
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/0c/69/0c69605d1fc3b8fc1ae1f0f01f45a9a7/0132472097v1.jpeg "Kloeckner Metals Germany stellt sich im Verteidigungsbereich breiter auf. Dazu wurde jetzt ein neuer Standort für die Tochter Ambo Stahl in Köln-Hürth eröffnet – hier ein Blick hinein. Vor allem wird eine Laserschneidanlage mit satten 60 Kilowatt Leistung als Herzstück herausgestellt ... (Bild: Kloeckner Metals Germany)")
:quality(80)/p7i.vogel.de/wcms/e7/f5/e7f5167ccc86e67c2045efe2dfd73779/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d5/6a/d56a9abdf2d22f175c8d5039508d4712/0132279760v3.jpeg "Modernste Maschinentechnologie, beste Werkzeugaufnahmen und Hochleistungswerkzeuge, kombiniert mit feinstem Prozess-Knowhow optimieren bei toolcraft die Fertigung. (Bild: Zecha)")
:quality(80)/p7i.vogel.de/wcms/ca/a8/caa873549c02892cd55a980815d0b50f/0132444115v1.jpeg "Aufatmen in Ditzingen! Denn das Fazit mit Blick auf die vorläufigen Zahlen für das Geschäftsjahr 25/26 wird von der Trumpf-Chefin Nicola Leibinger-Kammüller folgendermaßen kommentiert: „Der wieder gestiegenen Auftragseingang stimmt uns optimistisch für das laufende Jahr!“ ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/b5/b0/b5b093b65604edd12eeebd106f667b6b/0132482824v1.jpeg "Vor ein paar Tagen hat TKMS dem möglichen Kauf von German Naval Yards Kiel (GNYK) eine Absage erteilt. Nun mehrten sich die Anzeichen, dass das auch beim zweiten Interessenten Rheinmetall so kommen könnte ... (Bild: Rheinmetall)")
:quality(80)/p7i.vogel.de/wcms/35/1f/351f0313b07a67e3b616bc10d31a51cb/0132482157v1.jpeg "Heute war bei VW viel los! Zum einen musste man berichten, dass der Gewinn auch im zweiten Quartal nicht besser wurde. Zum anderen will der Volkswagen-Chef Oliver Blume jetzt bis zum Jahresende das umstrittene Sparpaket aktiv werden lassen ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/93/fc/93fcd99af4d368916e897521e67bb01d/0132480650v2.jpeg "Seit 6:01 Uhr deutscher Zeit gelten für Importe in die USA wieder neue Zölle. Diese ersetzen nun vorherige Zölle von Donald Trump und gelten für fast alle Importe in die USA ... (Bild: AP)")
:quality(80)/p7i.vogel.de/wcms/1c/ce/1cce28ad0db2109fcdaafbb604f5dd07/0132450232v2.jpeg "Neben globalen Krisen und hohen Kundenanforderungen müssen Maschinenbauer auf steigende Energiepreise und datengestützte Prozesse reagieren. (Bild: Gemini / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ef/c1/efc1e8e701184c07347cf5a8d95618b4/0132399784v2.jpeg "HM-Promovend Alexander Reiter führt Experimente mit Batterien durch: Mithilfe digitaler Zwillinge möchte er mehr Resilienz für Batteriegroßspeicher erreichen. (Bild: Louis Dickhaut/HM)")
:quality(80)/p7i.vogel.de/wcms/f3/11/f3116bfb0e270b4f1224d3ed1169daf5/0132399743v1.jpeg "Daimler Trucks kämpft mit den Problemen der Branche und büßte schon viel Gewinn ein. Jetzt befürchtet man auch noch, dass die Chinesen mit Elektro-Lkw, wie diesem hier von Sany, auf den europäischen Markt mit Erfolg drängen könnten, wenn man nicht gegensteuert ... (Bild: Sany)")
:quality(80)/p7i.vogel.de/wcms/67/d4/67d4d599fe99a5f3dd53e57b777fbd1d/0132396433v1.jpeg "Das ist ein Licht, das Forschern vom Helmholtz-Zentrum Dresden-Rossendorf aufgegangen ist: Kaltes Plasma unter Atmosphärendruck! Es ist in der Lage, sogar die hoch stabilen PFAS zu zerlegen. Doch außer diesem Verfahren, gibt es ein weiteres, um PFAS den Garaus zu machen ... (Bild: HZDR / B. Schröder)")
:quality(80)/p7i.vogel.de/wcms/09/1d/091d25776f003f0b8c9736b9aba3e4e5/0132114716v2.jpeg "In diesen Schränken lagert ein Bruchteil der tausenden Werkzeugexemplare für den schnellen Zugriff. (Bild: Turck)")
:quality(80)/p7i.vogel.de/wcms/54/96/549631d887932fc5ffde8ad0dc03b394/0132461935v1.jpeg "Hände weg vom Steuer! Das autonome Fahren ist bei Volkswagen schon länger ein Thema, wenn auch andere deutsche Autohersteller davon wieder abgegangen sind. Nun haben die Wolfsburger entschieden, im nächsten Jahr in China das Fahren auf Level-3 zu etablieren ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/4d/64/4d64e1a19429a19cd52820136791bd10/0132459470v1.jpeg "Die Bundesregierung will das Leben von Start-ups deutlich leichter machen! Sowohl was die Gründungsmodalitäten als auch die Finanzierungen angeht. Erstmals blickt man dabei auch auf Newcomer in Sachen Rüstung und Verteidigung ... (Bild: S. Younker)")
:quality(80)/p7i.vogel.de/wcms/b9/a3/b9a3c406199a5dcd55a42ad8416e5d2c/0132459060v1.jpeg "Dürr bleibt dabei: Trotz der Probleme bei BBS wird das prognostizierte Geschäftsergebnis so kommen, wie geplant ... (Bild: Dürr)")
:quality(80)/p7i.vogel.de/wcms/b7/24/b724a4414bdbff1c117d5306640bba15/0132434196v1.jpeg "Unter anderem verfügt der Schwarz Digits Campus über ein hochwertiges Bepflanzungskonzept - die “grüne Mitte”. Fast die Hälfte des Geländes ist als Grünfläche ausgewiesen. (Bild: Schwarz Digits)")
:quality(80)/p7i.vogel.de/wcms/bb/4e/bb4e712eefa00554259bf798e90492f3/0132418410v1.jpeg "Der drehbare Ganter-Zylindergriff GN 798.1 gehört als Beispiel der Ganter-Edelstahl-Güteklasse 1 an. Er ist für rückseitige Montagen konzipiert. (Bild: Otto Ganter)")
:quality(80)/p7i.vogel.de/wcms/a6/4f/a64f9ab3c4cee764130df229f794c65e/0132375546v1.jpeg "Unabhängiger werden! Frankreich und Deutschland streben an, Europa bei wichtigen technologischen Themen mehr Souveränität zu verleihen ... (Bild: V. weltweit)")
:quality(80)/p7i.vogel.de/wcms/23/fd/23fd0357e9b82ecfee8b32ff34f9039c/0132488297v1.jpeg "Vorhersehbares Chaos? Forscher aus Konstanz und Stuttgart haben zum ersten Mal mit einem System aus Flüssigkeit und Teilchenkollektiv gerechnet, statt mit elektronischen Schaltkreisen. Damit ist das sogenannte Reservoir Computing erstmals in der Praxis abgelaufen ... (Bild: Universität Konstanz)")
:quality(80)/p7i.vogel.de/wcms/32/e6/32e67c8ce40e7f3237d35573706bedfe/0132489675v2.jpeg "Das System besteht aus einem Unterteil, einem faltbaren Mittelteil und einem Oberteil, das die breitere Seite der Druckpackung (grau) abdeckt und diese nach oben hin fixiert. (Bild: Antalis)")
:quality(80)/p7i.vogel.de/wcms/56/da/56daad753007fa2f32d85925067f0f94/0132485183v2.jpeg "Per Einkaufs-Potenzialanalyse erwächst dem Beschaffungsmanagement ein neues, wirkmächtiges Werkzeug. (Bild: Simus)")
:quality(80)/p7i.vogel.de/wcms/9e/a7/9ea788799d7a99e86d09d6cb7c485d66/0132479409v1.jpeg "Telefónica optimiert mithilfe von Quantencomputing die Logistik von Würth in Spanien. (Bild: Telefónica/Würth España)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/90/d5/90d5d3419aee594c8165e6d70bf26088/0132469725v1.jpeg "Weil das Ford-Werk in Valencia nicht wirklich profitabel ist, will sich Ford mit dem chinesischen Autohersteller Geely zusammentun. Lesen Sie hier, was die beiden planen ... (Bild: Ford)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/30200/30217/65.jpg "LOGO.jpg ()")
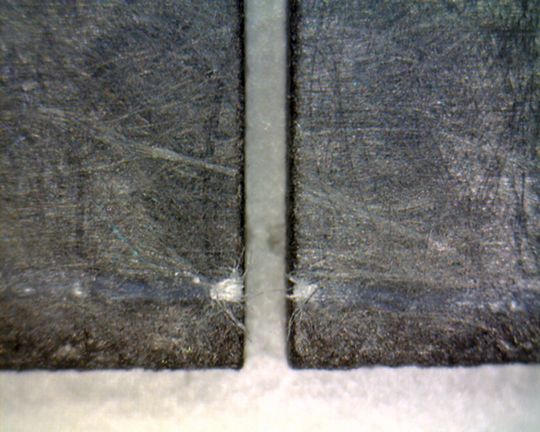
Standweg selbstschärfender Schneiden um 200 % höher
Selbstschärfende Schneiden können hier Abhilfe schaffen: Dazu wurden die Schneiden eines Hartmetallfräsers mit einem vorstehenden Freiflächenbereich versehen, dessen Breite der zulässigen Verschleißmarkenbreite entspricht (Bild 1).

Der Schneidenüberstand zur Freifläche, der bei modernen Feinstkornhartmetallen (HW-K10-30F) eine ausreichende Bruchsicherheit gewährleistet, setzt sich gleichmäßig zurück, wodurch ein Anstieg des Schneidkantenradius unterdrückt wird. Infolge des größeren, am Schneidkeil verfügbaren Verschleißvolumens konnte der Standweg beim Schlichten von CFK um 200 % erhöht werden. Das Konzept wurde beim Fräsen von CFK-Bauteilen mit thermoplastischer Matrix erfolgreich industriell umgesetzt.
Das Abrasiv-Wasserstrahlschneiden ist ein weiterer wichtiger Prozess und zeichnet sich durch niedrige wirkende Kräfte und hohe Standzeiten aus. Das Verfahren ist daher prädestiniert für CFK-Bauteile mit größeren Wandstärken und/oder langen Schnittkanten sowie für den Einsatz auf Industrierobotern. Eine wasserstrahlgerechte Erzeugung der Bewegungsbahn von Industrierobotern muss durch Offlineprogrammierung erfolgen, um die geforderte Schnittkantenqualität zu erreichen und eine kollisionsfreie Absorption des Wasserstrahls sicherzustellen (Bildfolge 2). Bei Großserien-CFK-Bauteilen mit räumlichem Schnittkantenverlauf konnten durch Prozesssimulation die Ursachen von Qualitätsmängeln erkannt und behoben sowie die Produktivität des Schneidprozesses wesentlich gesteigert werden.

Oszillierender Vorschub erleichtert die Spanabfuhr beim Bohren
Präzisionsbohrungen sind die Voraussetzung, um CFK-Strukturen miteinander oder mit metallischen Bauteilen durch Niete fügen zu können. Mit Blick auf das Tragverhalten der Fügeelemente müssen sowohl die Bohrungswände engen Maß- und Formtoleranzen genügen als auch die Bohrungskanten beziehungsweise die Senkungsoberflächen makellos sein.
Um in der Montage von CFK-Strukturen zahlreiche Nietbohrungen automatisiert einzubringen, haben sich diamantbeschichtete Hartmetallwerkzeuge bewährt. Hierbei wird die günstige Biegebruchfestigkeit eines Feinstkornhartmetallsubstrats HW-K10F mit der technisch höchstmöglichen Härte von binderfreiem Diamant kombiniert. Dies gestattet, die Toleranz des Bohrungsdurchmessers über sehr viele Bohrungen prozesssicher einzuhalten.
(ID:42311555)
:quality(80)/p7i.vogel.de/wcms/04/38/0438942245a8d9681b6ccf64587e66a3/0129982413v1.jpeg "In Stade wurde auch eine per Roboter geführte Vakuumsaugstrahl-Düse für die saubere Oberflächenvorbehandlung von Composite-Teilen entwickelt. Hier sieht man sie beim sogenannten Schäften und Aktivieren eines mit Carbonfasern verstärkten Kunststoffteils (CFK). (Bild: Fraunhofer IFAM)")
:quality(80)/p7i.vogel.de/wcms/35/b4/35b47ab65bd92373581e99e2a7af9c1b/0129721586v1.jpeg "Hier sieht man einen Querschnitt durch ein CFK-Profil mit viel Leichtbaueffekt. Eingesetzt wird es als Längsträger der Unterflurverkleidung im Highspeed-Zug Cetrovo, um Gewicht und Antriebsenergie zu sparen. Bei der Herstellung spielt das Composite-Know-how von Karl Mayer eine wichtige Rolle ... (Bild: CG Rail)")