
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/c9/3c/c93cfd3571314820aa379760130c4495/0131742792v1.jpeg "Ein großer Vorteil des neuen Systems ist zum einen die Stabilität des Haltersystems und zum anderen die Innere Kühlmittelzufuhr direkt an die Wirkzone. (Bild: Horn/Sauermann)")
:quality(80)/p7i.vogel.de/wcms/5a/20/5a202f8634eb58eb0bf9a3ca3765604b/0132084025v1.jpeg "Die Region um Frankfurt am Main darf sich über eine neue Siemens-Entscheidung freuen. Denn zum einen will man zwei Werke ausbauen und neue Jobs schaffen. Und zum anderen denkt man an einen Neubau in Offenbach ... (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/13/8f/138f8a18d061840ace8fadafb9a7fde7/0132083515v1.jpeg "Europas Autohersteller haben vielleicht die chinesische Konkurrenz bald direkt vor der Nase! Denn diese sucht verstärkt nach Werken in Europa, um etwa die neuen Zusatzzölle auf Hybride zu umgehen. BYD wird noch in diesem Jahr in Ungarn fertigen und wohl noch woanders ... (Bild: BYD)")
:quality(80)/p7i.vogel.de/wcms/a2/6d/a26d455b35bdf1620462ddc5d351442a/0132081862v1.jpeg "Ein 3D-Drucker bei der Arbeit an einer Art Abgaskrümmer respektive Medienverteilersystem. Das ist wieder so ein komplexes Teil, das in der Rüstung seinen Einsatz findet, weshalb die Mesago Messe Frankfurt der Formnext erstmals einen Defence-Bereich gibt. (Bild: Mesago)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/1e/5e/1e5e00a2f186c772c7120e8a58868378/0132105073v1.jpeg "Was man hier sieht, ist ein Schiffsantriebssystem von Renk. Nun verkünden die Augsburger, dass sie den britischen U-Boot-Getriebehersteller David Brown Defence in Kürze kaufen ... (Bild: Renkd)")
:quality(80)/p7i.vogel.de/wcms/b4/39/b439a2b1b05691a56ec35fd3907b5aee/0132104223v1.jpeg "Im Rahmen des Besuchs der japanischen Ministerpräsidentin Sanae Takaichi in Indien beschlossen beide Länder eine strategische Agenda. Hier mehr dazu ... (Bild: M. Tokeda)")
:quality(80)/p7i.vogel.de/wcms/d7/64/d7644316fa3fa7bfedfdcc9ed4968914/image-20--20schneider-20electric-20joins-20the-20world-20economic-20forum-20lighthouse-20operating-20system-20advisory-20board-20to-20create-20an-20open-source-20manufacturing-20blueprint-20for-20companies-20of-20all-20sizes-jpg-1120x630v1.jpeg "Schneider Electric baut sein Geschäft mit Industrie-KI mit einem Milliarden-Kauf aus. (Bild: Schneider Electric)")
:quality(80)/p7i.vogel.de/wcms/38/a8/38a84c821462c50bf9ec021dfa36666f/0132089031v2.jpeg "Die Sommererhebung 2026 des Energieeffizienz-Index der deutschen Industrie: Trotz steigender Investitionen sinkt die relative Bedeutung von Energieeffizienz auf einen historischen Tiefstand. (Bild: frei lizenziert / Анна)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/38/70/3870579fb5e9725f3de1669cd033154e/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/eb/d0/ebd0a1d73320d6b88557efe73c9c441e/0131955410v1.jpeg "Das großflächige, sogenannte bifaziale 546-Watt-Perowskit-Silizium-Modul bei der Fertigung im Module-TEC des Fraunhofer ISE. Was diese Solarzellen für positive Auswirkungen haben, erfahren Sie im nebenstehenden Beitrag ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/45/3e/453ea9398fe63db4045b3f47d3514301/0131649599v1.jpeg "Bis diese Vision Wirklichkeit wird, dürfte es noch etwas dauern. Und ob Werkstattroboter unbedingt menschenähnliche Beine brauchen, ist auch nicht gesagt. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/67/27/672723de5e7736d5e0942aae52e46649/0131534073v1.jpeg "Für das Teachen eines Roboters ist es wichtig, sich im Raum zu bewegen und permanenten Blickkontakt zum Roboter zu haben. Mit einem kabelgebundenen Gerät wäre dies nahezu unmöglich. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/13/c7/13c71ea5529b78d642794f2ed6039f87/0131991662v1.jpeg "Collaborative Industry bringt Menschen und Roboter zusammen. (Bild: © Emma - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/98/6f/986f1f8ab14249e6769b0af86edeff90/0132102301v2.jpeg "„Wir wollen uns mit kurzen Lieferketten, hoher Zuverlässigkeit und maßgeschneiderten Systemlösungen differenzieren“, so Sascha Eberhard, CEO bei Franke. (Bild: Franke)")
:quality(80)/p7i.vogel.de/wcms/08/63/0863f8a8cda3a7bb7f18a6b6a67a6402/0132087773v4.jpeg "Antriebe, die beispielsweise in der Tiefsee zum Einsatz kommen, haben spezielle Anforderungen, die sich nicht über Standardsortimente realisieren lassen. (Bild: frei lizenziert / Jack Drafahl)")
:quality(80)/p7i.vogel.de/wcms/0e/2e/0e2e977ea5878045d8b8f6224bb91f0e/0132076430v2.jpeg "Kann KI die klassische Motorregelung ersetzen? Burger Engineering und die TH Nürnberg haben das untersucht. (Bild: Burger Engineering / istockphoto.com)")
:quality(80)/p7i.vogel.de/wcms/40/f0/40f01a2fb41aa40e8236e10622697d72/0132071780v1.jpeg "Auch die additive Fertigung befruchtet die Schleiftechnikwelt. Das bewies Emuge Franken mit 3D-gedruckten Spannhülsen, die eine flexiblere und deformationsarme Fixierung bei variierenden Bauteilen garantieren. Per FEM ausgelegte Waben- und Mäanderstrukturen helfen dabei. (Bild: VDW / U. Regenscheit)")
:quality(80)/p7i.vogel.de/wcms/39/4a/394a548c92cffd619a4bc63766072f5d/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/90/76/9076d1796c8370f810043e9c3e675339/0132066867v1.jpeg "Diese 15 Herr- und Frauschaften waren mit Sandvik Coromant im Projekt „Dig4ReMan“ damit beschäftigt, den Step-Datenaustausch für individuelle Reparaturen per additiver Fertigung digitaler zu machen. Alle in der Wertschöpfungskette können jetzt die gleiche „Sprache“ sprechen! (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/87/23/87230bfb9455e7716c1b74c28a137907/0132077911v1.jpeg "Formgedächtnislegierungen sehen ursprünglich etwa kompakt aus, können sich unter gewissen Umstände aber, wie hier, in Spiralfedern verwandeln. Bisher wusste man nicht genau, wie diese Materialien das machen. Forscher aus Kassel konnten das Geheimnis aber lüften ... (Bild: M. Breisbach)")
:quality(80)/p7i.vogel.de/wcms/ca/5b/ca5b6e3b52067dba3f33af8f55b85710/0131992583v2.jpeg "In der dritten Folge des Industrial Benchcast verrät Florian Weil, CEO bei Weil Technology, wie er sein Unternehmen strukturiert aus der Abhängigkeit vom Verbrenner führte. (Bild: MM Maschinenmarkt / Thao My Vu Thi)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/2f/e2/2fe23d0191c24fe0f4bc2ab44d867038/0132114387v2.jpeg "Gerade bei Flurförderzeugen ist es wichtig, wiederkehrende Prüfungen effizient zu organisieren. (Bild: Wosatec)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Kugelgewindetrieb Effizientes Metalldrücken mit hoher Präzision
Spanloses Umformen mit geringen Werkzeugkosten und perfekten Oberflächen? Dank CNC-Drückmaschine mit senkrecht angeordneter Hauptspindel, kundenspezifischer Kugelgewindetriebe und Servomotoren ist das auch bei größeren Stückzahlen möglich.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/98600/98681/65.jpg "logo.png ()")
:fill(fff,0)/p7i.vogel.de/companies/60/a7/60a7b87a8911b/tec-signet-rgb.jpeg "tec-signet-rgb (technotrans SE, Sassenberg)")
Nachdem Abacus mit seiner CNC-Drückmaschine Premo 600 gezeigt hat, dass spanloses Umformen mit geringen Werkzeugkosten und perfekten Oberflächen möglich ist, erweitert das Unternehmen nun sein Produktportfolio nach oben. Mit der Premo 1200 lassen sich auch große 1200-mm-Ronden zu rotationssymmetrischen Produkten wie Satellitenschüsseln oder Klöpperböden verarbeiten. Wie schon bei der kleineren Version übernehmen Hiwin-Lösungen wichtige Antriebs- und Führungsfunktionen.
Wer die Wirkungsstätte von Thorsten Beling und Derk Weber am Stadtrand von Osnabrück besucht, stößt beim Betreten des Firmengebäudes als erstes auf einen überdimensionalen Abakus im Foyer. Die Rechenhilfe soll aber nicht darauf hinweisen, dass hier die Controller das Heft in der Hand haben, sagt Derk Weber, der zusammen mit seinem Compagnon 1991 die Abacus Maschinenbau GmbH gegründet hat: „Es geht uns bei unserer Arbeit nicht ums große Geld. Uns ist es viel wichtiger, dass uns das Thema begeistert. Steckt hinter einem umfangreicheren Maschinenbauprojekt nur der Wunsch, möglichst viel Geld zu machen, kommt dabei nichts Vernünftiges heraus.“ Nicht von ungefähr hat sich daher das Unternehmen den Leitspruch „Rechnen Sie mit dem Besten“ gegeben.
Kaum Weiterentwicklung bei konventionellen Drückmaschinen
Darauf hat auch ein Lohnfertiger für die Leuchtenindustrie gesetzt, als er sich 2008 auf Rat eines gemeinsamen Bekannten an die Tüftler aus Osnabrück wandte. Sein Problem: Mit den am Markt erhältlichen Drückmaschinen konnte er die gestiegenen Qualitätsanforderungen eines Auftraggebers nicht mehr mit vertretbarem Aufwand einhalten. Die wenigen Drückmaschinenhersteller, die bis dato den Markt weltweit beherrschten, zeigten sich aber an einer Lösung seines „Nischenproblems“ nicht interessiert.
„Als dieser Lohnfertiger bei uns vorstellig wurde, war es das erste Mal, dass ich etwas vom Metalldrücken gehört habe“, gibt Weber unumwunden zu. Schnell war aber sein Interesse an der Umformtechnik mit langer Tradition geweckt.
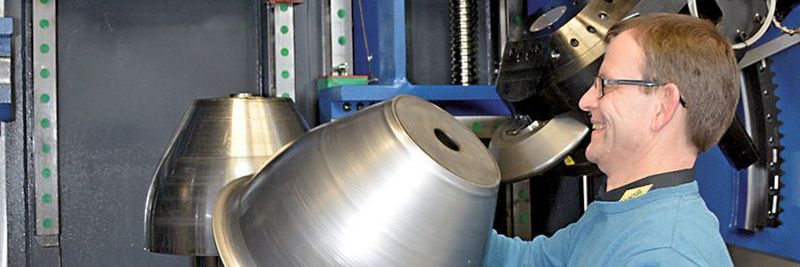
Bereits Bronzegefäße aus der Römerzeit lassen darauf schließen, dass sie durch Metalldrücken gefertigt wurden. Das Prinzip ist bis heute gleichgeblieben: Eine Scheibe (Ronde) dünnen Blechs wird auf einer Drehbank in Drehung versetzt und unter Verwendung eines Werkzeugs (Druckstahl, Rolle) von der Mitte her sukzessive auf eine Form gedrückt.
Prozesssicherheit für eine kontinuierlich hohe Oberflächenqualität
Der Prozess ist sehr flexibel und erfordert nur wenige Arbeitsmittel, sodass er insbesondere beim Prototypenbau und der Fertigung von Kleinserien seine Stärken ausspielen kann. Gerade bei komplizierteren und hochwertigen Bauteilen wie Lampenreflektoren, Pokalen oder Musikinstrumenten ist jedoch viel Erfahrung und hohes handwerkliches Geschick gefragt. Selbst der Einsatz von CNC-Maschinen hat daran bis dato nichts geändert, wie Weber klarstellt: „Der Umformprozess lässt sich bis heute nicht mathematisch beschreiben. Der Bearbeitungsablauf muss also der Maschine eingeteached werden und ist entsprechend vom Können und der Tagesform des Werkers abhängig.“
Die erforderliche Druckkraft für den Umformprozess und zum Fixieren der Ronde von einigen Kilonewton bis zu mehreren hundert Kilonewton wird bei herkömmlichen Drückmaschinen ganz traditionell mit Hydraulikzylindern erzeugt. Allerdings lässt sich ein Zylinder so nicht sonderlich präzise steuern. Auch verändert sich das Verfahrverhalten mit der Öltemperatur. „Bei Arbeitsbeginn sind Maschine und Hydrauliköl kalt. Im Laufe des Tages steigt die Öltemperatur deutlich an, sodass der Werker ständig nachjustieren muss“, erläutert der Abacus-Geschäftsführer. „Zudem kann es der Konturverlauf erforderlich machen, dass im Laufe des Drückprozesses zu einer Rolle mit einem anderen Querschnitt gewechselt werden muss. Wegen der beschränkten Regelbarkeit und Positioniergenauigkeit der Hydraulikzylinder hinterlässt dieser Wechsel häufig Spuren auf dem Werkstück.“ Die erforderliche Prozesssicherheit für eine kontinuierlich hohe Oberflächenqualität und Formpräzision ist so nicht gegeben.
Doch genau dies ist bei der Herstellung hochwertiger Lampenreflektoren gefragt, weil schon durch ungleichmäßige Materialverdichtung entstehende Schlieren auf der Oberfläche dafür ausreichen, dass der Leuchtenhersteller die Teile nicht mehr akzeptiert. Bei der Produktion von Reflektoren auf konventionellen Drückmaschinen müssten die Werkstücke also entweder aufwändig nachpoliert oder eine hohe Ausschussrate hingenommen werden.
Neues Maschinenkonzept für mehr Effizienz und Prozesssicherheit
Für die Abacus-Geschäftsführer Beling und Weber stand daher fest, dass nur ein grundsätzlich neues Maschinenkonzept die Lösung für den Lohnfertiger bringen könnte; sie also die Drückmaschine komplett neu „erfinden“ müssten. Eine reizvolle Aufgabe, der sie sich als begeisterte Tüftler stellten.
Schon beim Maschinengestell gingen die Konstrukteure neue Wege. Statt Stahl wählten sie Polymerbeton, um die Steifigkeit der Konstruktion zu maximieren. Anstelle der üblichen Hydraulikzylinder setzen sie auf präzise regelbare Servomotoren. Und sie entschieden sich als erster Drückmaschinenhersteller für einen Aufbau mit senkrecht angeordneter Hauptpindel und Pinole.
„Alleine schon dieser vertikale Aufbau bietet dem Anwender deutliche Vorteile“, erklärt Derk Weber. „Die Zugänglichkeit ist wesentlich besser, da wir den Revolver mit den Drückrollen seitlich links von der senkrechten Hauptspindel platzieren konnten. Das ist bei einer Horizontalmaschine nicht möglich, da sich dort die Hauptspindel befindet.“ Bei der Abacus-Maschine hat der Werker so die Drückrolle und den Umformprozess stets im Blick. Rechts von der Hauptspindel haben die Konstrukteure einen zweiten Revolver für Beschneid- und Drehwerkzeuge oder weitere Drückrollen integriert. Eine zusätzliche Bördelrolle und eine Schwenkachse, mit der die Drückrolle immer in den optimalen Winkel zur Werkstückoberfläche gestellt wird, vervollständigen die Bearbeitungsmöglichkeiten der Maschine.
Den Nachteil unpräziser Druckkräfte der Hydraulikzylinder hat Abacus durch den Wechsel zu Hiwin-Kugelgewindetrieben, angetrieben durch Servomotoren, behoben. Diese Servoachsen dieser Drückmaschine sind nicht nur äußerst genau regelbar, sondern lassen sich zudem frei programmieren und erlauben einen koordinierten Antrieb der bis zu 13 Achsen. Optimal geführt werden sie hierbei durch Profilschienenführungen von Hiwin.
Kurzen Lieferzeiten für kundenspezifische Lösungen und Standardprodukte
„Das ist auch für uns eine Premiere, weil die Premo 600 unsere erste Anwendung mit Hiwin-Produkten war“, berichtet Derk Weber. „Bei den Drückmaschinen stehen kurze Lieferzeiten für Normteile aber ganz oben auf unserer Anforderungsliste. Gerade wenn es darum geht, einen Kugelgewindetrieb oder eine Profilschienenführung kurzfristig zu bekommen, ist Hiwin einfach unschlagbar.“ Und das gilt bei dem Offenburger Antriebsspezialisten nicht nur für Standardprodukte, sondern beispielsweise auch für kundenspezifische, gewirbelte Kugelgewindetriebe mit hoher Traglast, wie sie für schwere Maschinen wie Servopressen benötigt werden.
Das war auch bei dem jüngsten Projekt von Abacus entscheidend, der Premo 1200, die sich für die Verarbeitung von Ronden bis 1200 mm eignet. Dort setzt der Maschinenbauer einen 80-mm-Schwarlastkugelgewindetrieb von Hiwin in Kombination mit Muttern mit einer dynamischen Traglast von jeweils 320 kN zum Lagern beziehungsweise Verfahren der Pinolen (Außenpinole und die optionale Innenpinole) ein. Das erforderliche Drehmoment für das Verfahren der Pinolen liefert jeweils ein speziell für Werkzeugmaschinen konzipierter Hiwin-Torquemotor der TMRW-Serie.
Gemeinsam zur optimalen Antriebslösung
Für die exakte Auswahl und Auslegung von Profilschienenführungen, Kugelgewindetrieben und Torquemotoren haben sich die Maschinenkonstrukteure von Abacus schon in der Frühphase der Drückmaschinenprojekte die Experten von Hiwin mit ins Boot geholt. „So standen uns versierte und engagierte Fachleuten zur Seite, mit denen wir alle Aspekte von der Produktauswahl und Dimensionierung über die richtige Platzierung bis hin zur Schmierung und Wartung der Antriebslösungen detailliert diskutieren konnten. Das hat den Aufwand für uns deutlich reduziert und den Weg zur optimalen Lösung verkürzt“, sagt Peter Middeldorf, verantwortlicher Projektleiter bei Abacus.
Der Maschinenbauer konnte sich so darauf konzentrieren, den Teach-in-Prozess zu vereinfachen sowie den Drückprozess wesentlich effizienter, prozesssicherer, feinfühliger und präziser zu gestalten. Wie effizient, beschreibt Middeldorf zusammenfassend so: „Da Anwender dank der Servotechnik auch die benötigte Drückform direkt auf unseren Maschinen herstellen können, brauchen sie vom Start der Dateneingabe bis zum ersten fertigen gedrückten Produkt nicht mehr als 20 bis 25 Minuten!“ MM
* Dipl.-Ing. Franz Roßmann ist freier Technikjournalist. Weitere Informationen: Hiwin GmbH in 77654 Offenburg
(ID:44883079)
:quality(80)/p7i.vogel.de/wcms/dc/75/dc756b0993e90100c79250f2eb705ebc/0130458386v2.jpeg "Die Kombination zentraler und dezentraler Antriebslösungen steigert sowohl die Flexibilität als auch die Energieeffizienz der Maschine. (Bild: AMK Motion)")
:quality(80)/p7i.vogel.de/wcms/5a/13/5a13bbf096fe899b155d51a40729fe16/0132070616v2.jpeg "Aus Linearführungen in Kombination mit weiteren Komponenten entstehen komplexe Anlagen für die Automatisierung. (Bild: IEF-Werner)")