
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/dc/dd/dcddbfca2e08c691093ac87e4fc1b755/0131909549v1.jpeg "Diesen Anblick will das EU-Parlament in Zukunft nur noch als Zwischenphase und nicht mehr als Dauerzustand. Denn eine neue Verordnung sieht vor, dass Autos bald so konstruiert sein müssen, dass ihre Einzelteile möglichst leicht ausgebaut und wiederverwendet werden können ... (Bild: Schrottking)")
:quality(80)/p7i.vogel.de/wcms/8f/71/8f71c0a271341173629fa81ba6452aea/0130721540v1.jpeg "Müller Präzisionswerkzeuge unterstützt seine Kunden mit maßgeschneiderten, Anwendungsspezifischen Werkzeugen. (Bild: Müller)")
:quality(80)/p7i.vogel.de/wcms/8b/f1/8bf1918a26c9375ddd6abaa594851e39/screenshot-202026-04-02-20163710-662x372v1.png "Durch das Zusammenspiel horizontaler und vertikaler Schleifscheiben wird mühelos einen 2-mm-Radius erzeugt bei
maximaler Wirtschaftlichkeit. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/99/b2/99b261be025444faf533c52942b06efa/0131865365v1.jpeg "Weil das EU-Emissionshandelsgesetz Mängel hat, haben sich die Stahlkonzerne Arcellormittal, Voestalpin und Thyssenkrupp Steel zusammengesetzt und eine Forderungsliste erarbeitet, um der Politik zu raten, was man braucht, um zu dekarbonisieren und Arbeitsplätze zu erhalten. (Bild: Steeleneers)")
:quality(80)/p7i.vogel.de/wcms/82/51/82514901a24d9c664949c0e3ffce92ec/0131917319v1.jpeg "Europas Luftraum soll sicherer werden. Das haben Schaeffler aus Herzogenaurach und der französische Drohnenhersteller Delair beschlossen. Schaeffler unterstützt nun dabei, die Produktion – etwa der Drohne Damoclès – zu steigern ... (Bild: Delair)")
:quality(80)/p7i.vogel.de/wcms/97/f0/97f0f1f9b10ce8a15cb14f60d35de1b4/0131912762v2.jpeg "Susanne Wiegand tritt überraschend als VW-Aufsichtsrätin zurück. (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/15/5c/155cf88a49b108727fe9c5729eed3223/0131910614v1.jpeg "Das Ende des Iran-Krieges scheint nah. Und auch andere Effekte könnten laut Prognose des Ifo-Instituts aus München dazu führen, dass die Konjunktur in Deutschland besser verläuft, als bisher angenommen ... (Bild: Ifo-Institut)")
:quality(80)/p7i.vogel.de/wcms/43/38/433889d99966bcd48e025965098de352/0131908338v1.jpeg "Die Nachrichtenagenur Reuters beruft sich auf Berichte im Manager Magazin, dass Siemens Energy den nicht gerade kleinen Sektor Transformation of Industry abstoßen könnte ... (Bild: Siemens Energy)")
:quality(80)/p7i.vogel.de/wcms/74/e3/74e3dcf8206d2c3d3492aec71d548668/0131876790v1.jpeg "Das EU-Emissionshandelsgesetz wurde gestern von Thyssenkrupp, Arcellormittal und Voestalpine kritisiert. Heute kommen 40 weitere Konzerne hinzu, die dringend raten, Veränderungen vorzunehmen ... (Bild: S. Sautera)")
:quality(80)/p7i.vogel.de/wcms/31/1a/311abc477d406c1032497e1c8c2965ce/0131916239v2.jpeg "Mit seiner großen Fertigungstiefe – Estun-Roboter werden von Estun-Robotern montiert – hat das Unternehmen viel Know-how aufgebaut, das nun den Kunden zugutekommt. (Bild: Estun)")
:quality(80)/p7i.vogel.de/wcms/a2/95/a295a6d4093f0a8debf434b3d4c0e27a/0131910177v2.jpeg "Klarheit, zum Beispiel in der Benennung der einzelnen Werkzeuge, bildet das Fundament für effiziente digitale Prozesse. (Bild: Evomecs)")
:quality(80)/p7i.vogel.de/wcms/f4/d1/f4d14007945fdcf4ac422809a5766a63/0131905509v1.jpeg "Heute geht die Pariser Rüstungsmesse Eurosatory zu Ende. Ein Thema des Events waren auch autonome Kampfsysteme, wie sie etwa Renk mit Patria aus Finnland (Bild) entwickelt. KI-gestützte Waffensysteme seien demnach nötig, aber nicht unumstritten ... (Bild: Patria)")
:quality(80)/p7i.vogel.de/wcms/5f/21/5f211f0f65dc165eff24c7976c56fc88/0131850167v4.jpeg "Um die Fertigung schneller, robuster und flexibler zu machen, muss die Produktion IT-orientierter gestaltet werden. Dafür braucht es auch virtuelle Steuerungen. (Bild: Audi AG)")
:quality(80)/p7i.vogel.de/wcms/80/88/80887a2e4a0ef5864fc42db30f1ff1cb/0131851154v2.jpeg "Dr. Thomas Bürger (Weidmüller Interface), Thomas Fechner (Bosch Rexroth), Gerd Hoppe (Beckhoff Automation), Mathias Wolpiansky (Rose Systemtechnik), Jessica Bethune (Schneider Electric), Volker Glöckle (Sick), Dr. Ulrich Viethen (Murrelektronik), Dr. Tobias Frank (Phoenix Contact) und Rolf Heinsohn (Siemens) (v.l.) (Bild: VDMA)")
:quality(80)/p7i.vogel.de/wcms/cd/87/cd8792a414cafa73b91d72bba9d7f501/0131889919v2.jpeg "Einer der Chefentwickler von Googles KI-Modell Gemini wechselt zum Konkurrenten OpenAI. (Bild: REUTERS)")
:quality(80)/p7i.vogel.de/wcms/55/17/5517ae14e3157d81ad58ee2a30ce35d9/0131874410v1.jpeg "Die EU-Kommission hat mal wieder geschaut, wie es mit der digitalen Umwandlung in der Gemeinschaft aussieht. Leider stellt sie Deutschland kein gutes Zeugnis aus, obwohl die Bundesrepublik nicht zu verachtende Stärken besitzt ... (Bild: Flaggiro)")
:quality(80)/p7i.vogel.de/wcms/17/e2/17e2f24b6749bce97071a0cf24070dc5/0131840217v1.jpeg "Das Elon-Musk-Weltraumunternehmen Spacex bläst zur Aufholjadg mit Blick auf seine beiden Konkurrenten, wenn es um die Entwicklung generativer KI-Werkzeuge geht. Dafür hat man jetzt kräftig in die Tasche gegriffen und kauft mal eben Cursor. (Bild: Spacex)")
:quality(80)/p7i.vogel.de/wcms/08/bd/08bd14658138b425b37c94ef8253bf2f/0131834602v1.jpeg "Insgesamt sieben Ausgabestationen vereinzeln die stählernen Stangen bei SEW-Eurodrive und übergeben diese an die Zufuhr-Rollenbahn der Sägen. Im Zentrum des Geschehens agiert ein Wabenlagersystem von Kasto mit 5.140 Plätzen für die Halbzeuge. Es kann drei Tonnen tragen. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/3c/62/3c62a11a173b7553d36b0d4537644e6a/0131917536v1.jpeg "Mithilfe dieser MID-Experimentierstation bei European XFEL wurden neue Erkenntnisse zur Entstehung von Schwingungen in Materialmischsystemen aus Kupfer und Platin gewonnen. In der Mitte der dafür verwendete Detektor AGIPD 1M. Und hier wird erklärt, was gemacht wurde ... (Bild: European XFEL / A. Heimken)")
:quality(80)/p7i.vogel.de/wcms/2a/99/2a990ef52bef1ac9e86d41f0732b04a9/0131905617v2.jpeg "Entlassungen bei Evonik! Der Spezialchemiekonzern greift im Rahmen seiner Umbaustrategie auch auf den Stellenabbau zurück. Bis Ende des Jahres sollen rund 3.000 Jobs wegfallen und ab 2027 stehen nochmals ähnlich viele auf der Kippe ... (Bild: Evonik)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/37/43/37435cc2cb74b12f3bb4967646b42729/0131905522v1.jpeg "Dich Chinesen sind pfiffig! Haben sie doch nach Einführung von Ausgleichszöllen auf E-Autos seitens der EU schnell erkannt, dass Plug in Hybride, wie der Sealing 6 Touring von BYD nicht betroffen sind. Doch diese Winkelzüge will die EU-Kommission jetzt abriegeln ... (Bild: BYD)")
:quality(80)/p7i.vogel.de/wcms/ae/5d/ae5d7ffb6b8ea064bb4474b521b7657e/0131876267v1.jpeg "Das Manager Magazin hat gestern verlauten lassen, dass die schweizerische Großreederei MSC und vor allem ihr Patron weiterhin versucht, große Anteile an Hapag-Lloyd zu bekommen. Das Gerücht wurde heute von den Schweizern dementiert ... (Bild: Hapag-Lloyd)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/67/c9/67c9b10002572/asecos-box-weiss-250x250px.png "asecos-box-weiss-250x250px (asecos GmbH)")
Als Material für die Unterlegplatten wurden aus diesen Gründen nur Werkstoffe mit höheren Festigkeiten und E-Moduln gewählt. Dies waren im Einzelnen die Eisengusswerkstoffe EN-GJL-250 (E-Modul 110 GPa) und EN-GJS-600 (170 GPa) sowie Stahl der Sorte S 235 JR (210 GPa). Der E-Modul der Unterlegplatten wurde als kennzeichnendes Kriterium herangezogen, weil er, bei unveränderten Abmessungen, die einzige Variable bei der Nachgiebigkeit der Platten darstellt.
Standzeitkriterium war Bruch der Wendeplatte
Die Anforderungen, die an das Werkstückmaterial gestellt wurden, waren zum einen, dass sie das Werkzeug im Prozess in wirtschaftlich schnellem Zeitraum verschleißen lassen, zum anderen, dass sie im industriellen Alltag Anwendung in der Zerspanung finden. Es wurden eine Aluminiumlegierung (AlSi10Mg), ein Gusseisen mit Lamellengraphit (EN-GJL-260 Cr) sowie ein Baustahl (S 235 JR) gewählt.
Als Standzeitkriterium diente der Bruch der Wendeschneidplatte, der durch einen Anstieg der gemessenen Schnittkraft detektiert wurde. Als Standzeit wurden die Schneideneintritte, die eine Wendeschneidplatte bis zum Bruch ertragen konnte, definiert.
Empfohlene Maximalwerte teilweise überschritten
Die gewählten Prozessparameter der Zerspanversuche wurden in Abhängigkeit des jeweilig zerspanten Werkstoffes und der verwendeten Wendeschneidplatte so angepasst, dass ein Bruch der Schneidenkante in einem angemessenen Zeitrahmen auftrat. Dies bedeutete im Einzelfall, dass Parameter eingestellt werden mussten, die über den vom Hersteller empfohlenen Maximalwerten lagen. Die Tabelle gibt eine Übersicht über die zerspanten Materialien, die verwendeten Schneidplatten und die jeweils eingestellten Prozessparameter.
Jeder dieser drei Werkstoffe — S 235 JR, EN-GJL-260 Cr, AlSi10Mg —wurde mit den drei verschiedenen Unterlegplatten kombiniert. Zu jeder der neun möglichen Kombinationen wurden jeweils Versuchsreihen mit je zehn Versuchen bis zum Schneidkantenbruch gefahren. Bei der Bearbeitung des Baustahls wurden außerdem Versuche mit der Originalunterlegplatte des Werkzeugherstellers, der Tübinger Walter AG, durchgeführt.
Die Zerspanversuche mit der Aluminiumlegierung führten zu keinen verwertbaren Ergebnissen. Selbst eine Variation der Schnittgeschwindigkeit zwischen 500 und 3675 m/min führte nicht innerhalb eines angemessenen, überschaubaren Zeitrahmens zum Bruch der Werkzeugschneide. Es werden deshalb nur die Ergebnisse für die Bearbeitung des Stahls und des Eisengusswerkstoffes gezeigt.
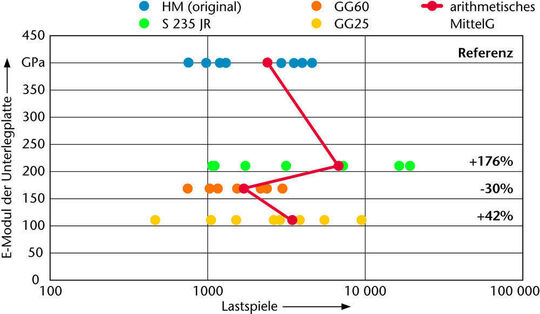
Die erreichten Lastspiele bis zum Schneidkantenbruch für den Werkstoff S 235 JR sind in Bild 3 für die verschiedenen Unterlegplatten gegen den E-Modul der jeweiligen Materialien aufgetragen. Man erkennt deutlich, dass eine Variation der Unterlegplatten Einfluss auf die Standzeit des Werkzeugs nehmen kann. Durch Verwendung einer Unterlegplatte aus Stahl konnte die durchschnittliche Standzeit gegenüber der Originalplatte aus Hartmetall um 176% erhöht werden.
Artikelfiles und Artikellinks
(ID:259128)
:quality(80)/p7i.vogel.de/wcms/ac/31/ac3169a426b64beae7da0b1a490d4490/0127574112v1.jpeg "Produktiver zerspanen! Sandvik Coromant informiert hier über gleich zwei neue respektive ergänzte Zerspanungswerkzeug-Systeme. Zum einen geht es um das Frässystem Coromill MS20 (im Bild) und zum anderen um neue WSP-Geometrien für die Corocut-2-Reihe ... (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/11/08/1108cc645ab7f0d96e2fe695e324b3d4/0125273158v1.jpeg "Mutschler schruppt mit zwei LOGIQ6TURN im Paralleleinsatz. Der Zerspaner erreicht damit prozesssicher eine Standzeit von 140 Teilen pro Schneide, senkt die Bearbeitungszeit pro Teil um 20 Prozent und profitiert dank der sechs Schneiden von geringeren Kosten. (Bild: Iscar)")