
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/4e/13/4e13b33da079d7f454b9f195b29ff600/0132589080v2.jpeg "Michael Müller, Head of Digital Engineering & Climate Tech bei Capgemini Engineering. (Bild: Capgemini)")
:quality(80)/p7i.vogel.de/wcms/41/d5/41d5613de6ef84e0b9a6773b33365b2b/0132571817v1.jpeg "Die Heitronics-Geräteserie KT19.69 II zur Temperaturmessung ist nach 17. BlmSchV zugelassen. Damit ist garantiert, dass Schadstoffe in Müllverbrennungsanlagen sicher zerstört werden können. (Bild: Heitronics)")
:quality(80)/p7i.vogel.de/wcms/66/b4/66b4e52c819e8b678cc75336ce7233a2/0132544191v1.jpeg "(Bild: © KohXD - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/c1/bf/c1bf904a8efe757739db49efe0ece963/0132537193v2.jpeg "Beckhoff hat die Anforderungen an die Steuerungsarchitektur für die Weiterentwicklung der Multigrind Radical erfüllt. Dieter Völkle (Beckhoff Niederlassung Balingen) sowie Gerhard Schnee und Martin Trittler (beide Adelbert Haas) vor der Multigrind Radical (v.l.). (Bild: Beckhoff Automation)")
:quality(80)/p7i.vogel.de/wcms/83/85/838550a53b72afdac6de7aabb7820efc/0132588873v1.jpeg "Stork IMM aus Hengelo gehört bald zu Arburg! Von links, bei der Unterzeichung des Kaufvertrages: Steffen Kroner, CFO von Arburg, Phlip Stibbe, Gesellschafter von Stork IMM und Gründer von Stibbe Participaties, sowie der Arburg-CTO Guido Frohnhaus. (Bild: Arburg)")
:quality(80)/p7i.vogel.de/wcms/f7/2d/f72db2114c74ea23f634d2952fd63682/0132581917v1.jpeg "BASF will dazu beitragen, auch technischen Kunststoffe und Abfallmixturen daraus möglichst umfassend recyceln zu können, um sie im Materialkreislauf zu halten. Hier wird erklärt, wie man das hinbekommen kann ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/3e/13/3e139158037542751f3d3b523e91ade6/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/15/07/1507cd33c744f36afa3a48f5ceb6d627/0132566059v1.jpeg "Die Sonne macht uns vor, wie die Kernfusion funktioniert: Protonen verschmelzen zu Heliumkernen, was Unmengen an Energie freisetzt. Deutschland hat nun ein Programm gestartet, das in etwa 15 Jahren ein kommerziell nutzbares Kernfusions-Kraftwerk bringen soll. (Bild: Nasa)")
:quality(80)/p7i.vogel.de/wcms/a4/29/a42928c67871a61d007a834e68457892/0132564098v2.jpeg "Humanoide als Gefahr für die nationale Sicherheit? Sieht Trump so und verbietet ausländische Roboter. (Bild: Gemini / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/bd/8f/bd8f674efba4a45db7b11c139d4c2298/0132544478v1.jpeg "Dass wir möglicherweise nicht mehr so weit davon entfernt sind, dass sich KI-Systeme selber weiterentwickeln und sich dabei unserer Kontrolle entziehen, ist laut Experten nicht zu leugnen. Deshalb fordert man firmenübergreifend ein zurückhaltenderes Vorgehen bei der KI-Entwicklung ... (Bild: © sdecoret - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/c8/e6/c8e6516c3740de9177ecb322fb80813d/0132543541v1.jpeg "Stabilus lässt wissen, dass man nun mit Synapticon zusammenarbeitet, um die Großserienproduktion von humanoiden Robotern in die Wege zu leiten. Integrierte Aktuatoren für die Gelenke von Humanoiden spielen dabei eine Hauptrolle ... (Bild: Stabilus)")
:quality(80)/p7i.vogel.de/wcms/04/07/040769fa4e8cbc36ee83ad1018403d43/0132582608v2.jpeg "Muss die zukünftige Lager- und Materialflussstruktur eines Werksstandorts geplant werden, kann der digitale Planungszwilling nachweisen, ob die Struktur auch bei Spitzenlasten oder verändertem Produktmix funktioniert. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/75/a2/75a2049d486a89dc5c57abba3376dd85/0132539740v2.jpeg "Welche Auswirkungen hat eine PLM-Implementierung auf den Menschen? Das und die Auswirkungen von KI standen im Fokus des Share PLM Summit in Andalusien. (Bild: Michael Wendenburg)")
:quality(80)/p7i.vogel.de/wcms/e7/f5/e7f5167ccc86e67c2045efe2dfd73779/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/4d/64/4d64e1a19429a19cd52820136791bd10/0132459470v1.jpeg "Die Bundesregierung will das Leben von Start-ups deutlich leichter machen! Sowohl was die Gründungsmodalitäten als auch die Finanzierungen angeht. Erstmals blickt man dabei auch auf Newcomer in Sachen Rüstung und Verteidigung ... (Bild: S. Younker)")
:quality(80)/p7i.vogel.de/wcms/1c/ce/1cce28ad0db2109fcdaafbb604f5dd07/0132450232v2.jpeg "Neben globalen Krisen und hohen Kundenanforderungen müssen Maschinenbauer auf steigende Energiepreise und datengestützte Prozesse reagieren. (Bild: Gemini / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/e8/c3/e8c377610183aa5c506746ccea9a75e4/0132593132v2.jpeg "Ein vollautomatisch verfahrender Smart-Curve-Wagen aus dem Hause Losyco wird induktiv mit Strom versorgt und verfügt über latenzfreie WLAN-Kommunikation. (Bild: Losyco)")
:quality(80)/p7i.vogel.de/wcms/66/3a/663a9e26150a6364340a113a6a110c2c/0132591825v2.jpeg "Mit dem UV-Lasermarkierer V.0042 aus dem Hause Foba lassen sich empfindliche Kunststoffe mit minimaler Wärmeeinwirkung kennzeichnen. (Bild: Foba)")
:quality(80)/p7i.vogel.de/wcms/a4/d0/a4d0ab9dbc23eeb938597992f06d63e6/0132588631v2.jpeg "Das Ausbildungskonzept der Berufsschule Regen erlaubt es, den Hallenkranschein während der regulären Berufsausbildung zu machen. (Bild: TÜV Süd)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/59/95/5995189dde6d24b00ba3c790e1bc9832/0132568775v1.jpeg "Der Amsterdamer Multimarkenkonzern Stellantis ist wohl krisentechnisch aus dem Gröbsten raus, wie man so schön sagt. Hier mehr zur aktuellen Lage, bei der Opel-Mutter ... (Bild: Stellantis)")
:quality(80)/p7i.vogel.de/wcms/1a/36/1a36db840ce29e6dfea2681db80f634f/0132518751v2.jpeg "Mit dem Etopas 600 wird nun ein Elektro-Lkw bei Steyr in Österreich gebaut. Das Besondere ist, dass er aus europäischen und chinesischen Komponenten zusammengesetzt wird. Hier mehr zu den beteiligten Unternehmen und der Entscheidung zum Bau des E-Brummis ... (Bild: Steyr)")
:quality(80)/p7i.vogel.de/wcms/b9/86/b9869fb653883cd8bda95c153654a3c3/0132510754v1.jpeg "CXMT ist ein ostchinesischer Chiphersteller, der genau zur richtigen Zeit den Börsengang gewagt hat. Auf Anhieb wurde das Unternehmen zu einem der reichsten in China. Ein weiterer Konkurrent für die US-Chip-Branche gibt demnach bald Vollgas beim Rennen um KI-Modelle ... (Bild: CXMT)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Anbieter zum Thema
Mathematisch werden für diese Aufgabe zwei Matrizen benötigt, in die die Ausgangsdaten eingegeben werden.
Dabei ist υij die nummerierte Reihenfolge der Teile einer Losgröße mit der i-ten Bezeichnung am j–ten Arbeitsplatz.
Nun muss eine Maschinenbelegung gefunden werden
bei der folgende Bedingungen erfüllt sind:
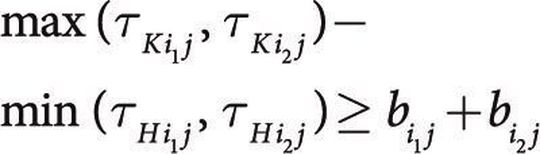
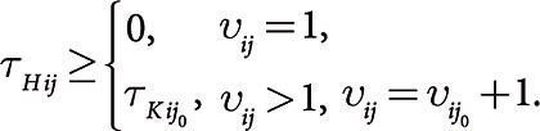

Bedingung (3) zeigt, dass auf der j-ten Maschine keine zwei Teile i1 und i2 gleichzeitig zur Bearbeitung eingeplant werden können. Aus Bedingung (4) folgt, dass mit der Bearbeitung der Teile mit i-ten Bezeichnung aus einem Los auf dem j-ten Arbeitsplatz nicht begonnen werden darf, bevor die Bearbeitung der Teile auf dem j0-ten Arbeitsplatz vollendet ist. Aus Bedingung (5) ergibt sich der optimale Terminplan.
Dieses Berechnungsschema stellt den (TZq-1)-Schrittprozess dar, TZ steht dabei für Teilezahl. Im ersten Schritt wird die Matrix
aufgebaut, bei der
erfüllt sein muss. Somit erfüllt der Kalenderplan Bedingung (4).
Wenn die Größen τ? ij und τ? ij die Bedingung (3) erfüllen, dann bestimmen die Matrixelemente τ den optimalen Fertigungszeitpunkt der Arbeitsplätze, weil die Teilelose ununterbrochen bearbeitet werden und jeder einzelne Arbeitsschritt zum optimalen Zeitpunkt innerhalb der betrachteten Periode beginnt.
(ID:347346)
:quality(80)/p7i.vogel.de/wcms/e4/49/e4492d893d69eb0504497821bccc3288/0131964812v1.jpeg "Im Warenausgang bei Hermes ist die Funktionsweise von Weassist ebenso einfach wie wirkungsvoll: Statt lautstark nach Hilfe zu rufen, können Mitarbeitende per Knopfdruck ein Signal auslösen. (Bild: Werma)")
:quality(80)/p7i.vogel.de/wcms/99/64/9964eb3f7ab4047ef0e1c5a52b8f7cfe/0127900612v1.jpeg "Das Tool Kastolink erleichtert die nahtlose und herstelleroffene Vernetzung von Sägemaschinen mit anderen Anlagen und Systemen, wie etwa Lagereinrichtungen, WMS und ERP. (Bild: Kasto)")