
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/c9/3c/c93cfd3571314820aa379760130c4495/0131742792v1.jpeg "Ein großer Vorteil des neuen Systems ist zum einen die Stabilität des Haltersystems und zum anderen die Innere Kühlmittelzufuhr direkt an die Wirkzone. (Bild: Horn/Sauermann)")
:quality(80)/p7i.vogel.de/wcms/5a/20/5a202f8634eb58eb0bf9a3ca3765604b/0132084025v1.jpeg "Die Region um Frankfurt am Main darf sich über eine neue Siemens-Entscheidung freuen. Denn zum einen will man zwei Werke ausbauen und neue Jobs schaffen. Und zum anderen denkt man an einen Neubau in Offenbach ... (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/13/8f/138f8a18d061840ace8fadafb9a7fde7/0132083515v1.jpeg "Europas Autohersteller haben vielleicht die chinesische Konkurrenz bald direkt vor der Nase! Denn diese sucht verstärkt nach Werken in Europa, um etwa die neuen Zusatzzölle auf Hybride zu umgehen. BYD wird noch in diesem Jahr in Ungarn fertigen und wohl noch woanders ... (Bild: BYD)")
:quality(80)/p7i.vogel.de/wcms/a2/6d/a26d455b35bdf1620462ddc5d351442a/0132081862v1.jpeg "Ein 3D-Drucker bei der Arbeit an einer Art Abgaskrümmer respektive Medienverteilersystem. Das ist wieder so ein komplexes Teil, das in der Rüstung seinen Einsatz findet, weshalb die Mesago Messe Frankfurt der Formnext erstmals einen Defence-Bereich gibt. (Bild: Mesago)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/1e/5e/1e5e00a2f186c772c7120e8a58868378/0132105073v1.jpeg "Was man hier sieht, ist ein Schiffsantriebssystem von Renk. Nun verkünden die Augsburger, dass sie den britischen U-Boot-Getriebehersteller David Brown Defence in Kürze kaufen ... (Bild: Renkd)")
:quality(80)/p7i.vogel.de/wcms/b4/39/b439a2b1b05691a56ec35fd3907b5aee/0132104223v1.jpeg "Im Rahmen des Besuchs der japanischen Ministerpräsidentin Sanae Takaichi in Indien beschlossen beide Länder eine strategische Agenda. Hier mehr dazu ... (Bild: M. Tokeda)")
:quality(80)/p7i.vogel.de/wcms/d7/64/d7644316fa3fa7bfedfdcc9ed4968914/image-20--20schneider-20electric-20joins-20the-20world-20economic-20forum-20lighthouse-20operating-20system-20advisory-20board-20to-20create-20an-20open-source-20manufacturing-20blueprint-20for-20companies-20of-20all-20sizes-jpg-1120x630v1.jpeg "Schneider Electric baut sein Geschäft mit Industrie-KI mit einem Milliarden-Kauf aus. (Bild: Schneider Electric)")
:quality(80)/p7i.vogel.de/wcms/38/a8/38a84c821462c50bf9ec021dfa36666f/0132089031v2.jpeg "Die Sommererhebung 2026 des Energieeffizienz-Index der deutschen Industrie: Trotz steigender Investitionen sinkt die relative Bedeutung von Energieeffizienz auf einen historischen Tiefstand. (Bild: frei lizenziert / Анна)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/38/70/3870579fb5e9725f3de1669cd033154e/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/eb/d0/ebd0a1d73320d6b88557efe73c9c441e/0131955410v1.jpeg "Das großflächige, sogenannte bifaziale 546-Watt-Perowskit-Silizium-Modul bei der Fertigung im Module-TEC des Fraunhofer ISE. Was diese Solarzellen für positive Auswirkungen haben, erfahren Sie im nebenstehenden Beitrag ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/45/3e/453ea9398fe63db4045b3f47d3514301/0131649599v1.jpeg "Bis diese Vision Wirklichkeit wird, dürfte es noch etwas dauern. Und ob Werkstattroboter unbedingt menschenähnliche Beine brauchen, ist auch nicht gesagt. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/67/27/672723de5e7736d5e0942aae52e46649/0131534073v1.jpeg "Für das Teachen eines Roboters ist es wichtig, sich im Raum zu bewegen und permanenten Blickkontakt zum Roboter zu haben. Mit einem kabelgebundenen Gerät wäre dies nahezu unmöglich. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/13/c7/13c71ea5529b78d642794f2ed6039f87/0131991662v1.jpeg "Collaborative Industry bringt Menschen und Roboter zusammen. (Bild: © Emma - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/98/6f/986f1f8ab14249e6769b0af86edeff90/0132102301v2.jpeg "„Wir wollen uns mit kurzen Lieferketten, hoher Zuverlässigkeit und maßgeschneiderten Systemlösungen differenzieren“, so Sascha Eberhard, CEO bei Franke. (Bild: Franke)")
:quality(80)/p7i.vogel.de/wcms/08/63/0863f8a8cda3a7bb7f18a6b6a67a6402/0132087773v4.jpeg "Antriebe, die beispielsweise in der Tiefsee zum Einsatz kommen, haben spezielle Anforderungen, die sich nicht über Standardsortimente realisieren lassen. (Bild: frei lizenziert / Jack Drafahl)")
:quality(80)/p7i.vogel.de/wcms/0e/2e/0e2e977ea5878045d8b8f6224bb91f0e/0132076430v2.jpeg "Kann KI die klassische Motorregelung ersetzen? Burger Engineering und die TH Nürnberg haben das untersucht. (Bild: Burger Engineering / istockphoto.com)")
:quality(80)/p7i.vogel.de/wcms/40/f0/40f01a2fb41aa40e8236e10622697d72/0132071780v1.jpeg "Auch die additive Fertigung befruchtet die Schleiftechnikwelt. Das bewies Emuge Franken mit 3D-gedruckten Spannhülsen, die eine flexiblere und deformationsarme Fixierung bei variierenden Bauteilen garantieren. Per FEM ausgelegte Waben- und Mäanderstrukturen helfen dabei. (Bild: VDW / U. Regenscheit)")
:quality(80)/p7i.vogel.de/wcms/39/4a/394a548c92cffd619a4bc63766072f5d/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/90/76/9076d1796c8370f810043e9c3e675339/0132066867v1.jpeg "Diese 15 Herr- und Frauschaften waren mit Sandvik Coromant im Projekt „Dig4ReMan“ damit beschäftigt, den Step-Datenaustausch für individuelle Reparaturen per additiver Fertigung digitaler zu machen. Alle in der Wertschöpfungskette können jetzt die gleiche „Sprache“ sprechen! (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/87/23/87230bfb9455e7716c1b74c28a137907/0132077911v1.jpeg "Formgedächtnislegierungen sehen ursprünglich etwa kompakt aus, können sich unter gewissen Umstände aber, wie hier, in Spiralfedern verwandeln. Bisher wusste man nicht genau, wie diese Materialien das machen. Forscher aus Kassel konnten das Geheimnis aber lüften ... (Bild: M. Breisbach)")
:quality(80)/p7i.vogel.de/wcms/ca/5b/ca5b6e3b52067dba3f33af8f55b85710/0131992583v2.jpeg "In der dritten Folge des Industrial Benchcast verrät Florian Weil, CEO bei Weil Technology, wie er sein Unternehmen strukturiert aus der Abhängigkeit vom Verbrenner führte. (Bild: MM Maschinenmarkt / Thao My Vu Thi)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/2f/e2/2fe23d0191c24fe0f4bc2ab44d867038/0132114387v2.jpeg "Gerade bei Flurförderzeugen ist es wichtig, wiederkehrende Prüfungen effizient zu organisieren. (Bild: Wosatec)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
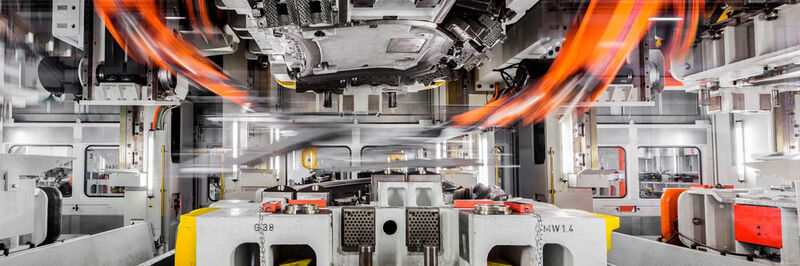
Prozessoptimierung Mehr Effizienz im Presswerk
Laufen, laufen, laufen müssen sie: Presswerke erfordern hohe Investitionen, entsprechend viel Ausbringung wird von den Maschinen erwartet. Bei näherer Betrachtung zeigen sich viele Möglichkeiten, um doch noch mehr herauszuholen.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5e/60/5e60d37e6177a/phorn-socialmedia-rgb-quadrat-2018-07-11.png "phorn_socialmedia_RGB_quadrat_2018-07-11.png (Hartmetall-Werkzeugfabrik Paul Horn GmbH)")
:fill(fff,0)/p7i.vogel.de/companies/64/e4/64e4be0db6ddc/rittal-4c-w.png "rittal-4c-w (Rittal GmbH & Co. KG)")
Neun Handlungsfelder zur Effizienzsteigerung in Presswerken nannte Stephan Paul, Leiter Customer Service Center bei Schuler, beim jüngsten Tech-Day des Unternehmens in Gemmingen: Produktionsanlagen, Anlagennutzung, Werkzeuge, Qualität, Mitarbeiterqualifikation, Führungsleistung, Wertstrom, präventive Wartung und Logistik. Dabei ist der OEE immer im Gesamtbezug zum Presswerk zu sehen, sagte Paul: „Man muss das Optimum zwischen einem hohen Nutzungsgrad, niedrigen Beständen und dem dafür nötigen schnelleren Rüsten finden. Es gilt also, die Anlagenverfügbarkeit zu interpretieren und Maßnahmen daraus abzuleiten.“
Doch müssen erst die Grundlagen stimmen. „Das werkzeugfallende Teil muss in einwandfreier Qualität im Werkzeug herstellbar sein, im Anschluss muss im Presswerk die Hubzahl gesteigert werden. Dabei steht die Prozesssicherheit der Herstellung im Fokus. Ist das Prozessfenster robust, so können wir anschließend die Einstellhubzahl in Abhängigkeit von der Teilequalität maximieren“, berichtete Christian Först, Leiter Presswerk 3 Ingolstadt der Audi AG. Damit habe der Autohersteller nach einem Anlauf Produktivitätssteigerungen von bis zu 50 % realisiert.
Viele Einflüsse auf Anlagenverfügbarkeit im Presswerk
Betrachtet man die Anlagenverfügbarkeit, erkennt man nach den Worten von Paul, dass Verluste hier vielfältige Gründe haben. Dazu zählen beispielsweise ein zu langer Rüstprozess, aber auch die technischen Voraussetzungen der Produktionsanlage. Einen weiteren Aspekt bringt Dr. Josef Meinhardt, Steuerung Planungssystematik und Produktionstechnik in den Presswerken der BMW Group, ein. „Durch optimal zugeschnittene Fertigungskonzepte können wir viele Störungen von vorneherein ausschließen. Dazu bringen wir uns frühzeitig in die Entwicklung eines Fahrzeugs ein, um das Produkt aus fertigungstechnischer Sicht mitzugestalten“, erläuterte er auf Anfrage von MM Maschinenmarkt.
:quality(80)/images.vogel.de/vogelonline/bdb/1345900/1345969/original.jpg "(BMW/yandawei)")
:quality(80)/images.vogel.de/vogelonline/bdb/1345900/1345972/original.jpg "(Schuler)")
:quality(80)/images.vogel.de/vogelonline/bdb/1345900/1345973/original.jpg "(Gestamp)")
:quality(80)/images.vogel.de/vogelonline/bdb/1345900/1345974/original.jpg "(Itasse)")
Auch BSH Hausgeräte hat hierzu einige Erfahrungen gesammelt. Wie eine Unternehmenssprecherin erläuterte, sieht der Hausgerätehersteller viele Punkte, die Potenzial für mehr Effizienz im Presswerk bieten, darunter die Qualifizierung von Anlagenbedienern und Instandhaltern, eine strikte Trennung der Blechsorten, Fehlervermeidung und -erkennung bei Sichtteilen aus Edelstahl oder eine Reduzierung beziehungsweise Kompensation der Effekte von Chargenschwankungen im Rohmaterial. Christer Bäckdahl, Chief Technical Officer Product Development des Herstellers AP&T, hebt zudem die Vorteile eines einheitlichen Maschinenparks hervor. „Unsere Ausrüstung ist dazu ausgelegt, dass sie miteinander interagiert und damit eine hohe Verfügbarkeit sowie eine einfache Bedienung sicherstellt. Die Steuerungen sind aufeinander abgestimmt und sichern eine volle Kommunikation untereinander. Das erleichtert zudem die Datensammlung für Industrie 4.0“, sagte er.
Gute Vorbereitung verkürzt die Rüstzeiten
Um Verbesserungen beim Rüsten zu erreichen, muss man laut Paul zwischen dem externen und dem internen Rüsten unterscheiden. Das externe Rüsten hat Einfluss auf den OEE, wenn die Rüstvorbereitung (externes Rüsten) nicht vollständig durchgeführt wurde und somit dann Tätigkeiten in das interne Rüsten, sprich bei bei Anlagenstillstand, auflaufen. „Das externe Rüsten braucht einen Standard, es darf nachher nichts im internen Prozess stören“, erläuterte er. Beim internen Rüsten hingegen variiere die Dauer und hänge auch vom Automatisierungsgrad der Anlage ab.
Potenzial bei den Rüst- und Ladezeiten sieht auch Victor Rodrigues, Technical Office Director beim Pressenhersteller und Automobilzulieferer Gestamp. „Wir reduzieren die Prozessanpassungen und die Zeiten zum Laden neuer Coils, Platinen und Werkzeuge. Indem wir effiziente Standards entwickeln, können wir Verbesserungen bei den meisten Pressen erreichen“, sagte er auf Anfrage von MM Maschinenmarkt. Diese Standards für den Werkzeugwechsel könnten auch bedeuten, dass man den Automatisierungsgrad erhöhen müsse, um die Gesamtzeit zu optimieren.
Standards bei Komponenten und Prozessen im Presswerk
Bäckdahl verweist auf die Bedeutung standardisierter Komponenten für diese Prozesse: „Indem wir standardisierte Komponenten für die Wechsel und automatisierte Systeme zum Andocken haben, können wir kurze Wechselzeiten sicherstellen.“ Die Abläufe werden außerdem simuliert, bevor die Produktionsausrüstung konstruiert wird, um eine optimale Performance zu erreichen.
Um die Ausbringungsleistung zu erhöhen und Performance-Verluste zu reduzieren, lassen sich laut Paul die Bewegungskurven von Transfer, Automation und Stößel optimieren. Dafür sei eine entsprechende Werkzeug- und Tooling-Gestaltung unabdingbar. Claus Dratz, stellvertretender Vertriebsleiter Deutschland bei Fagor Arrasate, verweist hierzu auf die Software des Pressenherstellers. So zeigt Visual Stamp beim Auftreten unzulässiger Kräfte während des Stanzens oder Schneidens auf einer Presse anhand von Grafiken, ob der Grund dafür in den Einstellungen der Presse oder im Werkzeug zu suchen ist. „Die Analyse erfolgt in Echtzeit durch ein autonomes, cyber-physisches System, welches in die Pressensteuerung eingebunden ist“, sagt Dratz. Das Simulationsprogramm Syncro optimiert den Prozess zwischen Presse und elektronischem Transfer beziehungsweise Ladefeeder. Damit werden an einem virtuellen Modell die Bewegungskurven sowie Geschwindigkeiten von Presse und Transfer berechnet, verglichen und auf Interferenzen geprüft. Die Software Syncro 3D schließlich berechnet und steuert die Ausführung von Pressenzyklen, optimiert dabei die Hubzahlen und führt zu einer höheren Ausbringung.
(ID:45061689)
:quality(80)/p7i.vogel.de/wcms/60/0f/600fea0e018cb899d2177f97073e66c5/0127264747v2.jpeg "Bei der Vorführung Mitte September der neu entwickelten Anlage mit einer Radialkraft von 200 Tonnen und einer Axialkraft von 160 Tonnen konnten Kunden aus der Schmiedeindustrie beobachten, wie aus einer glühenden Ringvorform ein Radreifen gewalzt wurde. (Bild: Andritz Schuler)")
:quality(80)/p7i.vogel.de/wcms/36/be/36be58c2b8369068b22186321bcfb612/0129306951v1.jpeg "Das Bild zeigt die von Andritz Schuler und Feintool entwickelte HFA-Feinschneidpresse. (Bild: Andritz)")