
:quality(80)/p7i.vogel.de/wcms/ed/1d/ed1d5f4e9fc3aa1d4f12a09dc8a944b8/0130235558v1.jpeg "Das Oberwangenpaket der Schwenkbiegemaschine Maku eröffne die Möglichkeit, kastenförmige Werkstücke zu fertigen. (Bild: Schöder-Group)")
:quality(80)/p7i.vogel.de/wcms/7e/25/7e2596367f29929d52ef3ee36084a2c6/0130460078v1.jpeg "Volle Hallen auf der TMTS 2026. (Bild: VCG/Sonnenberg)")
:quality(80)/p7i.vogel.de/wcms/ec/a6/eca6f417d7310e7ee455ecc456f0b6fc/0129748287v2.jpeg "Messvorgang mit der Crysta-Apex 122010. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/3c/87/3c87aac81b608469c1496f35f390de30/screenshot-202026-03-17-20145717-1302x732v1.png "Gesamtansicht der Umformanlage mit einer Länge von 25 Metern. (Bild: Schmale Maschinenbau)")
:quality(80)/p7i.vogel.de/wcms/e6/7f/e67fabaca57b54f26d639e341cbfc91b/0130474346v1.jpeg "Überzeugungsarbeit! Diese Kunststoffbecher wurden mit hoher Materialeffizienz auf einer vollelektrischen Allrounder-Spritzgießmaschine von Arburg auf der K 2025 gefertigt. Diese Demonstration führte nun zu einer Netzwerkpartnerschaft mit der TWPA aus der Schweiz ... (Bild: Arburg)")
:quality(80)/p7i.vogel.de/wcms/7c/05/7c051856f898870607ecbeb0c0b1e28d/0130464999v1.jpeg "Gut 60 Prozent mehr Energiegewirbel! Mit einem Auftrag über sieben Windkraftturbinen des Typs „N149/5.X“ (rechts) hilft die Nordex Group nun dabei mit, die Windkraftbedeutung des Bundeslandes Schleswig-Holstein deutlich zu erhöhen ... (Bild: Nordex Group)")
:quality(80)/p7i.vogel.de/wcms/dc/b8/dcb87b3d88eb6c7d95a57cc45c1b1acf/0130464962v1.jpeg "Wie sieht es eigentlich in Sachen Wasserstoffzukunft aus? Wo steht man, was muss noch kommen, was wird gehen und was nicht? Und was macht man außerhalb von Europa? Das versuchen hier Forscher vom Fraunhofer ISI zu beantworten ... (Bild: H2Checker)")
:quality(80)/p7i.vogel.de/wcms/bf/21/bf21a95c3a76366d080c3103211600e5/0130463491v1.jpeg "Eine repräsentative Umfrage hat bei eher jungen Personen mal die Meinung eingeholt, wie sie zur künstlichen Intelligenz stehen. Die Antworten zeigen, dass man eher gespalten darüber denkt. So sind etwa für viele gefälschte Bilder oder Videos ein Problem. Hier mehr dazu ... (Bild: Fakermaker)")
:quality(80)/p7i.vogel.de/wcms/c8/2b/c82bbc3301d9372079cf66e560f32ce2/0130448613v1.jpeg "Was man diesem Teil eines Elektromotors nicht gleich ansieht, ist, dass er Magnete hat, in denen das Selten-Erd-Metall Neodym steckt. Damit Deutschland unter anderem sicheren Zugang zu Neodym hat, investiert man jetzt zig Millionen in eine australische Mine. (Bild: Rare Earth)")
:quality(80)/p7i.vogel.de/wcms/b0/a0/b0a08c0957620d69c33088e037bf28c0/0130445383v1.jpeg "Wenn es um den hoch lukrativen Markt für Batterien geht, haben China und Südkorea den Löwenanteil für sich gepachtet. Europäischen Playern winken nur noch kleine Chancen, sich zu behaupten, wie ein Experte von DNB Asset Management hier erklärt ... (Bild: BYD)")
:quality(80)/p7i.vogel.de/wcms/2f/4e/2f4e862fc9849561013f2e7785390417/0130457368v2.jpeg "KI und Cyberresilience sind Megathemen auf der Hannover Messe 2026 (Bild: Deutsche Messe AG)")
:quality(80)/p7i.vogel.de/wcms/74/ca/74ca00058cb471c8b7089688c0a32e98/0130459631v1.jpeg "Schon im August letzten Jahres hat Jörg Rommelfanger den Posten President Robotics DACH bei Yaskawa Europe angenommen. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/98/4a/984a1642fa75619f648b917cfba8357d/0130457345v1.jpeg "Was Agile Robots im November 2025 bekanntgemacht hat, ist nun unter Dach und Fach: Die Übernahme von Thyssenkrupp Automation Engineering. Letztere firmiert jetzt als Krause Automation ... (Bild: Agile Robots)")
:quality(80)/p7i.vogel.de/wcms/d7/b6/d7b6df6c05805d290ca768ee89aa6bb6/0130353466v2.jpeg "In einer zunehmend vernetzten Welt sind Cyberbedrohungen nicht mehr nur digitale Angriffe auf Anwendungen, Datenbanken oder Netzwerke. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/56/d9/56d9fbbd2760ddab44000958538732ee/0130477464v2.jpeg "Um die Temperaturverteilung im Elektromotor in Echtzeit mit KI-Methoden schätzen zu können, sammelte Doktorand Saeed Farzami an einem Teststand Massen von Daten. Hierzu stattete er einen Elektromotor an allen kritischen Stellen mit Sensoren aus: an verschiedenen Orten in den Wicklungen, im Rotor und auch am Gehäuse. (Bild: Oliver Dietze)")
:quality(80)/p7i.vogel.de/wcms/35/68/3568eab9a8c1d69a8dfc526f29f4c419/0130461132v2.jpeg "Datacad Software und Service verspricht mit Bobcad-CAM mehr Effizienz in der Fertigung. (Bild: DataCAD Software und Service)")
:quality(80)/p7i.vogel.de/wcms/dc/75/dc756b0993e90100c79250f2eb705ebc/0130458386v2.jpeg "Die Kombination zentraler und dezentraler Antriebslösungen steigert sowohl die Flexibilität als auch die Energieeffizienz der Maschine. (Bild: AMK Motion)")
:quality(80)/p7i.vogel.de/wcms/e9/2b/e92b46c2efc857efdc68ee1c1291f05b/0130444018v2.jpeg "Siegfried Russwurm will als Acatech-Präsident Forschungseinrichtungen und Unternehmen mehr Freiraum zum Entwickeln unkonventioneller Lösungsansätze bieten. (Bild: Von Berlin 2020 E - Eigenes Werk, CC BY-SA 4.0, https://commons.wikimedia.org/w/index.php?curid=97229457)")
:quality(80)/p7i.vogel.de/wcms/25/eb/25ebcbc00500c833c663341c0830bd4b/0130436385v1.jpeg "Verrechnet! Der linke Arme des Huawei-Managements – hier mit hauseigener Watch verziert – kann lässig nach unten hängen. Denn trotz aller Sanktionen aus dem Westen und den USA wächst das Hightech-Unternehmen unaufhaltsam. Hier mehr zu den Gründen ... (Bild: Huawei)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/c0/98/c098c8791e5c82eca27bcee92dbcb6eb/0130245243v1.jpeg "Das Projekt „The Key“ habe sich zum Ziel gesetzt, durch Schlüsselinnovationen Polyester-Baumwoll-Mischgewebe vollständig zu recyceln und eine nachhaltige Nutzung dieser Materialien zu ermöglichen (Bild: RecycleMan / iStock / Getty Images Plus)")
:quality(80)/p7i.vogel.de/wcms/32/cf/32cf04da1c0627866fe42423f1b2ca23/0130456844v1.jpeg "Der Kostendruck und die Verzögerungen in den Lieferketten aufgrund des Kriegsausbruchs im Nahen Osten nehmen zu. (Bild: © rifatstock - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/c7/d0/c7d07e80c7f202a8054e0a98736c2810/0130451239v1.jpeg "Der deutsche Maschinen- und Anlagenbau hat gemäß VDMA-Analyse im Februar weniger Bestellungen gesehen als ein Jahr zuvor. Auch im 3-Monats-Vergleich ging es demnach rückwärts ... (Bild: R. Reitzner)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/36/32/36324f3080eccfc93b17dfca814e6dcc/0130443083v1.jpeg "Hier wird eine Art Palette aus Kunststoff per Thermoformen (Vakuumverformung oder auch Tiefziehen) bei der entsprechenden Sparte von New England Plastics in den USA gefertigt. Diese Sparte, die sich auf sogenannte Liner spezialisiert hat, gehört nun zu Ringmetall ... (Bild: New England Plastics)")
:quality(80)/p7i.vogel.de/wcms/80/02/800282c985825cf852ca825bc2a1acdc/0130442366v1.jpeg "Ab heute gibt es für chinesische Solarsystemhersteller, die ihre Produkte exportieren wollen, keine Steuerleichterungen mehr. Damit sei das Preisdumping beendet. Doch es gibt auch kritische Stimmen ... (Bild: Tongwei)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/45900/45920/65.jpg "Logo_Neu.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/67/c9/67c9b10002572/asecos-box-weiss-250x250px.png "asecos-box-weiss-250x250px (asecos GmbH)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56100/56125/65.jpg "Trivid_Logo_easy-video-creation_254pixel.jpg ()")
Betrachtet man dagegen das Umformergebnis im Bereich von 100 bis 120 bar, so erkennt man bereits ein großflächiges Anliegen des Materials am formgebenden Stempel und eine Abbildung von Radien von 10 bis 15 mm, abhängig von der Materialgüte. Daher wurden für die Ausformung unterschiedlichste Lösungsansätze entwickelt und im Serienbetrieb erprobt [2].
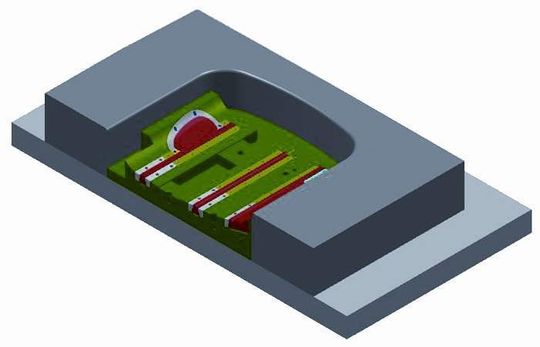
Der Ansatz, den Wirkmediendruck auf ein wirtschaftliches Niveau zu begrenzen und die Ausformung kleinster Radien durch alternative Prägeverfahren (Bild 2) zu erzielen, soll für die Gasumformung weiterverfolgt werden. Daher wurde in den Forschungsarbeiten am Institut für Werkzeugtechnik und Spanlose Produktion der Technischen Universität Graz der maximale Wirkmediendruck auf den Wert von 150 bar festgelegt.
Kein Unterschied beim Umformergebnis
Für Grundlagenuntersuchungen wurde ein Anlagen- und Werkzeugkonzept entwickelt und aufgebaut. Die Prozessregelung wurde mit einem speziellen Regelventil und der Laborsoftware Lab View realisiert. Als erste Frage wurde geklärt, ob mit dem Wirkmedium Gas die gleichen Umformergebnisse erzielt werden wie mit flüssigen Wirkmedien.
Die Vergleichsanalyse an unterschiedlichen Bauteilen zeigt, dass bei unterschiedlichen Drücken erwartungsgemäß kein signifikanter Unterschied im Umformergebnis vorliegt. Weiterhin hat sich gezeigt, dass die Regelung des Wirkmediums Gas reproduzierbar, mit einer hohen Genauigkeit erreicht wurde.
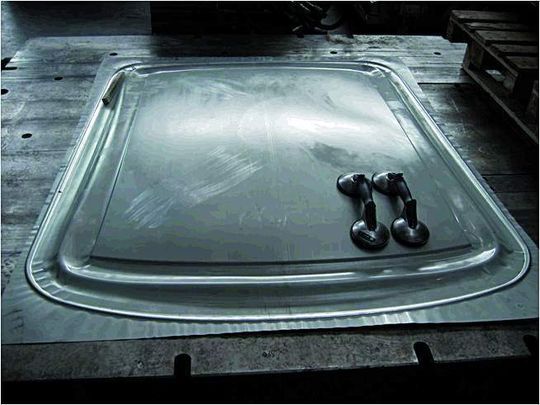
In parallelen Versuchen wurden die Möglichkeiten der Gasumformung für die Fertigung einer realen Dachgeometrie untersucht (Bild 3). Hierzu wurde ein bestehendes Werkzeug für das hydromechanische Tiefziehen an die Bedürfnisse der Gasumformung angepasst. Die Druckerzeugung erfolgte über einen Kompressor mit nachgeschaltetem Windkessel. Analog zu den oben erarbeiteten Ergebnissen konnte auch hier kein signifikanter Unterschied zwischen einem hydro- und einem gasgeformten Bauteil ermittelt werden.
Zurzeit wird speziell für die Kleinserienfertigung an der Entwicklung eines so genannten Mac-Pneu gearbeitet. Ziel dieser Entwicklung ist es, ein Modul zur Regelung der Gasumformung mit hydraulischen Pressen zu verknüpfen und so die Möglichkeit einer sicheren Gasumformung zunächst im Prototypenbau und anschließend in einer Kleinserienfertigung zu ermöglichen. Durch die Begrenzung des Wirkmediendruckes auf 150 bar wird es ermöglicht, auch Pressen mit Presskräften von 10000 kN für die wirkmedienbasierte Blechumformung einzusetzen.
Literatur:
[1] ULSAC, Porsche Engineering Services, Inc.: Ulsac Engineering Report 2001.
[2] Stremme, D., H. Chereck und R. Kolleck: Herstellung großflächiger Außenhautteile mittels aktiver hydromechanischer Blechumformung. In: Hydroumformung von Rohren, Strangpressprofilen und Blechen. Band 2, Hrsg. Siegert, K.
Univ.-Prof. Dr.-Ing. Ralf Kolleck ist Leiter des Instituts Tools & Forming, Member of Frank Stronach Institute an der TU Graz; Dipl.-Ing. Christian Koroschetz ist dort wissenschaftlicher Assistent, 8010 Graz (Österreich).
(ID:259405)
:quality(80)/p7i.vogel.de/wcms/66/04/66041988de9e6464aa9361859a56934a/0127725613v1.jpeg "An der FH Joanneum in Graz freut man sich über den Großformat-3D-Drucker Altra 280 von Bigrep. Denn dieser kann jetzt vielfältig die Forschung zur Optimierung von Bauteilen für die Luftfahrt und die Produktionstechnik unterstützen. Hier einige Details ... (Bild: Bigrep)")
:quality(80)/p7i.vogel.de/wcms/e5/0f/e50fa9343200e79eaaa2e5e31a8e6275/0125066547v1.jpeg "Fotec hat es im Rahmen eines Forschungsprojekts geschafft, das Hirtisieren zur Nacharbeit an additiv gefertigten Metallbauteilen zu verbessern. Hier eine Auswahl von untersuchten Stützstrukturen, die auf Zug belastet wurden. Doch die Projektarbeit erbrachte noch mehr ... (Bild: Fotec)")