
:quality(80)/p7i.vogel.de/wcms/08/1c/081c9d49305f65daf4cc069a909b5ccf/0129920231v1.jpeg "Hensoldt, unter anderem Sensorspezialist für kritische Anwendungen für die Verteidigung, hat jetzt einen strategischen Meilenstein vor sich. Denn man plant die Übernahme von Nedinsco, einem Optronik-Unternehmen aus Venlo in den Niederlanden. Folgendes soll kommen ... (Bild: Hensoldt)")
:quality(80)/p7i.vogel.de/wcms/a3/82/a3821802c0ecfd10e46b4b1f0cc12b69/0129919792v1.jpeg "Mit der Grindinghub steht ab Anfang Mai wieder die Leitmesse für die Schleiftechnikbranche parat, um in turbulenten Zeiten zu zeigen, dass man nicht stillstehen sollte, was Innovationen betrifft. Hier eine kleine Einstimmung ... (Bild: Landesmesse Stuttgart)")
:quality(80)/p7i.vogel.de/wcms/d7/2e/d72e8ec8ea5c8817d4f99af54238f546/0129413524v1.jpeg "Das Portal von Meusburger biete eine schnelle, zentrale und transparente Lösung für die Werkzeugbeschaffung. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/11/d4/11d49a06ef9c3db371a150afc7ba21b7/0129896088v1.jpeg "Blick auf eine Wickert-Hydraulikpresse, die dafür geeignet ist, sicherheitsrelevante Komponenten aus diversen Composite-Materialien herzustellen. Das Spektrum reicht vom Personenschutz bis hin zur Panzerung von Rüstungssystemen aller Art. (Bild: Wickert Maschinenbau)")
:quality(80)/p7i.vogel.de/wcms/7f/94/7f948264c2e290d77c545182a0e69ee2/0129923677v1.jpeg "Seit Kurzem ist bekannt, dass Volkswagen durchaus an gepanzerte Unterstützungfahrzeuge für den Verteidigungssektor denkt, was aber noch keine konkreten Projekte bedeute. Es gelte eher als Vorfühltaktik. Betriebsratschefin Daniela Cavallo sieht das Thema auf jeden Fall als Chance. (Bild: dpa)")
:quality(80)/p7i.vogel.de/wcms/c9/c4/c9c4afdc7dce1f0f3dd57d762e5aab49/0129923660v1.jpeg "Der US-Konzern Google nimmt allein für Deutschland einige Milliarden Euro in die Hand, um hier die Möglichkeiten der künstlichen Intelligenz besser klarmachen und verbreiten zu können. Nun wurde etwa ein neues KI-Zentrum auf der Museumsinsel in Berlin Mitte eröffnet (Symbolbild). (Bild: Google)")
:quality(80)/p7i.vogel.de/wcms/26/9d/269d93e8a8706abf95e9f26f82c533e6/0129887881v1.jpeg "Nordex stieg in letzter Zeit zum führenden Onshore‑Hersteller in Deutschland auf. Seit dem letzten Jahr hält das Unternehmen rund 30 Prozent der Marktanteile in diesem Windkraftsektor. (Bild: Nordex)")
:quality(80)/p7i.vogel.de/wcms/d3/f6/d3f6795e34fd96b31953af8e5b5190e7/0129894037v1.jpeg "Insgesamt solide und mit starken Auftragseingängen im Rücken, blickt das Grazer Technologieunternehmen Andritz auf das Jahr 2025 hier zurück ... (Bild: Andritz)")
:quality(80)/p7i.vogel.de/wcms/34/86/3486b8a3a44d97e62e31aea1eef3c1c8/0129883380v1.jpeg "Dieses Gerät kann man bald in Dortmund bestaunen. Es ist mittels aktiver Thermographie in der Lage etwas zu machen, was bisher nicht klappte: Schwarze Kunststoffsorten voneinander zu unterscheiden und zu sortieren. Recyclingtechnik und Umwelt dürften sich freuen ... (Bild: Fraunhofer IZFP)")
:quality(80)/p7i.vogel.de/wcms/0a/55/0a551a9d852d5147d3a2d35624a96163/0129842086v1.jpeg "Bodo baggert bald smart! Beim Unterzeichnen der Absichtserklärung in Las Vegas: Steffen Haack, Vorstandsmitglied von Bosch Rexroth, und Yoshimoto Matsuda, Geschäftsführer von Precision Machinery & Robot Company, Kawasaki Heavy Industries. Um folgendes geht es dabei ... (Bild: Bosch Rexroth)")
:quality(80)/p7i.vogel.de/wcms/ca/24/ca2488fdf2d387c372178c579971632c/0129881739v3.jpeg "Leicht wechselbare Formate – hier bei einer Schlauchbeutelmaschine – ermöglichen den Einsatz energiesparender Siegeltechnologien. (Bild: Gerhard Schubert GmbH)")
:quality(80)/p7i.vogel.de/wcms/04/87/0487bb8e352f775f206d12d8462bb031/0129892066v1.jpeg "Hier ist der ID Buzz AD, der völlig autonom fahren kann, wie Volkswagen sagt, noch als Testversion unterwegs. Doch im VW-Werk Hannover brodelt es schon, um im nächsten Jahr dort mit der Serienfertigung beginnen zu können ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/cd/60/cd60b7165b5720ddbb6308b2d3cc86e7/0129891696v1.jpeg "Der VDMA-Chefvolkswirt Dr. Johannes Gernandt muss hier zwar zugeben, dass die Bestellungen im deutschen Maschinen- und Anlagenbau zu Jahresbeginn zu wünschen übrig lassen, doch in Panik braucht noch keiner ausbrechen ... (Bild: Sarah Kastner Fotografie)")
:quality(80)/p7i.vogel.de/wcms/8c/f3/8cf31984c8ad1c19a8edee0f9f883b40/0129619743v2.jpeg "Günter Müller hat CADFEM in den 1980er-Jahren gegründet und beschreibt Benedikt Hofmann die Anfangsjahre und den Weg in die Gegenwart. (Bild: CADFEM / Nadine Wilhelm Fotografie)")
:quality(80)/p7i.vogel.de/wcms/85/59/855994082e03efe061141bab240e5f07/0129904142v3.jpeg "Viele Unternehmen in Deutschland verfügen laut einer Umfrage noch nicht über ein etabliertes Krisen- oder Notfallmanagement. (Bild: © Imagen Punto de Luz - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/dc/f2/dcf277cf03974e039fba5692ce35eb71/0129904146v3.jpeg "Flughäfen und andere kritische Infrastrukturen in Europa sollen besser vor Drohnen geschützt werden. (Bild: © assetseller - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/21/2a/212aee6965a1e919a705242c49b63017/0129938138v2.jpeg "Bluebox Systems will Transparenz in Zeiten gestörter Lieferketten vermitteln. (Bild: Bluebox)")
:quality(80)/p7i.vogel.de/wcms/c9/ec/c9ecd82edc9195f4054fa62878a21708/0129930422v1.jpeg "Bilden das neue Führungstrio bei Toyota Automated Logistics (v.l.): Hitoshi Matsuoka (CEO, Central), Aaron Jones (CEO, Americas) und Thomas Hibinger (CEO, EMEA & APAC). (Bild: Toyota Automated Logistics)")
:quality(80)/p7i.vogel.de/wcms/44/e0/44e0f00c504ff1d7dd285caad99c3af0/0129921193v2.jpeg "Der TKVG ist für Energieketten Uniflex Advanced 1555 ausgelegt. Zu haben ist er ab einer Innenbreite von 75 Millimetern und einem Krümmungsradius von 125 Millimetern. (Bild: Tsubaki Kabelschlepp)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/93/2a/932af8dc42985afeb28b1b2d53eeca5e/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/dc/c8/dcc86dce4e8abf2d4a61c16a1223c9ef/0129892507v1.jpeg "Der nächste 5-Jahres-Plan steht in China an. Was Insider schon mal herausgehört haben, ist, dass das Riesenreich zum ersten Mal seit Langem in Sachen Wachstumsziele vorsichtiger geworden ist. Ob das viel heiße, sei dahingestellt ... (Bild: Ch. Wong)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Zerspanungswerkzeuge Abtragsrate beim Fräsen von Titan fast verdoppelt
Das wirtschaftliche Bearbeiten von Titan verlangt ein optimal abgestimmtes System von Bearbeitungszentrum und Werkzeug. Um die Leistung der Maschine auch auf die Schneide zu bringen, ist ein Spindelanschluss mit hoher Spannkraft erforderlich. Dann lässt sich die Abtragsrate nahezu verdoppeln.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/107700/107704/65.jpg "L_isel_R.jpg ()")
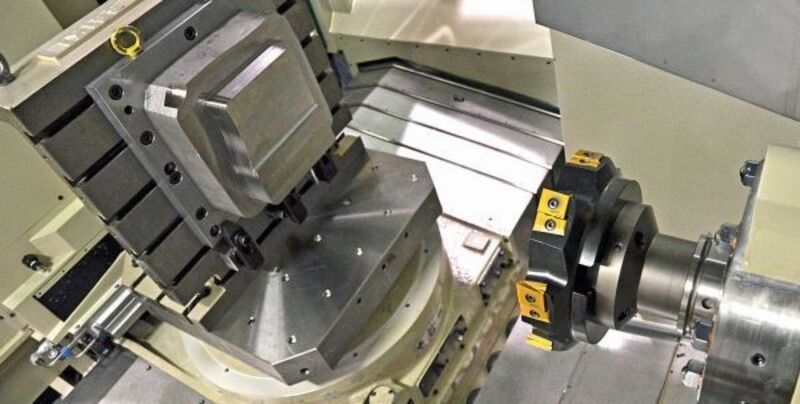
Die Bearbeitung hochfester Hochtemperaturlegierungen wie Titan ist für viele Fertigungsstätten wie die Besteigung eines bedeutenden Berges. Maschinenhersteller haben darauf mit Fräs- und Drehmaschinen reagiert, die eine verbesserte Steifigkeit und Schwingungsdämpfung der Spindeln bieten sowie vergleichsweise große Maschinenstrukturen und -motoren, um die erforderlichen spezifischen Schnittkräfte bereitzustellen, bei gleichzeitiger Minimierung der unerwünschten Schwingungen, die die Teilequalität und Werkzeugstandzeit verschlechtern.
Bearbeitung von Titan verlangt nach besonderer Aufmerksamkeit
Ein für die Bearbeitung von Titan optimiertes System mit maximaler Zerspanrate verlangt es, der Werkzeugmaschine und den Eigenschaften des Schneidwerkzeugs viel Aufmerksamkeit zu schenken. Gleiches gilt für den Spindelanschluss. Kürzlich führte der Werkzeugmaschinenhersteller Mitsui Seiki in Verbindung mit dem Werkzeuganbieter Kennametal einen Bearbeitungstest auf einem Titanwerkstück (Ti-6Al-4V) durch, wobei ein CNC-Horizontalbearbeitungszentrum HPX63 zum Einsatz kam, ausgestattet mit vier Kennametal-Werkzeugen, die jeweils einen KM4X-100-Spindelanschluss nutzten.
Zu den wichtigen Auslegungskriterien der Maschine gehören eine große Arbeitsleistung mit einem Tischdurchmesser bis 1050 mm und eine verfügbare Arbeitshöhe (Y-Achse) bis 1050 mm. Der Verfahrweg liegt bei 1000 mm in X- und 900 mm in Z-Richtung. Die Palettengröße beträgt 630 mm. Der B-Achsen-Rundtisch bietet zwölf Umdrehungen pro Minute und verfügt über ein hohes Drehmoment und eine hohe Beschleunigung. Der Eilgang liegt bei32 m/min mit 0,5 g Beschleunigung/Verzögerung und die Schnittvorschubgeschwindigkeit liegt bei 12 m/min.
(ID:38806950)
:quality(80)/p7i.vogel.de/wcms/3f/5a/3f5a80d9f6660c943707c6f8f813355d/0124888482v1.jpeg "Die ABX-THY3 ist eine Multitasking-Drehmaschine mit insgesamt zwölf Achsen und drei Revolvern für 36 angetriebene Werkzeuge. Dank dreier Y-Achsen lassen sich mehrere Bearbeitungsoperationen gleichzeitig in einem Arbeitsgang simultan erledigen und so komplexe Werkstücke in einer Aufspannung mit hoher Präzision bearbeiten. (Bild: Citizen Machinery Europe GmbH)")
:quality(80)/p7i.vogel.de/wcms/d5/67/d5671e1412ecfde28eaf376c83212d4f/0129248080v1.jpeg "DMG Mori präsentiert seinen Fachbesuchern lösungsorientierte Maschinenkonzepte für Unternehmen jeder Größe – aus den Bereichen Aviation & Space, Data & Semiconductor sowie Die & Mold. (Bild: DMG Mori)")