
:quality(80)/p7i.vogel.de/wcms/1a/f6/1af6aa333625785f8a45de09522e2d05/0130435051v1.jpeg "Runde Sache! Nachdem Worthington Steel aus den USA schon länger daran gearbeitet hat, die Mehrheit beim Stahlhändler Klöckner zu erreichen, hat es nun geklappt ... (Bild: Köckner)")
:quality(80)/p7i.vogel.de/wcms/c3/1d/c31d4533c03bcd40f97704d7ee5aa7eb/0130433900v1.jpeg "Diese Ausschnitte von Sandwich-Strukturen mit thermoplastischer Matrix unterstützen zwar den Leichtbau und das Recycling, doch es braucht noch produktive Fügemethoden, um sie auch für KMU attraktiv zu machen. Diese holen Forscher aus Halle mit Partnern jetzt aus der Taufe ... (Bild: Fraunhofer IMWS)")
:quality(80)/p7i.vogel.de/wcms/f6/a0/f6a017904bc3a33beeb6698098f86fc7/0130234253v1.jpeg "Die Robibend 40 vereine Biegekopf und Robotersystem zu einer vollständig integrierten Einheit. (Bild: Schwarze-Robitec )")
:quality(80)/p7i.vogel.de/wcms/d0/5f/d05f5168783fa5a748f58d476afe1420/0130417390v1.jpeg "Freudenberg aus Weinheim in Baden-Württemberg hat im letzten Jahr Entscheidungen treffen müssen, die den möglichen Gewinn für das Jahr 2025 drastisch schmälerten. Hier mehr dazu ... (Bild: dpa)")
:quality(80)/p7i.vogel.de/wcms/8e/33/8e33b2fba7ba5261650926657d33b619/0130437231v1.jpeg "Der Bau von Lkw von Daimler Truck wird sich in Zukunft noch stärker im tschechischen Werk Cheb abspielen. Denn das wird aus strategischen Spargründen nun ausgebaut ... (Bild: Daimler Truck)")
:quality(80)/p7i.vogel.de/wcms/25/eb/25ebcbc00500c833c663341c0830bd4b/0130436385v1.jpeg "Verrechnet! Der linke Arme des Huawei-Managements – hier mit hauseigener Watch verziert – kann lässig nach unten hängen. Denn trotz aller Sanktionen aus dem Westen und den USA wächst das Hightech-Unternehmen unaufhaltsam. Hier mehr zu den Gründen ... (Bild: Huawei)")
:quality(80)/p7i.vogel.de/wcms/33/98/339810f9a8890b15cb2abc5d88c1ce07/0130418636v1.jpeg "Cellcentric ist ein Joint Venture der Volvo Group und Daimler Truck. Es geht um nicht weniger als die Dekarbonisierung des Schwerlastverkehrs und anderer Aspekte dieser Art. Und zwar durch das Pushen der Wasserstofftechnik. Nun ist auch Toyota ins Boot gekommen ... (Bild: Cellcentric)")
:quality(80)/p7i.vogel.de/wcms/6e/cf/6ecf2fb0ee04c7d1ef68bad454c55bc1/0130416948v1.jpeg "Am 12. März hat die Verbundwerkstoff-Messe JEC World in Paris für gut ein Jahr wieder die Tore geschlossen. Der Veranstalter JEC Group blickt auf, wie es heißt, auf ein erfolgreiches Event zurück. Hier einige Eckdaten ... (Bild: A. Emmanuelle Thion)")
:quality(80)/p7i.vogel.de/wcms/7f/2a/7f2a2d642614628e0de3e7b28a51fbe1/0130171910v2.jpeg "Mithilfe eines digitalen Zwillings der Anlage und künstlicher Intelligenz steuert sich die Bon-Presso-Kaffeerösterei teilweise selbst. (Bild: Schwarz Produktion / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/17/9a/179a34c74ad491aa8e85f1a13a5ea739/0130368728v3.jpeg "Rainer Ostermann zeigt, wie Festo seine Kunden mit der digitalen Customer Journey, also über digitale Tools, über den gesamten Lebenszyklus einer Maschine hinweg begleitet. (Bild: Maximilian Lottmann)")
:quality(80)/p7i.vogel.de/wcms/62/ec/62ecd085cb7fe3bcbdd4e75097322141/0130420618v2.jpeg "Optimal ausgelegt für thermisch anspruchsvolle Anwendungen in der Industrie sind die Hochtemperatur-Faltenbälge von Höhl & Westhoff. Sie sind temperaturbeständig bis etwa 850 °C. (Bild: Höhl+Westhoff)")
:quality(80)/p7i.vogel.de/wcms/f4/a8/f4a87f848ce92e6255a094e9f264ef8c/0130134267v1.jpeg "Dank der Unterwasser-Ultraschallanlage wird Cogne auch den höchsten Qualitätsanforderungen kritischer Industrien gerecht. (Bild: Cogne)")
:quality(80)/p7i.vogel.de/wcms/68/28/682858b142c70f4b955a4994fd9c1573/0128917299v2.jpeg "Vielversprechende KI Use Cases lassen sich am besten mit einem strukturierten Ansatz identifizieren. (Bild: © Pakorn - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/67/2e/672eadcd2d7a8c77591a84eeab1bdedd/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/b8/56/b85699de489a69c886c6ff1be90a8771/0130006560v2.jpeg "In der ersten Folge des Industrial Benchcast erzählt Bastian Ballmann von Koenig & Bauer wie ein interdisziplinäres Innovationsteam ohne IT-Experten ein fertigungsübergreifendes Cockpit entwickelt hat. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/ed/d1/edd10d0c9f566bfbd2ef5e42cd26ed80/0130431725v2.jpeg "Face-to-Face statt Online: Bei der Meorga zählt das persönliche Fachgespräch mit regionalen Experten. (Bild: Meorga)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Schleiftechnik Richtiges Abrichten von Schleifscheiben sorgt für hohe Produktivität und Qualität
Beim Schleifen kommt dem Abrichten die gleiche Bedeutung zu wie der Bearbeitung der Schneidplatten bei den Dreh- und Fräswerkzeugen, jedoch wird jenem Prozess in der Praxis zu wenig Bedeutung beigemessen. Im Folgenden soll auf einige häufig anzutreffende Fehler beim Abrichten von Schleifscheiben eingegangen und deren Abstellung beschrieben werden.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/67/c9/67c9b10002572/asecos-box-weiss-250x250px.png "asecos-box-weiss-250x250px (asecos GmbH)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56100/56125/65.jpg "Trivid_Logo_easy-video-creation_254pixel.jpg ()")
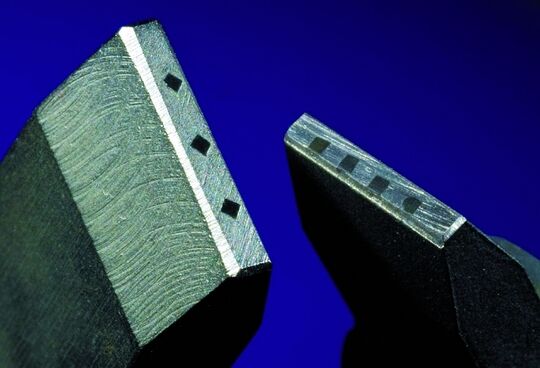
Das Abrichten dient sowohl der Wiederherstellung einer exakten Geometrie der Schleifscheibe als auch einer optimalen Herstellung der Schleifscheibentopographie. Man unterscheidet beim Abrichten stehende und rotierende Werkzeuge (Bild 1).
Abrichtwerkzeug muss stabil sitzen

Bei stehenden Abrichtwerkzeugen ist zuallererst auf einen stabilen und festen Sitz des Abrichtwerkzeuges zu achten. Ein instabiles Abrichtwerkzeug neigt zu Schwingungen. Diese Schwingungen bewirken eine Verkürzung der Lebensdauer des Abrichtwerkzeuges. In der Schleifscheibe können diese Schwingungen Mikrorisse in der Bindung erzeugen (Bild 2).
Mikrorisse können auch durch zu hohe Zustellbeträge beim Abrichten entstehen. Daher werden maximale Zustellungen von 0,03 mm je Abrichthub empfohlen. Um ein optimales, kommaarmes Schleifergebnis zu erreichen, sind Zustellungen über 0,01 mm nicht zu empfehlen. Ist ein höherer Abrichtbetrag durch Geometriefehler oder starke Zusetzung erforderlich, so ist ein mehrmaliges Abrichten angebracht.
Mikrorisse führen zu schlechten Schleifergebnissen
Beim Anschleifen führen Risse zu Ausbrüchen von Korn und damit zu einer schlechten Oberfläche am Werkstück. Ein Abrichten mit Zustellung 0 erzeugt aber auch kein optimales Ergebnis, weil hierbei die Topografie der Schleifscheibe nicht optimal hergestellt werden kann.
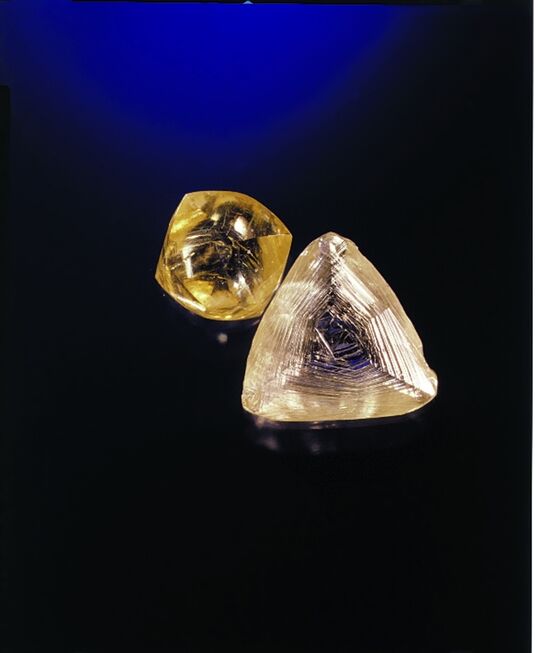
Ein weiteres wichtiges Kriterium beim Abrichten ist die Kühlung des Prozesses. Erfolgt keine ausreichende Kühlung des Werkzeuges, so kommt es zu einem Wärmestau im Diamant (Bild 3). Bei zu starker Erwärmung wandelt sich der Diamant in Graphit um. Dies passiert vor allen Dingen dann, wenn die Bindungsmatrix nicht in der Lage ist, die Wärme in ausreichender Menge abzuführen. Das Resultat ist eine Verkürzung der Lebensdauer.
Ausreichende Karatzahl verhindert Überhitzung von Einkorndiamanten
Bei Einkorndiamanten kann man der Überhitzung durch ausreichende Karatzahl entgegenwirken. Durch die Vergrößerung der Karatzahl wird die Oberfläche des Diamanten erhöht und damit erfolgt eine bessere Wärmeabfuhr in die umgebende Matrix.
Werte für die Karatzahl in Abhängigkeit vom abzurichtenden Schleifscheibenvolumen sind in der VDI-Richtlinie 3392 „Abrichten von Schleifkörpern mit konventionellen Schleifstoffen“ [1] aufgeführt.
Bei den heute zunehmend eingesetzten Blockabrichtern mit MKD-(monokristallinen Diamant-) und mit CVD-(Chemical-Vapor-Deposition-)Stiften besteht die Möglichkeit, durch zusätzliche Kühlkanäle in der Fliese eine bessere Wärmeabfuhr zu erreichen.
Ausreichende Kühlung beim Abrichten bringt gute Schleifoberfläche
Die ausreichende Kühlung des Abrichtprozesses kann nicht nur zur Verlängerung der Lebensdauer des Abrichtwerkzeuges beitragen, sondern auch zu einer guten Schleifoberfläche führen. Wird beim Abrichten der Halter des Abrichtwerkzeuges nicht ausreichend gekühlt, so kann es hier zu einer Ausdehnung des Halters im µ-Bereich kommen. In der Folge wird die Schleifscheibe konisch abgerichtet. Dies wiederum führt zu einer Vorschubspirale auf dem Werkstück.
Eine optimale Kühlung des Abrichters und des Abrichthalters sind also unbedingte Voraussetzung für eine günstige Gestaltung des Abrichtprozesses. Dabei sollte aber ein plötzliches Abkühlen wegen der Rissempfindlichkeit der Diamanten vermieden werden.
Bindung der Abrichtstäbe beeinflusst die Standzeit
Hochleistungsschneidstoffe wie Sinterkorunde und CBN verschleißen das Abrichtwerkzeug schneller als herkömmliche Schneidstoffe wie weißes Edelkorund oder andere Korundschneidstoffe. Daher sollte beim Einsatz von Blockabrichtern auf die Bindung der Abrichtstäbe geachtet werden. Zum Einsatz kommen Hartmetall- und Wolframbindungen.
Wird die falsche Bindung gewählt, kann es zu folgenden Phänomenen kommen: Beim Einsatz einer zu weichen Bindung bei Sinterkorunden und Siliziumkarbid wird die Bindematrix zu schnell zurückgesetzt, die Stäbe stehen aus der Fliese heraus und brechen in der Folge aufgrund von Schwingungen ab. Resultat ist eine instabile Lage des Nullpunktes nach dem Abrichten. Werden andererseits zu harte Bindungen bei weißem Edelkorund eingesetzt, wird die Bindematrix nicht ausreichend zurückgesetzt und die Schleifscheibe kann nicht geöffnet werden, da eigentlich mit der Hartmetallmatrix abgerichtet wird.
Nach der richtigen Wahl des Abrichtwerkzeuges müssen die optimalen Parameter für das Abrichten gefunden werden. Dazu steht vor allem die Vorschubgeschwindigkeit beim Abrichten im Vordergrund. Für ihre Bestimmung kann die Formel zur Berechnung des Überdeckungsgrades benutzt werden:
Dabei sind Ud = Überdeckungsgrad [-], bd = Wirkbreite des Abrichtwerkzeuges [mm], ns Drehzahl der Schleifscheibe [min-1], vfabr = Abrichtvorschub [mm/min]. Ein Ud von 2 bis 3 entspricht Schruppen, ein Ud von 3 bis 4 Normalschleifen, 4 bis 6 Feinschleifen und ein Ud größer als 6 Feinstschleifen.
Bei vermeintlicher Schonung des Abrichtwerkzeuges durch zu geringe Vorschubgeschwindigkeit wird die Schleifscheibe nicht genügend geöffnet, die Körner werden nicht gebrochen, keine scharfen Schneiden gebildet und damit wird keine optimale Schleifscheibentopografie für das nachfolgende Schleifen erzeugt. Resultat ist immer ein Anstieg der Tangentialkräfte und damit verbunden die Gefahr von Schleifbrand durch starke Reibung.
Bei modernen Maschinen wird die Schleifscheibe mit konstanter Umfangsgeschwindigkeit betrieben. Wie der genannten Formel zu entnehmen ist, steigt bei wachsender Drehzahl der Schleifscheiben (bedingt durch die Steuerung der konstanten Schnittgeschwindigkeit) auch der Überdeckungsgrad, wenn nicht durch eine erhöhte Vorschubgeschwindigkeit dieser Tendenz entgegengewirkt wird. Als Folge wird zum Ende der Schleifscheibe hin immer feiner abgerichtet, und es kommt zu einer stärkeren Schleifbrandgefahr.
Wirkbreite des Abrichtwerkzeugs für konstante Abrichtung wichtig
Wie der Formel weiter zu entnehmen ist, hat die Wirkbreite des Abrichtwerkzeuges einen wesentlichen Einfluss auf konstante Abrichtbedingungen. Bei Einkornabrichtern ändert sich aber die Wirkbreite des Abrichtwerkzeuges über die Lebensdauer. Somit sollte eine Anpassung der Vorschubgeschwindigkeit über die Lebensdauer des Einkornabrichters erfolgen. Einen Ausweg für die Serienfertigung bilden MKD- oder CVD-Blockabrichter, die über den gesamten Arbeitsbereich mit konstanter Wirkbreite arbeiten und somit keine Veränderung der Vorschubgeschwindigkeit beim Abrichten erforderlich machen.
Zum Erreichen von hohen Oberflächengüten sind Überdeckungsgrade größer 6 notwendig. Um dabei zu noch handhabbaren Vorschubgeschwindigkeiten bei breiten Schleifscheiben zu gelangen, werden häufig Vielkornabrichter (auch „Stotzen“ genannt) eingesetzt. Da aber nicht die gesamte Breite des Abrichtwerkzeuges wirkt, wird in der Formel im Allgemeinen mit 1/3 der physischen Wirkbreite gerechnet.
Bei den Vielkornabrichtern sollte darauf geachtet werden, dass die Korngröße der Diamanten auf die Korngröße der Schleifscheibe abgestimmt ist [1]. Wird die Diamantkorngröße zu groß gewählt, so kommt es zu großen Ausbruchstellen an der Schleifscheibe sowie Rissen in der Bindung und damit zur bereits beschriebenen Kommabildung.
Rotierende Abrichtwerkzeuge richten Schleifscheiben wiederholgenauer ab
Als zweite Gruppe von Abrichtwerkzeugen gibt es die rotierenden Abrichtwerkzeuge (Form- und Profilrollen), die vor allem in der Serienfertigung zum Einsatz kommen. Hiermit lassen sich die Schleifscheiben wiederholgenauer abrichten als mit den meisten stehenden Abrichtwerkzeugen. Die Formrollen erlauben eine höhere Universalität, Profilrollen werden dagegen in der Großserienfertigung eingesetzt, weil hier ein zeitoptimales Abrichten möglich ist. Außerdem gibt es Verfahren wie das CD-(Continious-Dressing-)Abrichten, das nur mit Profilrollen möglich ist.
Beim Einsatz von Formrollen findet das Prinzip der Überdeckungsgradbestimmung genauso Anwendung wie bei stehenden Abrichtwerkzeugen. Die Formel ändert sich jedoch, da zusätzlich der Radius der Rolle und auch die Zustellung der Diamantrolle in die Formel eingehen [1]. Entscheidend ist neben dem Überdeckungsgrad nach Schmitt [2] auch das Geschwindigkeitsverhältnis zwischen der Rolle und der Schleifscheibe in der Eingriffszone. So kann durch die Wahl der Drehrichtung und das Geschwindigkeitsverhältnis die Oberflächenqualität nach dem Abrichten beeinflusst werden.
Beim Einsatz von Diamantprofilrollen fällt die Wirkung des Überdeckungsgrades weg. Hier spielen vor allem das Geschwindigkeitsverhältnis und die Drehrichtung die wichtige Rolle bei der Einstellung der Schleifscheibentopographie nach dem Abrichten. Eine weitere Einflussgröße ist die Zustellgeschwindigkeit der Rolle pro Umdrehung der Schleifscheibe.
Ausrollumdrehungen über 100 nicht sinnvoll
Bei Profilrollen wird die Oberfläche zusätzlich durch die Anzahl der Ausrollumdrehungen beeinflusst. Nach Untersuchungen [2] ist eine Anzahl der Ausrollumdrehungen über 100 nicht sinnvoll, da danach keine wesentliche Veränderung der Schleifscheibentopographie mehr erreicht wird. Bezüglich der Einbettung der Diamanten gilt Gleiches wie oben bei den stehenden Abrichtwerkzeugen. So kann bei einer schlecht gewählten Einbindung der Diamanten in der Rolle ein zu früher Verschleiß oder ein ungenügendes Zurücksetzen der Bindung eine optimale Abrichtung der Schleifscheibe verhindern.
Bei der Auswahl des Herstellungsverfahrens der Diamantrolle sollte vor allem auf den Grundsatz geachtet werden, dass die Diamantrollentoleranzen 2/3 der Toleranzen am Werkstück entsprechen.
Eine Besonderheit für das Abrichten von Sonderprofilen und von CBN-Schleifscheiben stellt auch heute noch das Crushieren dar. Hier ist besonders auf Sauberkeit und Entfernung der losen Körner zu achten, da sonst beim Einpressen diese wiederum das Gefüge der Schleifscheibe zerstören können.
Als Richtlinien für den Einsatz der Stahl- oder Hartmetallrollen kann man eine Zustellung von 0,5 bis 2 µm je Scheibenumdrehung bei etwa 0,5 bis 1 m/s Umfangsgeschwindigkeit der Schleifscheibe annehmen. Das Geschwindigkeitsverhältnis ergibt sich verfahrensbedingt zu einem Wert von nahezu 1.
Dipl.-Ing. Norbert Völler ist Geschäftsführer von Winterthur Schleiftechnik in 72766 Reutlingen. Dipl.-Ing. Volker Gutsch ist technischer Verkaufsberater in diesem Unternehmen.
Literatur
[1] N.N.: VDI-Richtlinie 3392 Blatt 2, Abrichten von Schleifkörpern mit konventionellen Schleifstoffen, 2004
[2] Schmitt, R.: Abrichten von Schleifscheiben mit diamantbestückten Rollen. Dissertation TU Braunschweig, 1968
Artikelfiles und Artikellinks
(ID:219297)
:quality(80)/p7i.vogel.de/wcms/65/69/65696eb026a58bf6b3fab2ca878ed637/0130099254v1.jpeg "Hier blickt man auf eine Möglichkeit, mit der das Abrichten von Schleifscheiben nachhaltiger wird. Es handelt sich um das ECO-Wechselsystem von Dr. Kaiser Diamantwerkzeuge. Auf der Grindinghub 2026 wird es zu erleben sein. Vorab einige Informationen vom Aussteller ... (Bild: Dr. Kaiser Diamantwerkzeuge)")
:quality(80)/p7i.vogel.de/wcms/23/02/23024d8564c1909e37a5f338c22873b0/0128885579v1.jpeg "Ebenfalls von Liebherr-Verzahntechnik stammt die Idee für das verschränkungsfreie Wälzschleifen. Sie kombiniert Schleifschneckensegmente mit nicht modifiziertem Bereich für das
Schruppen (links) und modifiziertem Bereich für das Schlichten und etwa für das Polieren (rechts). (Bild: Liebherr)")