Anfang der sechziger Jahre begonnen [1 und 2]. Voraussetzung für die Bereitstellung von Grobblechen aus Sonderbaustählen, die den hohen Anforderungen des Marktes gerecht werden, waren Fortschritte in der Stahlmetallurgie, in der Walz- und Wärmebehandlungstechnik.
So lassen sich heutzutage durch thermomechanisches Walzen Stähle mit einer Mindeststreckgrenze von 500 MPa in großen Dicken herstellen [3 und 4]. In Kombination mit einer Anlassbehandlung im unteren Abmessungsbereich ist sogar die Herstellung noch höherfesterer Güten möglich.
Für höchste Anforderungen hinsichtlich Festigkeit und Zähigkeit haben sich wasservergütete Stähle seit langem in unterschiedlichen Anwendungsbereichen etabliert [5 und 6]. Als höchste Güte mit 1100 MPa Mindeststreckgrenze steht inzwischen die Stahl S1100QL allgemein zur Verfügung.
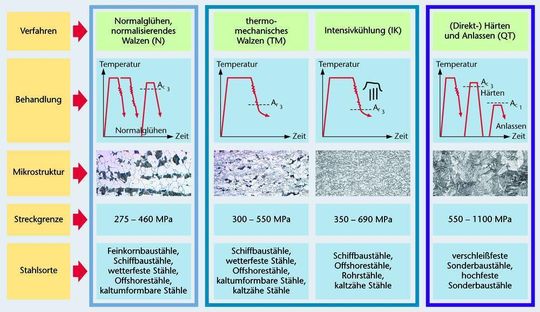
Heute wird daran gearbeitet, einen Stahl (S1300QL) mit einer noch höheren Streckgrenze marktreif zu machen. Bei konventionellen Verschleißstählen, die lediglich gehärtet werden, reicht die Nominalhärte der Güten bis etwa 600 HBW. Stähle mit noch höherer Härte sind in der Entwicklung. Zur Herstellung von Feinkornbaustählen werden je nach Anforderungsprofil unterschiedliche Walz- und Wärmebehandlungsverfahren angewandt (Bild 1).
Martensitumwandlung erhöht Streckgrenze des Stahls
Das so genannte normalisierende Walzen oder Normalglühen ermöglicht, Stähle mit ferritisch-perlitischer Gefügestruktur und Streckgrenzen bis 460 MPa herzustellen. Beim thermomechanischen Walzen werden die chemische Zusammensetzung – vor allem die Mikrolegierung – und der Umform-Zeit-Temperatur-Verlauf genau aufeinander abgestimmt.
Dadurch lässt sich ein äußerst feines, gestrecktes ferritisch-perlitisches Gefüge mit günstigen Auswirkungen auf Streckgrenze und Zähigkeit einstellen. Der Gesamtgehalt an Legierungselementen kann auf diese Weise auf einen niedrigen Wert gehalten werden.
Durch eine dem thermomechanischen Walzen nachfolgende Intensivkühlung der Bleche wird eine teilweise Umwandlung in die Bainitstufe erreicht. Somit ergibt sich durch Intensivkühlung die Möglichkeit, die Streckgrenzen weiter zu steigern.
(ID:243724)
:quality(80)/p7i.vogel.de/wcms/bd/0f/bd0f306a44b72966ae36509db7fc86cb/0127265829v2.jpeg "Der Konverter bei Dillinger wird mit Roheisen befüllt. (Bild: Dillinger)")
:quality(80)/p7i.vogel.de/wcms/d8/e4/d8e4d704854632cb6db70bcaf45a1822/0124429328v1.jpeg "Die Swiss Steel Group hat für Zerspaner in Sachen Stahlwerkstoffe einiges zu bieten, das das Leben leichter macht ... (Bild: Muttelkutt)")