
:quality(80)/p7i.vogel.de/wcms/35/68/3568eab9a8c1d69a8dfc526f29f4c419/0130461132v2.jpeg "Datacad Software und Service verspricht mit Bobcad-CAM mehr Effizienz in der Fertigung. (Bild: DataCAD Software und Service)")
:quality(80)/p7i.vogel.de/wcms/c7/d0/c7d07e80c7f202a8054e0a98736c2810/0130451239v1.jpeg "Der deutsche Maschinen- und Anlagenbau hat gemäß VDMA-Analyse im Februar weniger Bestellungen gesehen als ein Jahr zuvor. Auch im 3-Monats-Vergleich ging es demnach rückwärts ... (Bild: R. Reitzner)")
:quality(80)/p7i.vogel.de/wcms/36/32/36324f3080eccfc93b17dfca814e6dcc/0130443083v1.jpeg "Hier wird eine Art Palette aus Kunststoff per Thermoformen (Vakuumverformung oder auch Tiefziehen) bei der entsprechenden Sparte von New England Plastics in den USA gefertigt. Diese Sparte, die sich auf sogenannte Liner spezialisiert hat, gehört nun zu Ringmetall ... (Bild: New England Plastics)")
:quality(80)/p7i.vogel.de/wcms/d0/4c/d04c057eea65d4d4642a62a12d421c20/0130442521v1.jpeg "Durch den Iran-Krieg gibt es Störungen in den Lieferketten, weil etwa die Straße von Hormus weitgehend gesperrt ist (Symbolbild). Das bereitet den allermeisten deutschen Industrieunternehmen Sorgen, wie eine Umfrage des Ifo-Instituts zeigt ... (Bild: AP)")
:quality(80)/p7i.vogel.de/wcms/74/ca/74ca00058cb471c8b7089688c0a32e98/0130459631v1.jpeg "Schon im August letzten Jahres hat Jörg Rommelfanger den Posten President Robotics DACH bei Yaskawa Europe angenommen. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/98/4a/984a1642fa75619f648b917cfba8357d/0130457345v1.jpeg "Was Agile Robots im November 2025 bekanntgemacht hat, ist nun unter Dach und Fach: Die Übernahme von Thyssenkrupp Automation Engineering. Letztere firmiert jetzt als Krause Automation ... (Bild: Agile Robots)")
:quality(80)/p7i.vogel.de/wcms/c8/2b/c82bbc3301d9372079cf66e560f32ce2/0130448613v1.jpeg "Was man diesem Teil eines Elektromotors nicht gleich ansieht, ist, dass er Magnete hat, in denen das Selten-Erd-Metall Neodym steckt. Damit Deutschland unter anderem sicheren Zugang zu Neodym hat, investiert man jetzt zig Millionen in eine australische Mine. (Bild: Rare Earth)")
:quality(80)/p7i.vogel.de/wcms/b0/a0/b0a08c0957620d69c33088e037bf28c0/0130445383v1.jpeg "Wenn es um den hoch lukrativen Markt für Batterien geht, haben China und Südkorea den Löwenanteil für sich gepachtet. Europäischen Playern winken nur noch kleine Chancen, sich zu behaupten, wie ein Experte von DNB Asset Management hier erklärt ... (Bild: BYD)")
:quality(80)/p7i.vogel.de/wcms/80/02/800282c985825cf852ca825bc2a1acdc/0130442366v1.jpeg "Ab heute gibt es für chinesische Solarsystemhersteller, die ihre Produkte exportieren wollen, keine Steuerleichterungen mehr. Damit sei das Preisdumping beendet. Doch es gibt auch kritische Stimmen ... (Bild: Tongwei)")
:quality(80)/p7i.vogel.de/wcms/c3/1d/c31d4533c03bcd40f97704d7ee5aa7eb/0130433900v1.jpeg "Diese Ausschnitte von Sandwich-Strukturen mit thermoplastischer Matrix unterstützen zwar den Leichtbau und das Recycling, doch es braucht noch produktive Fügemethoden, um sie auch für KMU attraktiv zu machen. Diese holen Forscher aus Halle mit Partnern jetzt aus der Taufe ... (Bild: Fraunhofer IMWS)")
:quality(80)/p7i.vogel.de/wcms/d7/b6/d7b6df6c05805d290ca768ee89aa6bb6/0130353466v2.jpeg "In einer zunehmend vernetzten Welt sind Cyberbedrohungen nicht mehr nur digitale Angriffe auf Anwendungen, Datenbanken oder Netzwerke. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/e9/2b/e92b46c2efc857efdc68ee1c1291f05b/0130444018v2.jpeg "Siegfried Russwurm will als Acatech-Präsident Forschungseinrichtungen und Unternehmen mehr Freiraum zum Entwickeln unkonventioneller Lösungsansätze bieten. (Bild: Von Berlin 2020 E - Eigenes Werk, CC BY-SA 4.0, https://commons.wikimedia.org/w/index.php?curid=97229457)")
:quality(80)/p7i.vogel.de/wcms/dc/75/dc756b0993e90100c79250f2eb705ebc/0130458386v2.jpeg "Die Kombination zentraler und dezentraler Antriebslösungen steigert sowohl die Flexibilität als auch die Energieeffizienz der Maschine. (Bild: AMK Motion)")
:quality(80)/p7i.vogel.de/wcms/b4/06/b406935024c4a7920ee46ecdb757d9d3/0130442228v2.jpeg "Festo Gewindetriebe mit hohem Wirkungsgrad und langer Lebensdauer bei kleinem Bauraum: Diese Merkmale sprechen Kunden in der Elektronik- und Kleinteilefertigung sowie in den Life Sciences ganz besonders an. (Bild: Festo)")
:quality(80)/p7i.vogel.de/wcms/25/eb/25ebcbc00500c833c663341c0830bd4b/0130436385v1.jpeg "Verrechnet! Der linke Arme des Huawei-Managements – hier mit hauseigener Watch verziert – kann lässig nach unten hängen. Denn trotz aller Sanktionen aus dem Westen und den USA wächst das Hightech-Unternehmen unaufhaltsam. Hier mehr zu den Gründen ... (Bild: Huawei)")
:quality(80)/p7i.vogel.de/wcms/68/28/682858b142c70f4b955a4994fd9c1573/0128917299v2.jpeg "Vielversprechende KI Use Cases lassen sich am besten mit einem strukturierten Ansatz identifizieren. (Bild: © Pakorn - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/32/cf/32cf04da1c0627866fe42423f1b2ca23/0130456844v1.jpeg "Der Kostendruck und die Verzögerungen in den Lieferketten aufgrund des Kriegsausbruchs im Nahen Osten nehmen zu. (Bild: © rifatstock - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/df/5e/df5e18802148c72474a7d0d874fbef2a/0130389145v1.jpeg "Künstliche Intelligenz (KI) stabilisiert die Beschaffung und minimiert die Risiken in der Produktion. (Bild: © mongkonchai - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Schleifen Strategien zum wirtschaftlichen Schleifen von Turbinenschaufeln
Bei der Fertigung von Turbinenschaufeln machen gekrümmte Flächen, Innen- und Außenbearbeitung und nicht leicht zugängliche Partien sowie schwer zerspanbare Werkstoffe das Schleifen zur ersten Wahl. Zahlreiche Aspekte beeinflussen die Produktivität des Verfahrens.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/45600/45637/65.jpg "IEF Logo_grau_rot.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56100/56125/65.jpg "Trivid_Logo_easy-video-creation_254pixel.jpg ()")
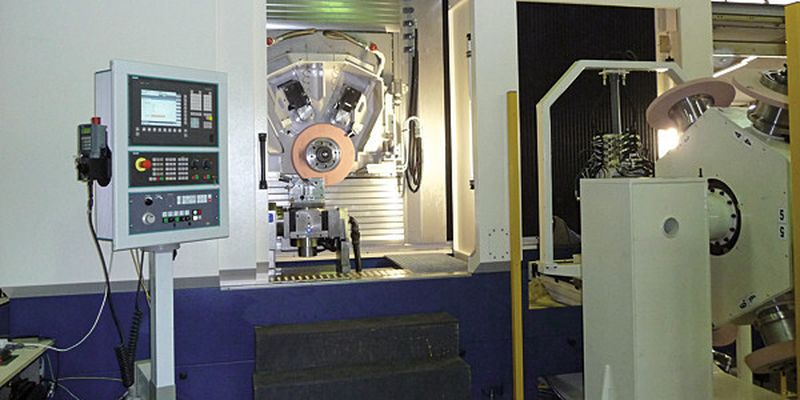
Lauf- und Leitschaufeln wandeln die Energie in Turbinen von Flugzeugtriebwerken, Gaskraftwerken und Gaspumpstationen um und bestimmen weitgehend deren Wirkungsgrad. Um den hohen thermischen Belastungen standhalten zu können, sind bei solchen Turbinenschaufeln schwer zerspanbare Werkstoffe erforderlich und im Hinblick auf ihren Wirkungsgrad auch eine hohe Form- und Maßpräzision sowie außerordentliche Oberflächengüte unumgänglich. Das Schleifen ist deshalb bei der Fertigung die erste Wahl.
Optimale Schleifstrategie und Schleifmaschine hängen auch von der Losgröße ab
Das Schleifen wird im Folgenden exemplarisch an Laufschaufeln dargestellt, die aus dem Schaufelblatt sowie einem Fuß- und Kopfteil bestehen. Beim Herstellen der Tannenbaumprofile am Fußteil muss das Werkzeug hohe Zerspanleistungen und Profiltreue gewährleisten. Zusätzlich sind am Fuß beidseitig die Seitenflächen zu schleifen. Am Kopf betreffen die Schleifprozesse das Z-Profil, die Dichtung und die parallelen Schultern.
Bevor die Flächen bearbeitet werden können, muss die Schaufel eingespannt sein. Dazu haben sich zwei Methoden bewährt: das Hardpoint-Verfahren und das Eingießen. Das Hardpoint-Verfahren erfordert eine Vorrichtung, die an verschiedenen An- und Auflagepunkten des Bauteils ansetzt und es entsprechend spannt. Beim Eingießen wird die Laufschaufel von einer Zinklegierung umschlossen. Das Gussstück hat definierte vorgearbeitete Anlageflächen zum Einspannen. Diese Methode erlaubt, das eingegossene Werkstück zu unterschiedlichen Bearbeitungsstationen zu transportieren und es dort wieder relativ genau zu spannen.
Die Wahl der optimalen Schleifstrategie und -maschinen hängt auch wesentlich von der Losgröße ab. Die Genauigkeit der Schleifergebnisse und die Produktivität steigen, wenn das Schleifsystem möglichst viele Bearbeitungsoperationen in einer Aufspannung ausführt, denn dies reduziert die Rüstzeiten.
Mit Rundschwenktisch Werkstück in einer Aufspannung bearbeiten
Für kleine Losgrößen bewähren sich Verfahrsäulenmaschinen mit einem fest stehenden Tisch für das Werkstück; alle erforderlichen Bewegungen führt die Schleifscheibe aus. Diese Maschinen sind kompakter als solche mit einem Verfahrtisch. Statt eines total fest stehenden Tisches sind jedoch Rundschwenktische zu empfehlen. Darauf lässt sich ein Werkstück so positionieren, dass es in einer Aufspannung rundum bearbeitbar ist. Weitere Vorteile bieten Nullpunktspannsysteme.
(ID:38046540)
:quality(80)/p7i.vogel.de/wcms/23/02/23024d8564c1909e37a5f338c22873b0/0128885579v1.jpeg "Ebenfalls von Liebherr-Verzahntechnik stammt die Idee für das verschränkungsfreie Wälzschleifen. Sie kombiniert Schleifschneckensegmente mit nicht modifiziertem Bereich für das
Schruppen (links) und modifiziertem Bereich für das Schlichten und etwa für das Polieren (rechts). (Bild: Liebherr)")
:quality(80)/p7i.vogel.de/wcms/65/69/65696eb026a58bf6b3fab2ca878ed637/0130099254v1.jpeg "Hier blickt man auf eine Möglichkeit, mit der das Abrichten von Schleifscheiben nachhaltiger wird. Es handelt sich um das ECO-Wechselsystem von Dr. Kaiser Diamantwerkzeuge. Auf der Grindinghub 2026 wird es zu erleben sein. Vorab einige Informationen vom Aussteller ... (Bild: Dr. Kaiser Diamantwerkzeuge)")