
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/c9/3c/c93cfd3571314820aa379760130c4495/0131742792v1.jpeg "Ein großer Vorteil des neuen Systems ist zum einen die Stabilität des Haltersystems und zum anderen die Innere Kühlmittelzufuhr direkt an die Wirkzone. (Bild: Horn/Sauermann)")
:quality(80)/p7i.vogel.de/wcms/5a/20/5a202f8634eb58eb0bf9a3ca3765604b/0132084025v1.jpeg "Die Region um Frankfurt am Main darf sich über eine neue Siemens-Entscheidung freuen. Denn zum einen will man zwei Werke ausbauen und neue Jobs schaffen. Und zum anderen denkt man an einen Neubau in Offenbach ... (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/13/8f/138f8a18d061840ace8fadafb9a7fde7/0132083515v1.jpeg "Europas Autohersteller haben vielleicht die chinesische Konkurrenz bald direkt vor der Nase! Denn diese sucht verstärkt nach Werken in Europa, um etwa die neuen Zusatzzölle auf Hybride zu umgehen. BYD wird noch in diesem Jahr in Ungarn fertigen und wohl noch woanders ... (Bild: BYD)")
:quality(80)/p7i.vogel.de/wcms/a2/6d/a26d455b35bdf1620462ddc5d351442a/0132081862v1.jpeg "Ein 3D-Drucker bei der Arbeit an einer Art Abgaskrümmer respektive Medienverteilersystem. Das ist wieder so ein komplexes Teil, das in der Rüstung seinen Einsatz findet, weshalb die Mesago Messe Frankfurt der Formnext erstmals einen Defence-Bereich gibt. (Bild: Mesago)")
:quality(80)/p7i.vogel.de/wcms/1e/5e/1e5e00a2f186c772c7120e8a58868378/0132105073v1.jpeg "Was man hier sieht, ist ein Schiffsantriebssystem von Renk. Nun verkünden die Augsburger, dass sie den britischen U-Boot-Getriebehersteller David Brown Defence in Kürze kaufen ... (Bild: Renkd)")
:quality(80)/p7i.vogel.de/wcms/b4/39/b439a2b1b05691a56ec35fd3907b5aee/0132104223v1.jpeg "Im Rahmen des Besuchs der japanischen Ministerpräsidentin Sanae Takaichi in Indien beschlossen beide Länder eine strategische Agenda. Hier mehr dazu ... (Bild: M. Tokeda)")
:quality(80)/p7i.vogel.de/wcms/d7/64/d7644316fa3fa7bfedfdcc9ed4968914/image-20--20schneider-20electric-20joins-20the-20world-20economic-20forum-20lighthouse-20operating-20system-20advisory-20board-20to-20create-20an-20open-source-20manufacturing-20blueprint-20for-20companies-20of-20all-20sizes-jpg-1120x630v1.jpeg "Schneider Electric baut sein Geschäft mit Industrie-KI mit einem Milliarden-Kauf aus. (Bild: Schneider Electric)")
:quality(80)/p7i.vogel.de/wcms/7f/55/7f554feb0d2d982b3b865b6552b07ebc/0132103728v1.jpeg "Auch Rheinmetall ist von der Absage des Fregattenprogramms F126 betroffen und prüft, welche Auswirkungen zu erwarten sind. Parallel hat man immerhin einen großen Auftrag für Skynex-Flugabwehrsysteme für sich gewinnen können ... (Bild: Rheinmetall)")
:quality(80)/p7i.vogel.de/wcms/38/a8/38a84c821462c50bf9ec021dfa36666f/0132089031v2.jpeg "Die Sommererhebung 2026 des Energieeffizienz-Index der deutschen Industrie: Trotz steigender Investitionen sinkt die relative Bedeutung von Energieeffizienz auf einen historischen Tiefstand. (Bild: frei lizenziert / Анна)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/38/70/3870579fb5e9725f3de1669cd033154e/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/eb/d0/ebd0a1d73320d6b88557efe73c9c441e/0131955410v1.jpeg "Das großflächige, sogenannte bifaziale 546-Watt-Perowskit-Silizium-Modul bei der Fertigung im Module-TEC des Fraunhofer ISE. Was diese Solarzellen für positive Auswirkungen haben, erfahren Sie im nebenstehenden Beitrag ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/45/3e/453ea9398fe63db4045b3f47d3514301/0131649599v1.jpeg "Bis diese Vision Wirklichkeit wird, dürfte es noch etwas dauern. Und ob Werkstattroboter unbedingt menschenähnliche Beine brauchen, ist auch nicht gesagt. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/67/27/672723de5e7736d5e0942aae52e46649/0131534073v1.jpeg "Für das Teachen eines Roboters ist es wichtig, sich im Raum zu bewegen und permanenten Blickkontakt zum Roboter zu haben. Mit einem kabelgebundenen Gerät wäre dies nahezu unmöglich. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/13/c7/13c71ea5529b78d642794f2ed6039f87/0131991662v1.jpeg "Collaborative Industry bringt Menschen und Roboter zusammen. (Bild: © Emma - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/08/63/0863f8a8cda3a7bb7f18a6b6a67a6402/0132087773v4.jpeg "Antriebe, die beispielsweise in der Tiefsee zum Einsatz kommen, haben spezielle Anforderungen, die sich nicht über Standardsortimente realisieren lassen. (Bild: frei lizenziert / Jack Drafahl)")
:quality(80)/p7i.vogel.de/wcms/0e/2e/0e2e977ea5878045d8b8f6224bb91f0e/0132076430v2.jpeg "Kann KI die klassische Motorregelung ersetzen? Burger Engineering und die TH Nürnberg haben das untersucht. (Bild: Burger Engineering / istockphoto.com)")
:quality(80)/p7i.vogel.de/wcms/99/28/9928d61990bbfa34a85355e815cc521d/0132071253v1.jpeg "In puncto Materialversagen hat ein internationales Forscherteam, an dem auch das KIT beteiligt war, herausgefunden, dass Schubbelastungen durchaus zerstörende Wirkungen entfalten können. Hier eine Mikroskopaufnahme eines Aluminiumteils, das deshalb in die Brüche ging ... (Bild: KIT / M. Hurst)")
:quality(80)/p7i.vogel.de/wcms/40/f0/40f01a2fb41aa40e8236e10622697d72/0132071780v1.jpeg "Auch die additive Fertigung befruchtet die Schleiftechnikwelt. Das bewies Emuge Franken mit 3D-gedruckten Spannhülsen, die eine flexiblere und deformationsarme Fixierung bei variierenden Bauteilen garantieren. Per FEM ausgelegte Waben- und Mäanderstrukturen helfen dabei. (Bild: VDW / U. Regenscheit)")
:quality(80)/p7i.vogel.de/wcms/39/4a/394a548c92cffd619a4bc63766072f5d/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/90/76/9076d1796c8370f810043e9c3e675339/0132066867v1.jpeg "Diese 15 Herr- und Frauschaften waren mit Sandvik Coromant im Projekt „Dig4ReMan“ damit beschäftigt, den Step-Datenaustausch für individuelle Reparaturen per additiver Fertigung digitaler zu machen. Alle in der Wertschöpfungskette können jetzt die gleiche „Sprache“ sprechen! (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/87/23/87230bfb9455e7716c1b74c28a137907/0132077911v1.jpeg "Formgedächtnislegierungen sehen ursprünglich etwa kompakt aus, können sich unter gewissen Umstände aber, wie hier, in Spiralfedern verwandeln. Bisher wusste man nicht genau, wie diese Materialien das machen. Forscher aus Kassel konnten das Geheimnis aber lüften ... (Bild: M. Breisbach)")
:quality(80)/p7i.vogel.de/wcms/ca/5b/ca5b6e3b52067dba3f33af8f55b85710/0131992583v2.jpeg "In der dritten Folge des Industrial Benchcast verrät Florian Weil, CEO bei Weil Technology, wie er sein Unternehmen strukturiert aus der Abhängigkeit vom Verbrenner führte. (Bild: MM Maschinenmarkt / Thao My Vu Thi)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/b9/0e/b90e68b741b24cc1c73ad96e800dbac4/0132087884v2.jpeg "Freut sich über den IFM-Award: Linda Wismeth, Senior Process Manager bei der BHS Corrugated Maschinen- und Anlagenbau GmbH, hier zusammen mit Bilgin Kilic, VP Sales – IFM Supply Chain Hub Europe. (Bild: © 2026 | Gerrit Bender DESIGN)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5f/3a/5f3a7e66d4e34/doerken-coatings-rgb.png "doerken_coatings_RGB.png (DÖRKEN Coatings)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/40200/40294/65.jpg "Kinkele Logo_rgb_Klein.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56100/56125/65.jpg "Trivid_Logo_easy-video-creation_254pixel.jpg ()")
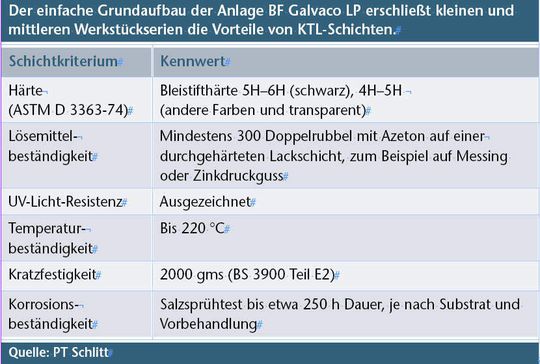
Eine reine Oberflächenentfettung kann, muss aber nicht ausreichend sein. Bei Proben aus Stahlblechen zeigte es sich, dass bei einer Oberflächenrauigkeit Rz von 40 µm eine zusätzliche Phosphatierung vorteilhaft sein kann, neben der mechanischen Oberflächenvorbereitung. Das Ergebnis war eine sehr gute Haftfestigkeit und ein hoher Korrosionschutz. Auch das Lackieren rein gestrahlter, nicht phosphatierter Bleche ist möglich. Blasenbildung wurde nicht beobachtet. Folglich steht fest, dass das Aufbringen weiterer Schichten den Korrosionsschutz verbessert. Das Aushärten im Einbrennofen geschieht bei einer Temperatur von etwa 160 °C und dauert ungefähr 20 min – je nach Werkstückmasse (Tabelle).
Einfacher Grundaufbau aus Standardkomponenten
Der Grundaufbau der KTL-Tauchbadanlage ist wie folgt (Bild 3): Als Tauchbehälter werden kostengünstige Kunststoffbecken verwendet. Zum Entsalzen des Spülwassers kommen Standardeinrichtungen zur Anwendung. Die Filtrationseinheit besteht aus Standardmodulen. Auch der Gleichrichter für die Niederspannung kommt aus der Standardfertigung.
Gegebenenfalls ist eine Blaszone, die mit Warmluft arbeitet, zu installieren, um Tropfenbildung zu vermeiden. Zum Aushärten des Lacks reicht ein Standard-Einbrennofen (bis 250 °C) aus. Beim Aushärten im Ofen bilden sich in der aufgetragenen Lackschicht lineare Kettenmoleküle, die auch untereinander dreidimensional vernetzt sind und somit eine stabile Struktur bilden.
Die Anlage ist im Aufbau einfach und kostengünstig. Daher eignet sie sich zum Lackieren kleiner und mittlerer Losgrößen. Üblicherweise kennt man beim elektrophoretischen Tauchlackieren keine kleinen Stückzahlen.
Ein wesentlicher Grund dafür liegt in den Tauchbadanlagen, die aufgrund der oft notwendigen Handlingeinrichtungen für die Großserienlackierung sehr kostenaufwändig und daher für einen hohen Teiledurchsatz ausgelegt sind, wie es die Automobilindustrie fordert. Im Gegensatz dazu kann man bei einer Tauchbadanlage zum Lackieren kleinerer Losgrößen von einer Komplettinvestition unter 20 000 Euro ausgehen.
Wirtschaftliche Vorteile gegenüber Galvanisieren
Die Ergiebigkeit der verwendeten Lacke beträgt bei 5 µm Schichtdicke 50 bis 60 m2 lackierte Fläche – bezogen auf 1 l Lack. Bei 10 µm Schichtdicke liegt sie bei 20 bis 30 m2. Aufgrund der dünnen Schichtdicke von 5 bis 12 µm bleiben bewegliche Teile als solche erhalten – ohne Klebeeffekt. Außerdem behält die Lackschicht bei Teilen, die einer Bewegung unterliegen (zum Beispiel Federn), ihre Flexibilität.
Bedingt durch kontrollierbare Schichtdicken und den gleichmäßigen Schichtauftrag werden vorgegebene Maßtoleranzen eingehalten. Es entsteht kein Orangenhauteffekt. Darüber hinaus werden Hohlräume zufriedenstellend beschichtet. Das ist beim Galvanisieren und beim Beschichten mit Pulverlack nicht möglich.
Dazu kommt der Kostenvorteil des Verfahrens. Zwar lässt sich zum Beispiel der Kostenunterschied zu einer galvanischen Beschichtung schwer beziffern, doch kann man von einer Faustregel ausgehen: Eine KTL-Tauchlackierung ist im Vergleich zu einer galvanischen Behandlung (Gestellware) etwa um den Faktor 2,5 bis 3 kostengünstiger.
Klaus Schlitt ist Inhaber der Präzisionstechnik Klaus Schlitt e. K. in 65344 Eltville-Martinsthal.
(ID:287812)
:quality(80)/p7i.vogel.de/wcms/8a/a4/8aa411b1c2b97a6009b65d638f62c5c8/0126355504v2.jpeg "Durch die Kombination der REA-Drucktechnik mit den von LBI speziell für diese Drucktechnik entwickelte Spezialschmierstoffreihe LUB print entsteht ein effektives Gesamtsystem. (Bild: LBI oil free)")
:quality(80)/p7i.vogel.de/wcms/db/ed/dbedeb6bf14c56a938000b2f763e19a3/0128007239v2.jpeg "Milan Krumbe ist Geschäftsführer der Alanod GmbH & Co. KG und kann auf eine internationale Karriere zurückblicken. Nach seiner Ausbildung und einem Chemie-Studium erwarb er einen MBA, um seine Managementfähigkeiten zu schärfen. Krumbe hat bei führenden globalen Unternehmen in der Chemieindustrie Erfahrung gesammelt. Er ist bekannt für seine strategische Vision, die auf Innovationskraft, Geschwindigkeit und nachhaltigem Wirtschaften basiert. Seine Zielsetzung ist es, Alanod als Vorbild im deutschen Mittelstand zu etablieren. (Bild: Alanod GmbH & Co. KG)")