
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/3b/6a/3b6af94ef2c823808df4573fe3450624/0131761117v1.jpeg "Die OPS-Ingersoll-Senkerodiermaschine, die jetzt bei „1zu1scale“ zur Verfügung steht, erlaubt es nun, Spritzgießwerkzeuge auch aus langlebigem Stahl zu fertigen, was zur Erhöhung der möglichen Stückzahlen beiträgt. (Bild: D. Tdorovic)")
:quality(80)/p7i.vogel.de/wcms/86/4b/864b674a420db6438231fe384b9fe9ff/0131758767v1.jpeg "Dribbeln mit Hightech-Effekt! Früher wurde robustes Leder über den Rasen gekickt. Nun steht die WM bevor und Covestro lässt es sich nicht nehmen, zu erklären, dass die moderne Fußballwelt nicht ohne hochleistungsfähige Kunststoffe auskommen kann – und das nicht nur beim Ball! (Bild: The Game)")
:quality(80)/p7i.vogel.de/wcms/14/d7/14d7eccdd425e8e535b8a77585634cf1/0131757365v1.jpeg "Deutschland als industrieller Standort hat an Attraktivität verloren, wie allenthalben zu lesen ist. Fragt man die Chefs der drei größten Autokonzerne in Deutschland, so sehen diese noch nicht alles als verloren an. Allerdings sollte man ein Auge auf Chinas Exportambitionen haben ... (Bild: Schrauberwelten)")
:quality(80)/p7i.vogel.de/wcms/9e/f8/9ef870a47500aa9614bd17b62272f54e/0131600867v1.jpeg "Durch ein eigens entwickeltes Sonderwerkzeug zur Fertigung eines Maulteils hat sich die Standzeit um das Dreifache erhöht. (Bild: HPTec GmbH)")
:quality(80)/p7i.vogel.de/wcms/64/c2/64c27ce7e92be9345ea5d8c982193035/0131757957v1.jpeg "Im Rahmen der strategischen Vorgehensweise verkauft Mutares nun die NEM Energy Group mit Hauptsitz in den Niederlanden ... (Bild: Mutares)")
:quality(80)/p7i.vogel.de/wcms/3c/52/3c5282e20ae487dde385fe5e95bd407a/0131767892v1.jpeg "Was man diesem Bild respektive der Verpackungsfolie nicht ansieht, ist, dass sie aus recyceltem Kunststoff besteht, der dazu auch effektiv dekontaminiert werden konnte. Am Fraunhofer ICT hat man damit Forschungen betrieben und auch den Brandschutz im Bahnverkehr verbessern können. (Bild: Fraunhofer ICT)")
:quality(80)/p7i.vogel.de/wcms/79/ea/79ea8c0684b1d635f8fe480cc7938f1d/0131743131v1.jpeg "Dieser Schweißfacharbeiter trägt, weil sonst kein System für die Schweißrauchabsaugung möglich war, einen Schutzhelm des Typs Vizor Air/3X Connect von Fronius als persönliche Schutzausrüstung. (Bild: Fronius)")
:quality(80)/p7i.vogel.de/wcms/fa/8e/fa8e2631478312ec9d5b260e947547dc/0131731546v1.jpeg "Das ist ein Hinweis von Wings for Living, dass in die Jahre gekommene Rotorblätter von Windkraftanlagen nicht unbedingt auf der Halde oder im Ofen landen müssen. (Bild: Wings for Living)")
:quality(80)/p7i.vogel.de/wcms/c3/9c/c39cb7f220d7afebef538b7ddad46479/0131756980v1.jpeg "Neura Robotics ist ein deutscher Spezialist für humanoide Roboter (Humanoide). Hier präsentiert sich der Mitgründer David Reger mit einem Vertreter dieser künstlichen Spezies. Er hat grund zum Lachen, denn man konnte von Investoren jüngst wieder über eine Milliarde Dollar einsammeln ... (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/67/e6/67e6e1c8bffa9aa3b492831ba549b3b7/0131756867v1.jpeg "Bosch verliert im normalen Geschäft bekanntlich immens an Boden. Das soll sich nun ändern, indem man sich in Richtung künstlicher Intelligenz und humanoider Robotik stärker engagiert ... (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/72/68/72682f52043b5cbd4542500356ca514d/0131756762v1.jpeg "Mercedes-Benz macht den nächsten Schritt in Richtung Rüstungstechnik. Konkret geht es um eine Kooperation mit dem Start-up Tytan, das für seine Drohnentechnik bekannt ist. Unter anderem die G-Klasse soll wohl Basis für ein neues, schlagkräftiges Drohnenabwehrsystem werden ... (Bild: Merceds-Benz)")
:quality(80)/p7i.vogel.de/wcms/2c/2a/2c2a37f8d3ce265602971cb696a05066/0131738366v1.jpeg "ERC System ist ein Start-up, das sich auch der Drohnenentwicklung widmet. Was man hier sieht, ist eine Schwerlastdrohne, die 250 Kilogramm wuppen kann. Vor allem das Militär interessiere sich für das unbemannte Flugsystem, das nun schneller kommt, als zunächst geplant ... (Bild: ERC System)")
:quality(80)/p7i.vogel.de/wcms/15/21/15215c2fd9f0de65f357a6d551f2bd47/0131643181v2.jpeg "Eine durchgängige Sicht auf eine Funktion als Ganzes muss Informationen aus Software, Sensorik, Hardware, Sicherheit und Zulassungen in einem System vereinen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/b5/7c/b57c17feb18fd09b3fffb6a4a6fa5eaf/0131692255v4.jpeg "Ein Bediener bei der Werkzeugvermessung mit STP Futura CNC: Effizienter durch die Integration in die Werkzeugmanagementsoftware Tooldirector VM von Coscom. (Bild: Coscom)")
:quality(80)/p7i.vogel.de/wcms/a8/56/a856cd08697317915387cff3ae5f0bb9/0131689370v1.jpeg "Wacker zeigt auf der Battery Show in Stuttgart vom 9. bis 11. Juni, was man mit Silicon in der Elektromobilität alles erreichen kann. Dazu gehört etwa das Elastomer Elastosil CM RT, das sich bei einwirkender Hitze in Keramik verwandelt und Strahlung abschirmt. Aber das ist noch nicht alles ... (Bild: A. Zeller / Wacker)")
:quality(80)/p7i.vogel.de/wcms/66/70/6670ac1701a41bc95a2abd9c04123e1a/0131680763v1.jpeg "Das telemetrische Messsystem (TMS) von Kistler arbeitet mit dem mobilen Ladungsverstärkermodul 5190A. Es kann direkt auf dem Sensor auf der sich bewegenden Maschinenkomponente montiert werden. Auch das stationäre Basismodul 5290A gehört dazu. Es wird allerdings am Maschinenrahmen angebracht. (Bild: Kistler)")
:quality(80)/p7i.vogel.de/wcms/a9/bc/a9bc6496fbb30a561cd946a3f01bf5ae/0131675964v1.jpeg "Künstliche Intelligenz zu nutzen, ist für viele Unternehmen immer attraktiver, wie das Ifo-Institut herausgefunden hat. Die Zahl der User nimmt jedenfalls kontinuierlich zu. Doch wie der ZEW ermittelt hat, gibt es auch Unternehmen, die KI strikt verbieten ... (Bild: © fotomek - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/8a/e7/8ae749764553b759afd861f0e7012e3c/bild1-1315x740v1.jpeg "Schweißzange beim Fügen einer B-Säule unter Laborbedingungen im Fraunhofer-IPK. (Bild: Fraunhofer-IPK)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/28/e5/28e5ed93273cca732680536cadf2aaad/0131756782v1.jpeg "Neuigkeiten vom Umbau des Konzerns Thyssenkrupp zu einer Holding! Wie man jetzt erfahren darf, heißt im Zuge dessen die Sparte Thyssenkrupp Materials Services nun TK Accelis. Was dahintersteckt, verrät dieser kurze Bericht ... (Bild: Thyssenkrupp)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Einsatzhärtetiefe Neuartiges Einsatzhärteverfahren verhindert frühzeitige Zahnradschäden
Die Einsatzhärtetiefe lässt sich am Bauteil zerstörungsfrei nur indirekt über eine Couponprobe erahnen. Dass diese nach Abschluss der Hartbearbeitung dem Belastungskollektiv standhalten kann, wird schlicht vorausgesetzt. Unberücksichtigt bleibt dabei, dass bereits vermeintlich „kleine“ Änderungen in der chemischen Zusammensetzung und Gefügestruktur des Materials darüber entscheiden, ob ein Zahnrad in der Praxis wärmebehandlungstechnisch geeignet ist.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/132600/132616/65.png "index.png ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/45900/45920/65.jpg "Logo_Neu.jpg ()")
Bei der einzustellenden oder geforderten Einsatzhärtetiefe am Fertigbauteil sind nebst der Normvorgabe mindestens auch die Bearbeitungs- und/oder Schleifzugaben zu berücksichtigen und hinzuzufügen. Tatsächlich verhält es sich nämlich so, dass die in der Wärmebehandlung eingestellte Einsatzhärtetiefe vom Zahnkopf zum Zahnfuß hin deutlich abnimmt. Wird das nicht berücksichtigt, sind in vielen Fällen frühzeitige Zahnradschäden wie Graufleckigkeit, Pittings, Risse und sogar Zahnausbrüche die Folge. Vor diesem Hintergrund hat die C. u. W. Keller GmbH & Co. KG bei kritischen Bauteilen und hohen Beanspruchungsfällen über die letzten 15 Jahre ein besonderes Verfahren entwickelt, bei dem das Zahnrad in der finalen Grünfertigung bewusst um einen bestimmten Faktor zu klein gefertigt wird.
:quality(80)/images.vogel.de/vogelonline/bdb/932500/932583/original.jpg "(Bild: Keller)")
:quality(80)/images.vogel.de/vogelonline/bdb/932500/932579/original.jpg "(Bild: Keller)")
:quality(80)/images.vogel.de/vogelonline/bdb/932500/932578/original.jpg "(Bild: Keller)")
:quality(80)/images.vogel.de/vogelonline/bdb/932500/932588/original.jpg "(Bild: Keller)")
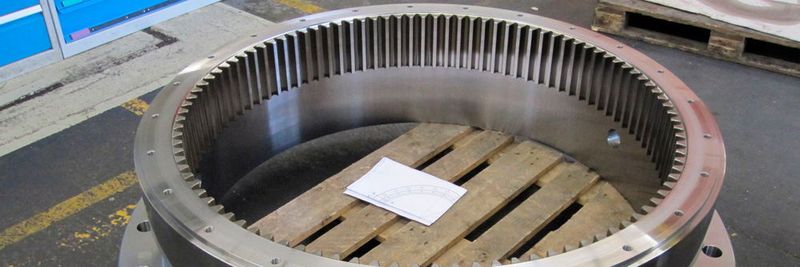
Getriebe und Zahnräder dienen zur Kraft- und Bewegungsübertragung. Dabei greifen die Zähne der entsprechenden Zahnräder formschlüssig ineinander ein (Bild 2). Hierbei werden die Zähne einer Fülle von Beanspruchungsarten ausgesetzt ( wie Flächenpressung oder Biegung). Insbesondere die komplexe Betrachtung von resultierender Flächenpressung, Reibung und Druckeigenspannungen im oberflächennahen Bereich profitiert hierbei von den Erkenntnissen aus der Hertz´schen Pressung (Bild 3).
Einsatzhärten lässt Zahnräder den Belastungen standhalten
Die heute wirtschaftlich und technisch optimale und am weitesten verbreitete Lösung dieser Beanspruchung standzuhalten, besteht in der Verwendung einsatzgehärteter Zahnräder. Einsatzstähle sind Baustähle mit geringem Ausgangs-Kohlenstoffgehalt, die an der Oberfläche aufgekohlt und anschließend gehärtet werden (Bild 4). Diese sind aufgrund ihres Verbundwerkstoffcharakters sowohl verschleißfest an der Oberfläche, als auch zäh im Werkstoffinneren. Eine besondere Rolle spielt dabei aber auch die enorm hohe Tragfähigkeit dieses Verbundwerkstoffes aufgrund der harten martensitischen Oberfläche. Das Einsatzhärten setzt sich aus zwei Verfahrensschritten zusammen, dem Aufkohlen (Kohlenstoff diffundiert in den Werkstoff hinein) und dem Härten (Abschrecken und Anlassen im Ölbad – Bild 4).
In der Getriebe- und Zahnradbranche wird die Herstellung qualitativ hochwertiger Zahnräder stillschweigend vorausgesetzt. Im Brennpunkt des Kundeninteresses stehen die rechnerisch optimale Auslegung und die Einhaltung geometrischer Anforderungen. Weniger Beachtung finden werkstofftechnische Anforderungen, obschon der eingesetzte Werkstoff – meist der Einsatzstahl 18CrNiMo7-6 – enormen Einfluss auf Erfolg oder Misserfolg ausübt. Vermeintlich kleine Änderungen in der chemischen Zusammensetzung und Gefügestruktur entscheiden darüber ob ein Zahnrad in der Praxis wärmebehandlungstechnisch geeignet und dem Belastungskollektiv standhalten kann. Geradezu sträflich vernachlässigt wird aber die Frage der am Zahnrad vorhandenen Einsatzhärtetiefe (oder CHD Case Hardening Depth), nach Abschluss der Hartbearbeitung.
Auch die gewünschte Einsatzhärtetiefe am Zahnrad wird schlicht und einfach vorausgesetzt. Dabei wird aber ausgeklammert, dass über 200 Einflussparameter bekannt sind, welche das Zustandekommen der Einsatzhärtetiefe beeinflussen und diesbezügliche Zahnradschäden eine sehr häufige Ausfallursache darstellen. Dies ist wohl der Tatsache geschuldet, die Einsatzhärtetiefe am Bauteil zerstörungsfrei lediglich indirekt über eine Couponprobe erahnen zu können. Die Konsequenz dessen ist in vielen Fällen frühzeitige Zahnradschäden wie Graufleckigkeit, Pittings, Risse und sogar Zahnausbrüche.
Wieviel Einsatzhärtetiefe hätten Sie denn gerne?
Je nach zugrundeliegender Auslegungsnorm (DIN, ISO, AGMA oder andere) muss eine entsprechende Einsatzhärtetiefe am fertig bearbeiteten Zahnrad, vorgesehen werden. Im Falle der AGMA, stehen belastungsabhängig zwei unterschiedliche Einsatzhärtetiefen zur Auswahl:
| DIN/ISO | Einsatzhärtetiefe = 0,15 x mn |
| Nieman* | Einsatzhärtetiefe = 0,1 – 0,2 x mn |
| AGMA (normaler Einsatzfall) | Einsatzhärtetiefe = 0,19 x mn0,86 |
| AGMA (schwerer Einsatzfall) | Einsatzhärtetiefe = 0,17 x mn1,12 |
| *0,1 x mn im Fuss und 0,2 x mn an der Flanke |
Bei der AGMA-Norm ist zu berücksichtigen, dass die AGMA den Einsatzhärtetiefe Wert bis zur Grenzhärte HV 513 berücksichtigt [1], die DIN/ISO demgegenüber schreibt eine minimale HV von 550 vor [2, 3, 4] bis zu welcher die Einsatzhärtetiefe berücksichtigt werden darf.
(ID:43646193)
:quality(80)/p7i.vogel.de/wcms/eb/1d/eb1dfa56d3e9455ef651a5abe6bd7019/0127183224v1.jpeg "Am Fraunhofer-IPK wird untersucht, wie Nickelsuperlegierungen additiv vearbeitet werden können. Hier per Elektronenstrahl geschweißte I-Nähte an einem Blech aus Inconel 939 (IN939). A): Materialkombination aus Guss- und AM-Komponente. B) Reines additiv verarbeitetes Material. (Bild: Fraunhofer-IPK)")
:quality(80)/p7i.vogel.de/wcms/2b/24/2b244939b9a8eee892a8d505ea22902f/0127382378v2.jpeg "Beim Getränkehersteller Rivella reduzierten sich durch die automatisierte Formatverstellung an den Förderbändern und Abfüllstationen die Stillstandszeiten beim Produktwechsel. (Bild:Igus)")