
:quality(80)/p7i.vogel.de/wcms/ed/1d/ed1d5f4e9fc3aa1d4f12a09dc8a944b8/0130235558v1.jpeg "Das Oberwangenpaket der Schwenkbiegemaschine Maku eröffne die Möglichkeit, kastenförmige Werkstücke zu fertigen. (Bild: Schöder-Group)")
:quality(80)/p7i.vogel.de/wcms/7e/25/7e2596367f29929d52ef3ee36084a2c6/0130460078v1.jpeg "Volle Hallen auf der TMTS 2026. (Bild: VCG/Sonnenberg)")
:quality(80)/p7i.vogel.de/wcms/ec/a6/eca6f417d7310e7ee455ecc456f0b6fc/0129748287v2.jpeg "Messvorgang mit der Crysta-Apex 122010. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/3c/87/3c87aac81b608469c1496f35f390de30/screenshot-202026-03-17-20145717-1302x732v1.png "Gesamtansicht der Umformanlage mit einer Länge von 25 Metern. (Bild: Schmale Maschinenbau)")
:quality(80)/p7i.vogel.de/wcms/e6/7f/e67fabaca57b54f26d639e341cbfc91b/0130474346v1.jpeg "Überzeugungsarbeit! Diese Kunststoffbecher wurden mit hoher Materialeffizienz auf einer vollelektrischen Allrounder-Spritzgießmaschine von Arburg auf der K 2025 gefertigt. Diese Demonstration führte nun zu einer Netzwerkpartnerschaft mit der TWPA aus der Schweiz ... (Bild: Arburg)")
:quality(80)/p7i.vogel.de/wcms/7c/05/7c051856f898870607ecbeb0c0b1e28d/0130464999v1.jpeg "Gut 60 Prozent mehr Energiegewirbel! Mit einem Auftrag über sieben Windkraftturbinen des Typs „N149/5.X“ (rechts) hilft die Nordex Group nun dabei mit, die Windkraftbedeutung des Bundeslandes Schleswig-Holstein deutlich zu erhöhen ... (Bild: Nordex Group)")
:quality(80)/p7i.vogel.de/wcms/dc/b8/dcb87b3d88eb6c7d95a57cc45c1b1acf/0130464962v1.jpeg "Wie sieht es eigentlich in Sachen Wasserstoffzukunft aus? Wo steht man, was muss noch kommen, was wird gehen und was nicht? Und was macht man außerhalb von Europa? Das versuchen hier Forscher vom Fraunhofer ISI zu beantworten ... (Bild: H2Checker)")
:quality(80)/p7i.vogel.de/wcms/bf/21/bf21a95c3a76366d080c3103211600e5/0130463491v1.jpeg "Eine repräsentative Umfrage hat bei eher jungen Personen mal die Meinung eingeholt, wie sie zur künstlichen Intelligenz stehen. Die Antworten zeigen, dass man eher gespalten darüber denkt. So sind etwa für viele gefälschte Bilder oder Videos ein Problem. Hier mehr dazu ... (Bild: Fakermaker)")
:quality(80)/p7i.vogel.de/wcms/c8/2b/c82bbc3301d9372079cf66e560f32ce2/0130448613v1.jpeg "Was man diesem Teil eines Elektromotors nicht gleich ansieht, ist, dass er Magnete hat, in denen das Selten-Erd-Metall Neodym steckt. Damit Deutschland unter anderem sicheren Zugang zu Neodym hat, investiert man jetzt zig Millionen in eine australische Mine. (Bild: Rare Earth)")
:quality(80)/p7i.vogel.de/wcms/b0/a0/b0a08c0957620d69c33088e037bf28c0/0130445383v1.jpeg "Wenn es um den hoch lukrativen Markt für Batterien geht, haben China und Südkorea den Löwenanteil für sich gepachtet. Europäischen Playern winken nur noch kleine Chancen, sich zu behaupten, wie ein Experte von DNB Asset Management hier erklärt ... (Bild: BYD)")
:quality(80)/p7i.vogel.de/wcms/2f/4e/2f4e862fc9849561013f2e7785390417/0130457368v2.jpeg "KI und Cyberresilience sind Megathemen auf der Hannover Messe 2026 (Bild: Deutsche Messe AG)")
:quality(80)/p7i.vogel.de/wcms/74/ca/74ca00058cb471c8b7089688c0a32e98/0130459631v1.jpeg "Schon im August letzten Jahres hat Jörg Rommelfanger den Posten President Robotics DACH bei Yaskawa Europe angenommen. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/98/4a/984a1642fa75619f648b917cfba8357d/0130457345v1.jpeg "Was Agile Robots im November 2025 bekanntgemacht hat, ist nun unter Dach und Fach: Die Übernahme von Thyssenkrupp Automation Engineering. Letztere firmiert jetzt als Krause Automation ... (Bild: Agile Robots)")
:quality(80)/p7i.vogel.de/wcms/d7/b6/d7b6df6c05805d290ca768ee89aa6bb6/0130353466v2.jpeg "In einer zunehmend vernetzten Welt sind Cyberbedrohungen nicht mehr nur digitale Angriffe auf Anwendungen, Datenbanken oder Netzwerke. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/56/d9/56d9fbbd2760ddab44000958538732ee/0130477464v2.jpeg "Um die Temperaturverteilung im Elektromotor in Echtzeit mit KI-Methoden schätzen zu können, sammelte Doktorand Saeed Farzami an einem Teststand Massen von Daten. Hierzu stattete er einen Elektromotor an allen kritischen Stellen mit Sensoren aus: an verschiedenen Orten in den Wicklungen, im Rotor und auch am Gehäuse. (Bild: Oliver Dietze)")
:quality(80)/p7i.vogel.de/wcms/35/68/3568eab9a8c1d69a8dfc526f29f4c419/0130461132v2.jpeg "Datacad Software und Service verspricht mit Bobcad-CAM mehr Effizienz in der Fertigung. (Bild: DataCAD Software und Service)")
:quality(80)/p7i.vogel.de/wcms/dc/75/dc756b0993e90100c79250f2eb705ebc/0130458386v2.jpeg "Die Kombination zentraler und dezentraler Antriebslösungen steigert sowohl die Flexibilität als auch die Energieeffizienz der Maschine. (Bild: AMK Motion)")
:quality(80)/p7i.vogel.de/wcms/e9/2b/e92b46c2efc857efdc68ee1c1291f05b/0130444018v2.jpeg "Siegfried Russwurm will als Acatech-Präsident Forschungseinrichtungen und Unternehmen mehr Freiraum zum Entwickeln unkonventioneller Lösungsansätze bieten. (Bild: Von Berlin 2020 E - Eigenes Werk, CC BY-SA 4.0, https://commons.wikimedia.org/w/index.php?curid=97229457)")
:quality(80)/p7i.vogel.de/wcms/25/eb/25ebcbc00500c833c663341c0830bd4b/0130436385v1.jpeg "Verrechnet! Der linke Arme des Huawei-Managements – hier mit hauseigener Watch verziert – kann lässig nach unten hängen. Denn trotz aller Sanktionen aus dem Westen und den USA wächst das Hightech-Unternehmen unaufhaltsam. Hier mehr zu den Gründen ... (Bild: Huawei)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/c0/98/c098c8791e5c82eca27bcee92dbcb6eb/0130245243v1.jpeg "Das Projekt „The Key“ habe sich zum Ziel gesetzt, durch Schlüsselinnovationen Polyester-Baumwoll-Mischgewebe vollständig zu recyceln und eine nachhaltige Nutzung dieser Materialien zu ermöglichen (Bild: RecycleMan / iStock / Getty Images Plus)")
:quality(80)/p7i.vogel.de/wcms/32/cf/32cf04da1c0627866fe42423f1b2ca23/0130456844v1.jpeg "Der Kostendruck und die Verzögerungen in den Lieferketten aufgrund des Kriegsausbruchs im Nahen Osten nehmen zu. (Bild: © rifatstock - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/c7/d0/c7d07e80c7f202a8054e0a98736c2810/0130451239v1.jpeg "Der deutsche Maschinen- und Anlagenbau hat gemäß VDMA-Analyse im Februar weniger Bestellungen gesehen als ein Jahr zuvor. Auch im 3-Monats-Vergleich ging es demnach rückwärts ... (Bild: R. Reitzner)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/36/32/36324f3080eccfc93b17dfca814e6dcc/0130443083v1.jpeg "Hier wird eine Art Palette aus Kunststoff per Thermoformen (Vakuumverformung oder auch Tiefziehen) bei der entsprechenden Sparte von New England Plastics in den USA gefertigt. Diese Sparte, die sich auf sogenannte Liner spezialisiert hat, gehört nun zu Ringmetall ... (Bild: New England Plastics)")
:quality(80)/p7i.vogel.de/wcms/80/02/800282c985825cf852ca825bc2a1acdc/0130442366v1.jpeg "Ab heute gibt es für chinesische Solarsystemhersteller, die ihre Produkte exportieren wollen, keine Steuerleichterungen mehr. Damit sei das Preisdumping beendet. Doch es gibt auch kritische Stimmen ... (Bild: Tongwei)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Compositebearbeitung Untersuchungen zur Einspannung von FVK-Bauteilen
Faserverstärkte Kunststoffe liegen im Trend und müssen nach ihrer meist endkonturnahen Fertigung noch spanend bearbeitet werden, um einsatzfähig zu sein. Was beim Einspannen von Composites zu beachten ist, damit sie nicht beschädigt werden, zeigt folgender Artikel.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/132600/132616/65.png "index.png ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/84700/84735/65.jpg "logo_item_rgb_neu.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/30200/30217/65.jpg "LOGO.jpg ()")
In den vergangenen Jahren sind faserverstärkte Kunststoffe (FVK) aufgrund ihrer guten mechanischen Eigenschaften und ihrer hohen spezifischen Festigkeit und Steifigkeit immer stärker in den industriellen Fokus gerückt. Diese Werkstoffe erfordern jedoch im Vergleich zu konventionellen, metallischen Materialien alternative Fertigungsverfahren. Trotz der meist endkonturnahen Herstellung von FVK ist eine Nachbearbeitung wie die Kantenbesäumung oder das Einbringen von Bohrungen unerlässlich.
Komplexe Werkstückgeometriebeeinflusst Spanntechnik
Ein wesentlicher Vorteil der faserverstärkten Kunststoffe ist die Möglichkeit, sie lastoptimiert zu gestalten. Bei der Nachbearbeitung hingegen werden die Werkstoffe meist auch senkrecht zu ihrer optimierten Verstärkungsrichtung belastet. In dieser Richtung sind die Festigkeiten und Steifigkeiten aber deutlich geringer. Darum kommt es häufig zu Schäden in Form von Delamination, Abplatzungen und Faserausrissen [1–3]. Um diese zu vermeiden, werden am WBK neue Verfahren entwickelt, mit denen die Bearbeitungsqualität verbessert werden kann.
Ein anderer Aspekt, der bei der Compositebearbeitung zu beachten ist, ist die Einspannsituation der Werkstücke, denn letztere haben oft komplexe 3D-Geometrien, die hohe Anforderungen an die Spanntechnik stellen. Ist die Aufspannung nicht korrekt gestaltet, können Werkstückschädigungen, Formungenauigkeiten oder auch qualitätsmindernde Schwingungen während des Bearbeitungsprozesses entstehen. Das WBK macht die Betrachtung der Einspannung deshalb zu einem Schwerpunktthema.
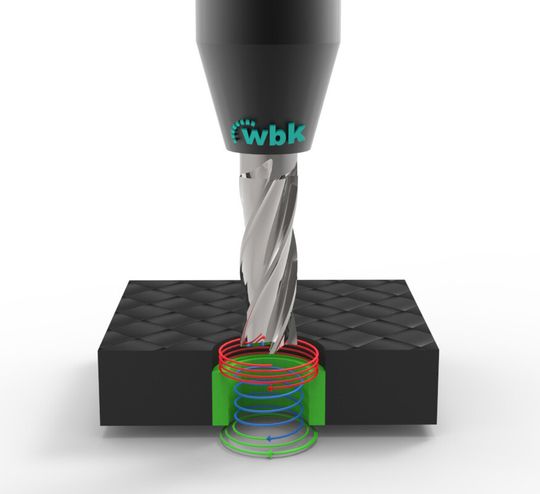
Eines der Hauptziele bei der Entwicklung neuer Fertigungsverfahren ist die Reduzierung von Schäden an Faserverbundkomponenten. Dazu dient die Betrachtung der bei der Zerspanung entstehenden Kräfte und deren Richtungsvektoren [4]: Mit einer gezielten Steuerung der Prozesskraftrichtungen kann das Bearbeitungsergebnis deutlich verbessert werden. Das Taumelfräsen lässt sich dazu als ein fünfachsiger Bohrvorgang nutzen, bei dem die Prozesskraft an beiden Decklagen ins Werkstückinnere gerichtet wird [5].
In einem kombinierten Prozess werden zuerst die Decklagen mit konventionellem Zirkularfräsen bearbeitet. Anschließend wird eine Durchgangsbohrung ausgeführt, deren Durchmesser kleiner als der Nenndurchmesser der Bohrung ist, sodass sich entstehende Schädigungen innerhalb des Nenndurchmessers befinden. In einem letzten Schritt wird nun durch Spiralfräsen die Bohrung auf den erfoderlichen Nenndurchmesser aufgeweitet.
Beim Zirkularfräsen der Decklagen werden die Parameter so gewählt, dass sich aufgrund der Schneidkantenverrundungen eine in das Werkstückinnere gerichtete Prozesskraft ergibt. Im dritten Prozessschritt, dem Spiralfräsvorgang, ist die Prozesskraft aufgrund der Spiralwendelung des Fräsers ebenfalls ins Werk-stückinnere gerichtet – das Material stützt sich quasi selber ab, was Beschädigungen verringert.
(ID:42273327)
:quality(80)/p7i.vogel.de/wcms/82/2d/822d3a24fd42cb5391ab87491d292cc4/0125893824v1.jpeg "xxx (Bild: SGL)")
:quality(80)/p7i.vogel.de/wcms/ca/9e/ca9e59fd3429ddfde7dfc8b5ee4883fc/0130081968v1.jpeg "Was sich im Bereich der Composites in Europa, Deutschland und in der Welt im letzten Jahr so getan hat, verrät hier ein Auszug aus dem aktuellen Marktbericht zu den Trends für faserverstärkte Kunststoffe des AVK ... (Bild: J. Rhodenbarth)")