
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/c9/3c/c93cfd3571314820aa379760130c4495/0131742792v1.jpeg "Ein großer Vorteil des neuen Systems ist zum einen die Stabilität des Haltersystems und zum anderen die Innere Kühlmittelzufuhr direkt an die Wirkzone. (Bild: Horn/Sauermann)")
:quality(80)/p7i.vogel.de/wcms/5a/20/5a202f8634eb58eb0bf9a3ca3765604b/0132084025v1.jpeg "Die Region um Frankfurt am Main darf sich über eine neue Siemens-Entscheidung freuen. Denn zum einen will man zwei Werke ausbauen und neue Jobs schaffen. Und zum anderen denkt man an einen Neubau in Offenbach ... (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/13/8f/138f8a18d061840ace8fadafb9a7fde7/0132083515v1.jpeg "Europas Autohersteller haben vielleicht die chinesische Konkurrenz bald direkt vor der Nase! Denn diese sucht verstärkt nach Werken in Europa, um etwa die neuen Zusatzzölle auf Hybride zu umgehen. BYD wird noch in diesem Jahr in Ungarn fertigen und wohl noch woanders ... (Bild: BYD)")
:quality(80)/p7i.vogel.de/wcms/a2/6d/a26d455b35bdf1620462ddc5d351442a/0132081862v1.jpeg "Ein 3D-Drucker bei der Arbeit an einer Art Abgaskrümmer respektive Medienverteilersystem. Das ist wieder so ein komplexes Teil, das in der Rüstung seinen Einsatz findet, weshalb die Mesago Messe Frankfurt der Formnext erstmals einen Defence-Bereich gibt. (Bild: Mesago)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/1e/5e/1e5e00a2f186c772c7120e8a58868378/0132105073v1.jpeg "Was man hier sieht, ist ein Schiffsantriebssystem von Renk. Nun verkünden die Augsburger, dass sie den britischen U-Boot-Getriebehersteller David Brown Defence in Kürze kaufen ... (Bild: Renkd)")
:quality(80)/p7i.vogel.de/wcms/b4/39/b439a2b1b05691a56ec35fd3907b5aee/0132104223v1.jpeg "Im Rahmen des Besuchs der japanischen Ministerpräsidentin Sanae Takaichi in Indien beschlossen beide Länder eine strategische Agenda. Hier mehr dazu ... (Bild: M. Tokeda)")
:quality(80)/p7i.vogel.de/wcms/d7/64/d7644316fa3fa7bfedfdcc9ed4968914/image-20--20schneider-20electric-20joins-20the-20world-20economic-20forum-20lighthouse-20operating-20system-20advisory-20board-20to-20create-20an-20open-source-20manufacturing-20blueprint-20for-20companies-20of-20all-20sizes-jpg-1120x630v1.jpeg "Schneider Electric baut sein Geschäft mit Industrie-KI mit einem Milliarden-Kauf aus. (Bild: Schneider Electric)")
:quality(80)/p7i.vogel.de/wcms/38/a8/38a84c821462c50bf9ec021dfa36666f/0132089031v2.jpeg "Die Sommererhebung 2026 des Energieeffizienz-Index der deutschen Industrie: Trotz steigender Investitionen sinkt die relative Bedeutung von Energieeffizienz auf einen historischen Tiefstand. (Bild: frei lizenziert / Анна)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/38/70/3870579fb5e9725f3de1669cd033154e/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/eb/d0/ebd0a1d73320d6b88557efe73c9c441e/0131955410v1.jpeg "Das großflächige, sogenannte bifaziale 546-Watt-Perowskit-Silizium-Modul bei der Fertigung im Module-TEC des Fraunhofer ISE. Was diese Solarzellen für positive Auswirkungen haben, erfahren Sie im nebenstehenden Beitrag ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/45/3e/453ea9398fe63db4045b3f47d3514301/0131649599v1.jpeg "Bis diese Vision Wirklichkeit wird, dürfte es noch etwas dauern. Und ob Werkstattroboter unbedingt menschenähnliche Beine brauchen, ist auch nicht gesagt. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/67/27/672723de5e7736d5e0942aae52e46649/0131534073v1.jpeg "Für das Teachen eines Roboters ist es wichtig, sich im Raum zu bewegen und permanenten Blickkontakt zum Roboter zu haben. Mit einem kabelgebundenen Gerät wäre dies nahezu unmöglich. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/13/c7/13c71ea5529b78d642794f2ed6039f87/0131991662v1.jpeg "Collaborative Industry bringt Menschen und Roboter zusammen. (Bild: © Emma - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/98/6f/986f1f8ab14249e6769b0af86edeff90/0132102301v2.jpeg "„Wir wollen uns mit kurzen Lieferketten, hoher Zuverlässigkeit und maßgeschneiderten Systemlösungen differenzieren“, so Sascha Eberhard, CEO bei Franke. (Bild: Franke)")
:quality(80)/p7i.vogel.de/wcms/08/63/0863f8a8cda3a7bb7f18a6b6a67a6402/0132087773v4.jpeg "Antriebe, die beispielsweise in der Tiefsee zum Einsatz kommen, haben spezielle Anforderungen, die sich nicht über Standardsortimente realisieren lassen. (Bild: frei lizenziert / Jack Drafahl)")
:quality(80)/p7i.vogel.de/wcms/0e/2e/0e2e977ea5878045d8b8f6224bb91f0e/0132076430v2.jpeg "Kann KI die klassische Motorregelung ersetzen? Burger Engineering und die TH Nürnberg haben das untersucht. (Bild: Burger Engineering / istockphoto.com)")
:quality(80)/p7i.vogel.de/wcms/40/f0/40f01a2fb41aa40e8236e10622697d72/0132071780v1.jpeg "Auch die additive Fertigung befruchtet die Schleiftechnikwelt. Das bewies Emuge Franken mit 3D-gedruckten Spannhülsen, die eine flexiblere und deformationsarme Fixierung bei variierenden Bauteilen garantieren. Per FEM ausgelegte Waben- und Mäanderstrukturen helfen dabei. (Bild: VDW / U. Regenscheit)")
:quality(80)/p7i.vogel.de/wcms/39/4a/394a548c92cffd619a4bc63766072f5d/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/90/76/9076d1796c8370f810043e9c3e675339/0132066867v1.jpeg "Diese 15 Herr- und Frauschaften waren mit Sandvik Coromant im Projekt „Dig4ReMan“ damit beschäftigt, den Step-Datenaustausch für individuelle Reparaturen per additiver Fertigung digitaler zu machen. Alle in der Wertschöpfungskette können jetzt die gleiche „Sprache“ sprechen! (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/87/23/87230bfb9455e7716c1b74c28a137907/0132077911v1.jpeg "Formgedächtnislegierungen sehen ursprünglich etwa kompakt aus, können sich unter gewissen Umstände aber, wie hier, in Spiralfedern verwandeln. Bisher wusste man nicht genau, wie diese Materialien das machen. Forscher aus Kassel konnten das Geheimnis aber lüften ... (Bild: M. Breisbach)")
:quality(80)/p7i.vogel.de/wcms/ca/5b/ca5b6e3b52067dba3f33af8f55b85710/0131992583v2.jpeg "In der dritten Folge des Industrial Benchcast verrät Florian Weil, CEO bei Weil Technology, wie er sein Unternehmen strukturiert aus der Abhängigkeit vom Verbrenner führte. (Bild: MM Maschinenmarkt / Thao My Vu Thi)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/b9/0e/b90e68b741b24cc1c73ad96e800dbac4/0132087884v2.jpeg "Freut sich über den IFM-Award: Linda Wismeth, Senior Process Manager bei der BHS Corrugated Maschinen- und Anlagenbau GmbH, hier zusammen mit Bilgin Kilic, VP Sales – IFM Supply Chain Hub Europe. (Bild: © 2026 | Gerrit Bender DESIGN)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Laser/Induktion/Konduktion Lokale Erwärmung macht hochfeste Bleche biegsam
Die zunehmende Integration neuer Funktionen in Blechbauteile, die zudem immer öfter aus hochfesten Stählen bestehen, veranlasst die Blech bearbeitende Industrie, nach neuen Wegen zu suchen. Durch lokale Erwärmung lassen sich heute selbst Werkstoffe mit Festigkeiten über 1500 MPa mit konventionellen Verfahren bearbeiten.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
Das Fraunhofer-Institut für Produktionstechnologie IPT hat deshalb für die thermisch unterstützte Blechbearbeitung unterschiedliche Erwärmungsmethoden entwickelt: Neben dem Laserstrahl setzen die Aachener Forscher auch auf die Induktion und die Erwärmung mittels elektrischem Widerstand, der Konduktion. Einen Grundlagenprüfstand kann das Institut mit allen drei Erwärmungsverfahren ausrüsten. So kann der Blechwerkstoff vor der Bearbeitung lokal erwärmt und durch Entfestigung besser umgeformt oder schergeschnitten werden.
Durch die verschiedenen Erwärmungsprinzipien lassen sich die Anforderungen zu unterschiedlich komplexen Geometrien, Blechwerkstoffen und -dicken bedienen und Nachrüstmodule in Folgeverbundwerkzeuge integrieren. Auf diese Weise können die Schnittqualität oder der fehlerfreie Umformgrad gesteigert werden. Beispielsweise erhöht sich das Aufweitverhältnis beim Kragenziehen von 4 mm dickem Stahl S700 um den Faktor 2,5. Auch bei Federstählen (1.4310) oder Mehrphasenstählen wie DP1000 sind ähnliche Steigerungen des Umformgrads möglich. Glattschnittanteile über 90 % beim Scherschneiden und lokal gehärtete Schnittkanten lassen sich ebenfalls erzielen.
Konduktion und Induktion bieten neue Möglichkeiten für die Blechbearbeitung
Seit mehr als zehn Jahren arbeiten die Forscher des Fraunhofer-IPT an der lokalen Erwärmung durch Laserstrahlung. Der flexible Laserstrahl eignet sich besonders gut für die lokale Erwärmung komplexer und filigraner Geometrien. Da die Laserstrahlung an der Oberfläche des Bauteils absorbiert wird, ist die wirtschaftlich bearbeitbare Blechstärke begrenzt. Die Erwärmung großer Bauteilvolumina erfordert hohe Energien und damit eine entsprechende Laserleistung, da die Erwärmungsdauer meist durch den Pressentakt vorgegeben ist. Laserleistungen von mehr als 10 kW führen allerdings zu hohen Investitionskosten.
Das Fraunhofer-IPT entwickelt deshalb für große Flächen und dicke Bleche neue Verfahren zur Erwärmung mittels Induktion und Konduktion. Im Gegensatz zur Lasertechnik sind hier Leistungen über 40 kW zu vergleichsweise geringen Investitionskosten pro Kilowatt verfügbar.
:quality(80)/images.vogel.de/vogelonline/bdb/1474600/1474674/original.jpg "(Fraunhofer-IPT)")
:quality(80)/images.vogel.de/vogelonline/bdb/1474600/1474677/original.jpg "(Fraunhofer-IPT)")
:quality(80)/images.vogel.de/vogelonline/bdb/1474600/1474678/original.jpg "(Fraunhofer-IPT)")
:quality(80)/images.vogel.de/vogelonline/bdb/1474600/1474679/original.jpg "(Fraunhofer-IPT)")
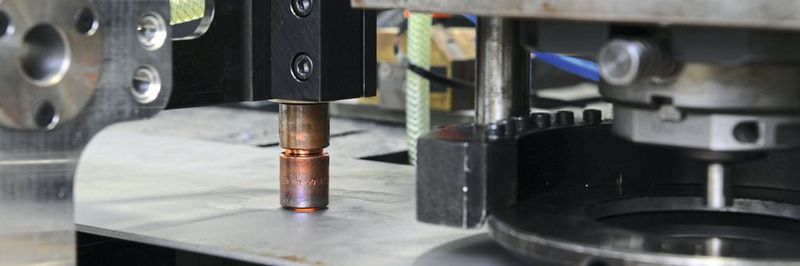
Bei der Erwärmung mittels Konduktion wird der zu bearbeitende Blechbereich durch Stromfluss erwärmt. Dazu kontaktieren Elektroden das Blech beidseitig und integrieren es so in einen Stromkreis. Im neuen Erwärmungsmodul, das im Forschungsprojekt „Kontakt“ entwickelt wurde, lässt sich eine elektrische Maximalleistung von 40 kW bei einer Stromstärke bis zu 7000 A erzielen. Erste Ergebnisse zeigen eine Erhöhung des Glattschnittanteils beim Scherschneiden von 4 mm dickem 22MnB5-Stahl auf circa 90 %, bei einem Schneidspalt von 10 % der Blechdicke.
Um Serienprozesse mit der elektrischen Widerstandserwärmung auszustatten, entwickelt das Projektkonsortium ein Erwärmungsmodul für Folgeverbundwerkzeuge, bei dem sich die Temperatur genau einstellen und die Kontaktierung des Blechs sicher reproduzieren lässt. Gleichzeitig sollen Prozessdaten wie Temperatur, Erwärmungsdauer oder die Kraft am Aktivteil erfasst und ausgewertet werden. Zur Visualisierung von Prozessgrößen wird im Forschungsprojekt außerdem eine Software entwickelt. Das Fraunhofer-IPT untersucht neben dem Scherschneiden auch das Kragenziehen. Erste Ergebnisse der Prozessentwicklung im Folgeverbundwerkzeug sollen Ende 2018 zur Verfügung stehen.
Induktionserwärmung eignet sich für Bleche bis 10 mm Dicke
Die induktive Erwärmung ihrerseits erzeugt anhand elektromagnetischer Wechselfelder Ströme im Material, die das Blech lokal erwärmen. Die Haupteinflussfaktoren sind hier neben dem Werkstoff die Leistung und Frequenz. Daher muss die Induktionsfrequenz an die Geometrie des Induktors, die Blechdicke und den Werkstoff angepasst werden, um die Eindringtiefe in das Material zu steuern. Es können Blechstärken von 1 bis 10 mm erwärmt werden. Zur Prozessentwicklung setzt das Fraunhofer-IPT einen Hochfrequenzgenerator mit einer Leistung von 50 kW ein und kann so Frequenzen zwischen 10 und 100 kHz einstellen. Durch die hohe Leistung ist die Erwärmungsdauer selbst bei großen Geometrien gering.
In ersten Versuchen auf dem Grundlagenprüfstand ließen sich Zahnräder mit einer Stärke von 4 mm (22MnB5) und einem Durchmesser von 30 mm schneiden. Die lokale Erwärmung ermöglicht einen nahezu vollständigen Glattschnitt und eine zusätzliche Härtung der Zahnflanken in nur einem Prozessschritt. Die Erwärmungsdauer beträgt nur 0,7 s. Das Fraunhofer-IPT baut nun ein Modul für die Integration in ein Folgeverbundwerkzeug auf, das Ende 2018 getestet wird. Die Induktionserwärmung ist besonders für Geometrien geeignet, die größer als 15 mm sind.
Fraunhofer-Institut für Produktionstechnologie IPT auf der Euroblech 2018: Halle 11, Stand A25
* Florian Schmidt ist Gruppenleiter Lasersystemtechnik am Fraunhofer-Institut für Produktionstechnologie (IPT) in 52074 Aachen, Henning Janssen ist dort Abteilungsleiter Faserverbund- und Lasersystemtechnik, Clemens Müller und Markus Eckert sind dort wissenschaftliche Mitarbeiter
(ID:45531916)
:quality(80)/p7i.vogel.de/wcms/63/8b/638b143fd891eff1fe0857103ed11f05/0131165798v1.jpeg "Besser als mit Flusssäure drangehen! Per UKP-Laser wird hier ein Glasrohling mit Pikosekundenpulsen bearbeitet, damit er Mikro- oder Nanostrukturen bekommt. Das klappt präzise, aber vor allem umweltschonender als mit den üblichen Methoden. Doch da gibt es noch mehr ... (Bild: Fraunhofer IPT)")
:quality(80)/p7i.vogel.de/wcms/21/57/2157faf1b18d0ad80f70729630fcc1d6/0129304667v2.jpeg "Schraubenkopfumformung mit Wärme: In der Induktionsstufe werden die Köpfe der Rohlinge auf über 1.000 °C erwärmt. (Bild: Aachener Maschinenbau)")