
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/dc/dd/dcddbfca2e08c691093ac87e4fc1b755/0131909549v1.jpeg "Diesen Anblick will das EU-Parlament in Zukunft nur noch als Zwischenphase und nicht mehr als Dauerzustand. Denn eine neue Verordnung sieht vor, dass Autos bald so konstruiert sein müssen, dass ihre Einzelteile möglichst leicht ausgebaut und wiederverwendet werden können ... (Bild: Schrottking)")
:quality(80)/p7i.vogel.de/wcms/8f/71/8f71c0a271341173629fa81ba6452aea/0130721540v1.jpeg "Müller Präzisionswerkzeuge unterstützt seine Kunden mit maßgeschneiderten, Anwendungsspezifischen Werkzeugen. (Bild: Müller)")
:quality(80)/p7i.vogel.de/wcms/8b/f1/8bf1918a26c9375ddd6abaa594851e39/screenshot-202026-04-02-20163710-662x372v1.png "Durch das Zusammenspiel horizontaler und vertikaler Schleifscheiben wird mühelos einen 2-mm-Radius erzeugt bei
maximaler Wirtschaftlichkeit. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/99/b2/99b261be025444faf533c52942b06efa/0131865365v1.jpeg "Weil das EU-Emissionshandelsgesetz Mängel hat, haben sich die Stahlkonzerne Arcellormittal, Voestalpin und Thyssenkrupp Steel zusammengesetzt und eine Forderungsliste erarbeitet, um der Politik zu raten, was man braucht, um zu dekarbonisieren und Arbeitsplätze zu erhalten. (Bild: Steeleneers)")
:quality(80)/p7i.vogel.de/wcms/82/51/82514901a24d9c664949c0e3ffce92ec/0131917319v1.jpeg "Europas Luftraum soll sicherer werden. Das haben Schaeffler aus Herzogenaurach und der französische Drohnenhersteller Delair beschlossen. Schaeffler unterstützt nun dabei, die Produktion – etwa der Drohne Damoclès – zu steigern ... (Bild: Delair)")
:quality(80)/p7i.vogel.de/wcms/97/f0/97f0f1f9b10ce8a15cb14f60d35de1b4/0131912762v2.jpeg "Susanne Wiegand tritt überraschend als VW-Aufsichtsrätin zurück. (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/15/5c/155cf88a49b108727fe9c5729eed3223/0131910614v1.jpeg "Das Ende des Iran-Krieges scheint nah. Und auch andere Effekte könnten laut Prognose des Ifo-Instituts aus München dazu führen, dass die Konjunktur in Deutschland besser verläuft, als bisher angenommen ... (Bild: Ifo-Institut)")
:quality(80)/p7i.vogel.de/wcms/43/38/433889d99966bcd48e025965098de352/0131908338v1.jpeg "Die Nachrichtenagenur Reuters beruft sich auf Berichte im Manager Magazin, dass Siemens Energy den nicht gerade kleinen Sektor Transformation of Industry abstoßen könnte ... (Bild: Siemens Energy)")
:quality(80)/p7i.vogel.de/wcms/74/e3/74e3dcf8206d2c3d3492aec71d548668/0131876790v1.jpeg "Das EU-Emissionshandelsgesetz wurde gestern von Thyssenkrupp, Arcellormittal und Voestalpine kritisiert. Heute kommen 40 weitere Konzerne hinzu, die dringend raten, Veränderungen vorzunehmen ... (Bild: S. Sautera)")
:quality(80)/p7i.vogel.de/wcms/31/1a/311abc477d406c1032497e1c8c2965ce/0131916239v2.jpeg "Mit seiner großen Fertigungstiefe – Estun-Roboter werden von Estun-Robotern montiert – hat das Unternehmen viel Know-how aufgebaut, das nun den Kunden zugutekommt. (Bild: Estun)")
:quality(80)/p7i.vogel.de/wcms/a2/95/a295a6d4093f0a8debf434b3d4c0e27a/0131910177v2.jpeg "Klarheit, zum Beispiel in der Benennung der einzelnen Werkzeuge, bildet das Fundament für effiziente digitale Prozesse. (Bild: Evomecs)")
:quality(80)/p7i.vogel.de/wcms/f4/d1/f4d14007945fdcf4ac422809a5766a63/0131905509v1.jpeg "Heute geht die Pariser Rüstungsmesse Eurosatory zu Ende. Ein Thema des Events waren auch autonome Kampfsysteme, wie sie etwa Renk mit Patria aus Finnland (Bild) entwickelt. KI-gestützte Waffensysteme seien demnach nötig, aber nicht unumstritten ... (Bild: Patria)")
:quality(80)/p7i.vogel.de/wcms/5f/21/5f211f0f65dc165eff24c7976c56fc88/0131850167v4.jpeg "Um die Fertigung schneller, robuster und flexibler zu machen, muss die Produktion IT-orientierter gestaltet werden. Dafür braucht es auch virtuelle Steuerungen. (Bild: Audi AG)")
:quality(80)/p7i.vogel.de/wcms/80/88/80887a2e4a0ef5864fc42db30f1ff1cb/0131851154v2.jpeg "Dr. Thomas Bürger (Weidmüller Interface), Thomas Fechner (Bosch Rexroth), Gerd Hoppe (Beckhoff Automation), Mathias Wolpiansky (Rose Systemtechnik), Jessica Bethune (Schneider Electric), Volker Glöckle (Sick), Dr. Ulrich Viethen (Murrelektronik), Dr. Tobias Frank (Phoenix Contact) und Rolf Heinsohn (Siemens) (v.l.) (Bild: VDMA)")
:quality(80)/p7i.vogel.de/wcms/cd/87/cd8792a414cafa73b91d72bba9d7f501/0131889919v2.jpeg "Einer der Chefentwickler von Googles KI-Modell Gemini wechselt zum Konkurrenten OpenAI. (Bild: REUTERS)")
:quality(80)/p7i.vogel.de/wcms/55/17/5517ae14e3157d81ad58ee2a30ce35d9/0131874410v1.jpeg "Die EU-Kommission hat mal wieder geschaut, wie es mit der digitalen Umwandlung in der Gemeinschaft aussieht. Leider stellt sie Deutschland kein gutes Zeugnis aus, obwohl die Bundesrepublik nicht zu verachtende Stärken besitzt ... (Bild: Flaggiro)")
:quality(80)/p7i.vogel.de/wcms/17/e2/17e2f24b6749bce97071a0cf24070dc5/0131840217v1.jpeg "Das Elon-Musk-Weltraumunternehmen Spacex bläst zur Aufholjadg mit Blick auf seine beiden Konkurrenten, wenn es um die Entwicklung generativer KI-Werkzeuge geht. Dafür hat man jetzt kräftig in die Tasche gegriffen und kauft mal eben Cursor. (Bild: Spacex)")
:quality(80)/p7i.vogel.de/wcms/08/bd/08bd14658138b425b37c94ef8253bf2f/0131834602v1.jpeg "Insgesamt sieben Ausgabestationen vereinzeln die stählernen Stangen bei SEW-Eurodrive und übergeben diese an die Zufuhr-Rollenbahn der Sägen. Im Zentrum des Geschehens agiert ein Wabenlagersystem von Kasto mit 5.140 Plätzen für die Halbzeuge. Es kann drei Tonnen tragen. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/3c/62/3c62a11a173b7553d36b0d4537644e6a/0131917536v1.jpeg "Mithilfe dieser MID-Experimentierstation bei European XFEL wurden neue Erkenntnisse zur Entstehung von Schwingungen in Materialmischsystemen aus Kupfer und Platin gewonnen. In der Mitte der dafür verwendete Detektor AGIPD 1M. Und hier wird erklärt, was gemacht wurde ... (Bild: European XFEL / A. Heimken)")
:quality(80)/p7i.vogel.de/wcms/2a/99/2a990ef52bef1ac9e86d41f0732b04a9/0131905617v2.jpeg "Entlassungen bei Evonik! Der Spezialchemiekonzern greift im Rahmen seiner Umbaustrategie auch auf den Stellenabbau zurück. Bis Ende des Jahres sollen rund 3.000 Jobs wegfallen und ab 2027 stehen nochmals ähnlich viele auf der Kippe ... (Bild: Evonik)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/37/43/37435cc2cb74b12f3bb4967646b42729/0131905522v1.jpeg "Dich Chinesen sind pfiffig! Haben sie doch nach Einführung von Ausgleichszöllen auf E-Autos seitens der EU schnell erkannt, dass Plug in Hybride, wie der Sealing 6 Touring von BYD nicht betroffen sind. Doch diese Winkelzüge will die EU-Kommission jetzt abriegeln ... (Bild: BYD)")
:quality(80)/p7i.vogel.de/wcms/ae/5d/ae5d7ffb6b8ea064bb4474b521b7657e/0131876267v1.jpeg "Das Manager Magazin hat gestern verlauten lassen, dass die schweizerische Großreederei MSC und vor allem ihr Patron weiterhin versucht, große Anteile an Hapag-Lloyd zu bekommen. Das Gerücht wurde heute von den Schweizern dementiert ... (Bild: Hapag-Lloyd)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Höherer Ausstoß dank Re-Tooling
Das Umrüsten einer Anlage kann die Effizienz und Präzision eines Bearbeitungsprozesses steigern. Besonders gute Ergebnisse lassen sich erzielen, wenn Werkzeug, Spannlösung sowie Bearbeitungskonzept auf Maschine und Bearbeitungsaufgabe zugeschnitten sind.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5e/60/5e60d37e6177a/phorn-socialmedia-rgb-quadrat-2018-07-11.png "phorn_socialmedia_RGB_quadrat_2018-07-11.png (Hartmetall-Werkzeugfabrik Paul Horn GmbH)")
Als Stefan Plätzer im Frühjahr 2011 die Gelegenheit erhielt, einen kleinen, aber feinen Maschinenbauer in Eggolsheim zu übernehmen, waren für ihn zwei Faktoren ausschlaggebend, die ihn den Schritt in die Selbstständigkeit wagen ließen: die allseits anerkannte Zuverlässigkeit des Unternehmens und die ausgezeichnete Qualität der gefertigten Produkte. Plätzer hat den Metallberuf von der Pike auf gelernt und war zuletzt als Betriebsleiter bei einem renommierten Automobilzulieferer tätig. Mit seiner eigenen Firma startete er durch. „Als kleiner Fertiger von Einzelteilen, Klein- und Mittelserien können wir aber nur auf dem Markt bestehen, wenn wir dauerhaft marktgerechte Preise anbieten können“, sagt er. Ein wichtiger Faktor dafür sind die Bearbeitungsprozesse sowie die eingesetzten Werkzeuge. Am Markt wird allerdings eine Vielzahl an Werkzeugen zum Bohren und Fräsen angeboten. Deren Potenzial für die eigene Fertigung auszuloten, dazu haben kleinere Metall verarbeitende Unternehmen oft nicht die zeitlichen und personellen Ressourcen.
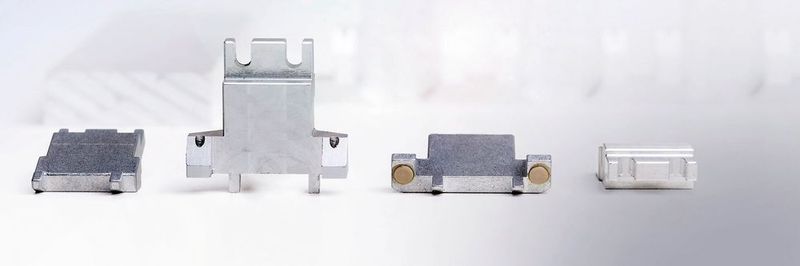
:quality(80)/images.vogel.de/vogelonline/bdb/1367200/1367274/original.jpg "(Mapal)")
:quality(80)/images.vogel.de/vogelonline/bdb/1367200/1367276/original.jpg "(Mapal)")
:quality(80)/images.vogel.de/vogelonline/bdb/1367200/1367277/original.jpg "(Mapal)")
:quality(80)/images.vogel.de/vogelonline/bdb/1367200/1367279/original.jpg "(Mapal)")
Hier kann es sich lohnen, einen Partner wie Mapal mit ins Boot zu holen. Der Werkzeugspezialist aus Aalen verfügt neben der umfassenden Werkzeugtechnologie auch über Erfahrungen in der Auslegung von Bearbeitungsprozessen und Spannkonzepten sowie der Programmierung von Bearbeitungsmaschinen.
Dass davon gerade auch kleinere und mittelständische Unternehmen profitieren, die sich auf die Fertigung von Einzelteilen, Klein- und Mittelserien spezialisiert haben, zeigt ein aktuelles Projekt bei Plätzer. Dem Unternehmen ging es vor allem darum, die Bearbeitungszeit und die Prozesssicherheit für die Herstellung von zwei Robotergreifertypen zu verbessern. Diese Greifer verwendet der Auftraggeber von Plätzer, um winzige Keramikteile sicher zu fixieren, damit diese automatisiert mit einer Schleifscheibe in die vorgeschriebene Form gebracht werden können. Entsprechend eng sind die Toleranzvorgaben: Die Abweichung der Parallelität und Rechtwinkligkeit der Flächen ist auf nur 0,02 mm beschränkt.
„Anfänglich lautete unser Auftrag, pro Monat zehn Stück der filigranen Aluminiumgreifer zu fertigen“, erläutert Plätzer. „Dann stieg die monatlich abgerufene Menge im Laufe der Zeit auf mehrere Hundert Stück an. Das war mit unserem bisherigen Bearbeitungskonzept nicht mehr wirtschaftlich umsetzbar.“
Steigende Produktionsmenge erfordert stabileren und effizienteren Prozess
Dieses Konzept basierte auf dem Einsatz konventioneller Hartmetallbohrer und -fräser. In drei Aufspannungen wurden jeweils vier Bauteile hintereinander aus dem Vollen gefräst und fertig bearbeitet. Die Bearbeitung dauerte über eine Stunde. Plätzer musste daher die Fertigung auf zwei Bearbeitungszentren aufteilen.
Christian Sandmann, verantwortlicher Qualitätsmanager bei Plätzer, blickt zurück: „Wir mussten immer wieder nachsteuernd eingreifen, zusätzliche Maschinenkapazitäten einsetzen und zum Teil Überstunden anordnen, um die bestellte Menge termingerecht ausliefern zu können. Das war auf Dauer nicht akzeptabel.“
:quality(80)/images.vogel.de/vogelonline/bdb/1339200/1339280/original.jpg "Sonderwerkzeug von Mapal zur Fertigung von Bohrkronen für die Bergbauindustrie. Der Einsatz von Dualcys von Henkel erübrigt den sonst erforderlichen Einsatz von Lösemitteln zum Entfetten und anschließenden Verkleben der Bauteile (Henkel, CAS004)")
Ressourceneffizienz
Synergie von Reiniger und Kühlschmierstoff
In dieser Situation erinnerte sich der Qualitätsverantwortliche an seinen Freund Markus Meyer, der bei Mapal als technischer Berater tätig ist. Beim kurzfristig vereinbarten Firmenbesuch ließ Meyer sich den Bearbeitungsprozess vorführen und identifizierte einen vielversprechenden Ansatzpunkt für die Reduzierung der Hauptzeit: einen Wechsel von einfachen Hartmetall- zu PKD-Werkzeugen, die sich durch wesentlich höhere Vorschubgeschwindigkeiten und Standmengen auszeichnen.
Halbierung der Bearbeitungszeit durch PKD statt Hartmetall
In einem ersten Schritt schlug Meyer den Einsatz von zwei PKD-Fräsern vor. Die Greifer werden aus dem Vollen gefräst, daher sind der Fräsanteil und damit das Einsparungspotenzial bei dieser Zerspanungsaufgabe hoch. Stefan Plätzer griff diesen Vorschlag auf. Mit Erfolg: Ohne weitere Optimierungsmaßnahmen wurde die Bearbeitungszeit für ein Teil von 15 Minuten auf 2 Minuten reduziert.
„Wir haben lange an der herkömmlichen Technologie festgehalten. Der eng getaktete Alltag ließ kaum Raum für eine weiterreichende Evaluierung neuer Technologien“, erinnert sich Plätzer. „Seitdem wir Mapal an unserer Seite haben, profitieren wir unter anderem von der Erfahrung und der Innovationskraft des Unternehmens und seiner Mitarbeiter. So können wir Optimierungspotenziale deutlich früher erkennen und nutzen.“
Der schnelle Weg zum maßgeschneiderten Bearbeitungsprozess
Entsprechend aufgeschlossen war Stefan Plätzer, als Markus Meyer das komplette Re-Tooling für die Greiferfertigung ins Spiel brachte, um insbesondere die Prozesssicherheit durch eine neue Vorrichtung zu erhöhen. „Wichtig war uns, dass sich sowohl die Werkzeuge als auch die Vorrichtung möglichst universell einsetzen lassen, da wir vorrangig in einem Segment aktiv sind, das von Einzelstück- und Kleinserienfertigung geprägt ist“, sagt Stefan Plätzer.
Nachdem ein entsprechendes Konzept in enger Abstimmung ausgearbeitet war, erhielt Mapal den Auftrag zu dessen Umsetzung. Das Serviceteam des Werkzeugspezialisten übernahm dabei alle erforderlichen Arbeiten: angefangen bei der Auslegung des Bearbeitungsprozesses einschließlich des Spannzeugs über die Konstruktion und Organisation des Vorrichtungsbaus bis hin zur Maschinenprogrammierung vor Ort. Auch das Einfahren des Prozesses erledigten Spezialisten des Werkzeugherstellers.
Re-Tooling sorgt für höhere Effizienz und Prozesssicherheit
Das Ergebnis überzeugt: Plätzer fertigt jetzt 24 Teile in nur 48 Minuten, und das mit deutlich höherer Präzision und Prozesssicherheit als zuvor. Einen wesentlichen Beitrag zu dieser spürbaren Verbesserung hat neben dem Einsatz der PKD-Werkzeuge und eines maßgeschneiderten VHM-Stufenbohrers von Mapal die neue Vorrichtung geleistet. Die Spannvorrichtung für den ersten Greifertypen verfügt über 24, die für den zweiten Greifertypen über 36 Spannplätze. Zudem wurde die Zahl der Aufspannungen von drei auf zwei reduziert.
Die Zeiteinsparung ist dabei so groß, dass die Produktion beider Greifertypen auf nur einer Maschine realisiert werden kann. Plätzer hat damit vier Wochen Maschinenkapazität bei einer Produktionsmenge von 800 Stück pro Monat gewonnen. Diese stehen jetzt für neue Projekte zur Verfügung. Dazu erläutert Plätzer: „Stehen neue Projekte an, halten wir bei Bedarf bereits in der Angebotsphase Rücksprache mit Markus Meyer und klären, ob Mapal uns dabei unterstützen kann, die Projekte zu marktgerechten Preisen übernehmen zu können.
Bei der Beratung haben wir schon mehrfach erlebt, dass für Mapal nicht der Umsatz entscheidend ist, dem Werkzeughersteller geht es darum, uns fit für die Zukunft zu machen, damit wir gemeinsam und partnerschaftlich vorankommen.“
:quality(80):fill(efefef,0)/p7i.vogel.de/wcms/5f/fe/5ffec2f10d552/playout.jpg "playout ()")
:quality(80)/images.vogel.de/vogelonline/bdb/1273800/1273887/original.jpg "Mit dem Modul „Reconditioning Management“ von c-Com haben Nutzer jederzeit einen detaillierten Überblick, unter anderem darüber, wie viele neue, wiederaufbereitete und stumpfe Werkzeuge in ihr Lager sind. (c-Com GmbH)")
Werkzeugmanagement-Plattform c-Com
Mehrwert durch kollaboratives Datenmanagement
* Weitere Informationen: Mapal Fabrik für Präzisionswerkzeuge Dr. Kress KG in 73431 Aalen, Tel. (0 73 61) 5 85-0, info@de.mapal.com, www.mapal.com
(ID:45110577)
:quality(80)/p7i.vogel.de/wcms/04/03/04036c5b4cd7b5af3bc49dcf55da9345/0125069548v1.jpeg "Auf einer Doppelspindelmaschine von SW fertigt Schabmüller paarweise Radträger. Das Bild zeigt den Einsatz von Scheibenfräsern mit Wendeschneidplatten von Mapal. (Bild: Mapal)")
:quality(80)/p7i.vogel.de/wcms/14/92/14921a8db0bb4f8adcac7257bf592137/0125664600v1.jpeg "Auf einer DMG CMX 1100 V werden mehrere Bauteile nacheinander bearbeitet. Hohe Prozesssicherheit ist dabei wichtig. (Bild: Ingersoll)")