
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/45/82/4582029a6c52147b858abf226a232da5/0132225646v1.jpeg "Gravierende Veränderungen stehen bei Hüttenwerke Krupp Mannesmann (HKM) an. Denn jetzt übernimmt die Salzgitter AG alle Anteile. Leider wird das die meisten Jobs bei HKM kosten. Auch die jährliche Rohstahlproduktion soll eingedampft werden, damit die Zukuft sicher ist ... (Bild: HKM)")
:quality(80)/p7i.vogel.de/wcms/7f/56/7f568a517b78904719fa4e60a373c62b/0132154064v1.jpeg "Berg Spanntechnik nutzt zahlreiche verschiedene Werkzeugaufnahmen von Haimer. (Bild: Haimer)")
:quality(80)/p7i.vogel.de/wcms/51/55/515595e334cfdcd8ef91c38c4bb1cfe2/0132212438v1.jpeg "Die Montage des Unterbodenschutzes bei Fahrzeugen belastet meistens die Mitarbeiter mehr als andere Jobs. Deshalb versuchen Forscher des Fraunhofer IWU den Prozess zu automatisieren. Das ist aber nicht so einfach! Hier erklären die Experten aber, was man dennoch machen kann ... (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/0a/28/0a28f1523c88c0062b1cd3a7c5de55cb/0132157776v1.jpeg "Auf gutem Kurs! Wie die Marinesektion des VDMA ermittelt hat, hat die maritime Zulieferindustrie in Deutschland geschäftlich zum vierten Mal gut abgeschnitten. Hier die Details ... (Bild: dpa)")
:quality(80)/p7i.vogel.de/wcms/9d/0c/9d0cbbfd83ad722299a5675177fb7db2/0132248387v1.jpeg "Wasserstoff ist ein Schlüssel für die Energiewende. Vor allem, wenn er aus grünen Stromquellen stammt. Damit die Ausbeute noch höher wird, hat Evonik die Duraion-Membran aus Kunststoff entwickelt, die jetzt in größerem Maßstab hergestellt wird. (Bild: Green World)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/5d/5a/5d5ab46ac72947795aa5571ce592c70a/0132237722v1.jpeg "Rheinmetall und MBDA dürfen ein laserbasiertes Drohnenabwehrsystem entwickeln, das der Marine zugute kommen soll (Symbolbild). (Bild: Lichtspiele)")
:quality(80)/p7i.vogel.de/wcms/09/37/09372b8d96a3dbdde36fa29b7f1fec5b/0132235826v1.jpeg "Nicht ganz ohne Gruselfaktor! Ubtech hat jetzt seine neue Modellreihe ultra-bionischer Roboter vorgestellt. Sie heißt Uworld U1 und soll von der Industrie bis zum Verbraucher vermarktet werden. Hier mehr zu dieser Vision, die längst keine mehr ist, wie es scheint ... (Bild: Ubtech Robotics)")
:quality(80)/p7i.vogel.de/wcms/d1/5f/d15f17cc7ea952917bb2e0e583bca8e7/0132235643v1.jpeg "Damit die Luft über deutschen Industriekaminen in Zukunft klarer werden soll, hat der Bundestag am 9. Juli das EU-Gesetz zu strengeren Schadstoffausstoß-Regeln gebilligt. (Bild: W. Finnigan)")
:quality(80)/p7i.vogel.de/wcms/c5/48/c548c7c0b08a6c587ebc56ed2ee4ef72/0132211966v1.jpeg "Diamant ist das härteste Material, das der Mensch kennt. Brillant ist auch die Entwicklung von Mikrochips. Doch die Qualitätssicherung, um verlustreichen Ausschuss zu vermeiden, hinkt. Das bayerische Start-up Quantum Diamonds hat nun viel Geld erhalten, um dem Problem zu begegnen ... (Bild: van Breuden)")
:quality(80)/p7i.vogel.de/wcms/a3/07/a307373cca308f3ab9f2dd93eb923332/0132185639v3.jpeg "Der bayerische Autokonzern BMW wurde im ersten Quartal von Platz zwei bei den Neuzulassungen für Elektroautos, hier ein i4, in Deutschland verwiesen. Nun hat er sich den Rang wieder sichern können ... (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/6e/19/6e195e352c2fee540f5b963aa6aa9587/0132098686v2.jpeg "Bilz-Entwicklungsleiter David Brenk hat etwas gegen Vibrationen. Zum Beispiel diese neu entwickelte Elektronisch Pneumatische Niveauregelung (EPN) – erstmals mit berührungsloser Abstandsmessung. (Bild: Baumer)")
:quality(80)/p7i.vogel.de/wcms/79/0c/790cbdaf9de9a95cb97ffd6bcef5d74d/0132211217v1.jpeg "Schaltschränke sind im Maschinen- und Anlagenbau noch lange nicht überflüssig. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/12/16/12161757f2b43219488fd7d2e8760f83/0132115856v2.jpeg "Die Mink-Rack-Brush wurde u. a. in einem Server-Rack von Stengel verbaut. (Bild: Mink Bürsten)")
:quality(80)/p7i.vogel.de/wcms/39/e0/39e063863a8e2b105fa0d0f895dffe79/0132152346v1.jpeg "Beispiele, für welche Art von thermoplastischen Bauteilen aus PP, PP, PA oder anderen Kunststoffen, die kompakte Spritzgießmaschine APSX-PIM V3 zur Prototypen- oder Kleinserienfertigung genutzt werden kann ... (Bild: APSX)")
:quality(80)/p7i.vogel.de/wcms/98/6f/986f1f8ab14249e6769b0af86edeff90/0132102301v2.jpeg "„Wir wollen uns mit kurzen Lieferketten, hoher Zuverlässigkeit und maßgeschneiderten Systemlösungen differenzieren“, so Sascha Eberhard, CEO bei Franke. (Bild: Franke)")
:quality(80)/p7i.vogel.de/wcms/38/a8/38a84c821462c50bf9ec021dfa36666f/0132089031v2.jpeg "Die Sommererhebung 2026 des Energieeffizienz-Index der deutschen Industrie: Trotz steigender Investitionen sinkt die relative Bedeutung von Energieeffizienz auf einen historischen Tiefstand. (Bild: frei lizenziert / Анна)")
:quality(80)/p7i.vogel.de/wcms/33/5a/335a63892c7478c0cd6db4059a81e182/0132142532v1.jpeg "Samsung genießt in Sachen Umsätze und Gewinn seit Jahren wahre Höhenflüge. Ausgelöst wird die Thermik durch den KI-Boom. Jetzt berichten die Südkoreaner erneut über einen Rekord ... (Bild: Samsung)")
:quality(80)/p7i.vogel.de/wcms/77/59/77591b47d2c5cfe5842ec8832c9f32e5/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/e5/69/e56902af4ed24da6551ee7fa10337c1d/0132236420v1.jpeg "Das ist ein winziges donutartiges Kohlenstoffmolekül. Es entwickelt unter elektrischer Spannung stabile toroidale Momente, auf die sich die Welt des Quantencomputings freuen dürfte, wie Forscher der Martin-Luther-Universität Halle-Wittenberg glauben ... (Bild: MLU)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/fe/57/fe574f60bb95de15c05a0083c2eeb01b/0132240745v2.jpeg "Aufstellung zur Übergabe des 100.000sten aufgearbeiteten Gebrauchtstapler (v.l.): Jungheinrich-Vertriebsvorständin Nadine Despineux, MVN-Geschäftsführer Giuliano Santi und Tino Alban, Werkleiter Jungheinrich-Gebrauchtgeräte-Zentrum Dresden. (Bild: Jungheinrich)")
:quality(80)/p7i.vogel.de/wcms/df/69/df699f99c7a845b0d55927d2d2b62aaf/0132216854v1.jpeg "Neu: Infios Archer, die Intelligenzebene für die KI-gesteuerte Supply Chain Execution, sorgt dafür, dass gestörte Lieferketten reaktionsfähig und resilient bleiben. (Bild: Infios)")
:quality(80)/p7i.vogel.de/wcms/13/52/13523c7f2712ff07f346d24bf20f96bf/0132214563v1.jpeg "Der hochmodern Mikrochip H200 von Nvidia ist vor allem für Rechenleistung im Rahmen der künstlichen Intelligenz begehrt. Seit einiger Zeit hat China die Einfuhr verboten. Nun hat man sich aber dazu entschlossen, dass chinesische KI-Player doch wieder zugreifen dürfen ... (Bild: Nvidia)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Blechmassivumformung Auch inkrementell rechnet sich die Blechmassivumformung
Die inkrementelle Blechmassivumformung ermöglicht eine flexible Herstellung von Funktionsbauteilen durch den Einsatz von Massivumformprozessen auf Bleche. Mit einer lokalen Einstellung der Blechdicke lassen sich so belastungsangepasste Bauteile realisieren.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/92600/92639/65.png "SMW_LOGO_blau.png ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56100/56125/65.jpg "Trivid_Logo_easy-video-creation_254pixel.jpg ()")
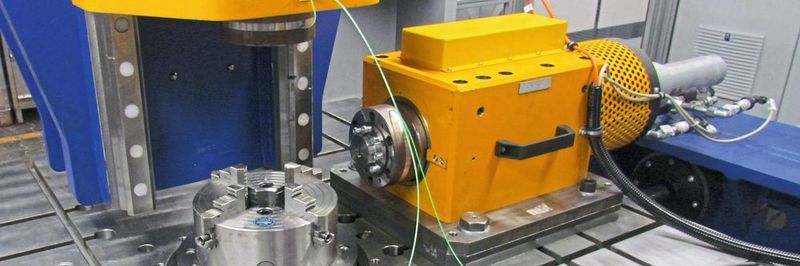
Die bislang am Institut für Umformtechnik und Leichtbau (IUL) der TU Dortmund nur in ihren Grundlagen untersuchte Blechmassivumformung wurde nun auch im Hinblick auf einen industriellen Technologieeinsatz weiterentwickelt (Bild 1). Mit dünnen Ausgangsblechdicken (s0 = 2–3 mm) werden relevante Bauteilbereiche in der Randzone zunächst in einem Kammerungswerkzeug aufgedickt (Bild 2). Anschließend erfolgt eine umformtechnische Ausformung einer Verzahnung. Die untersuchten Prozessvarianten zum Randaufdicken waren abgleitend, abwälzend und getaktet; zum Verzahnen waren es getaktete und rotierende Varianten (Bild 3). Durch eine gezielte Lokalisierung des Materials wird Werkstoff eingespart und das Bauteilgewicht reduziert.
Umformung verbessert Bauteileigenschaften
Im Vergleich zu geschmiedeten oder feingeschnittenen Funktionsbauteilen, bei denen die Verzahnung in der Regel spanend eingebracht wird, ergibt die umformtechnische Verzahnung weitere Vorteile wie einen durchgängigen Werkstofffaserverlauf und verbesserte mechanische Bauteileigenschaften. Durch die für die inkrementelle Blechmassivumformung charakteristischen hohen Umformgrade von bis zu φ = 4 kann das Verfestigungspotenzial der Werkstoffe nahezu vollständig ausgeschöpft werden. Dies könnte eine Wärmebehandlung nach der Bauteilherstellung gegebenenfalls überflüssig machen.
:quality(80)/images.vogel.de/vogelonline/bdb/1503700/1503742/original.jpg "(IUL)")
:quality(80)/images.vogel.de/vogelonline/bdb/1503700/1503743/original.jpg "(IUL)")
:quality(80)/images.vogel.de/vogelonline/bdb/1503700/1503744/original.jpg "(IUL)")
:quality(80)/images.vogel.de/vogelonline/bdb/1503700/1503745/original.jpg "(IUL)")
Bei Untersuchungen konnten drei wesentliche Herausforderungen beobachtet werden:
- die Gratbildung zwischen dem Umformwerkzeug und der zur Steuerung des Werkstoffflusses benötigten Kammerung, die eine Nachbearbeitung der Geometrie notwendig macht,
- bestehende Kammerungskonzepte, die durch geometrisch vorgegebene Kavitäten keine flexible Einstellung der Randaufdickung zulassen, und
- eine deutlich längere Prozesszeit inkrementeller Umformverfahren im Vergleich zu einstufigen Umformverfahren.
Die anfänglich untersuchte Prozessroute zur Herstellung eines rotationssymmetrischen belastungsangepassten Zahnrades durch abgleitendes Randaufdicken und nachgelagertes getaktetes Verzahnen führte bei einem Bauteil mit 62 Zähnen zu einer Prozesszeit von 1800 s. Die Prozesszeit für ein industriell hergestelltes Referenzbauteil, bei dem die Verzahnung spanend eingebracht wurde, beträgt lediglich 40 s. Dies stellte die obere Grenze hinsichtlich einer wirtschaftlichen Nutzung der inkrementellen Blechmassivumformung dar (Bild 4 und 5).
Die Prozessbeschleunigung konnte mit frei rotierenden Werkzeugen für das Randaufdicken und Verzahnen erreicht werden. Durch abwälzende statt abgleitender Randaufdickwerkzeuge reduzierte sich die geschwindigkeitsabhängige Werkzeugerwärmung. Zudem entfallen die Zustellzeiten des getakteten Verzahnens. Diese Vorteile werden begleitet von einem geänderten Werkstofffluss, welcher beim nachgelagerten rotierenden Verzahnen zur Beschädigung bereits ausgeformter Formelemente führt (Bild 6).
Dieser Effekt ist auf die zustellbedingte Änderung des temporären Teilkreisdurchmessers während des frei rotierenden Verzahnungsprozesses zurückzuführen (Bild 7). Hierdurch verringert sich während des Prozesses die Zahl der Formelemente über den Bauteilumfang. Dieser Effekt kann durch eine Synchronisation der Umfangsgeschwindigkeiten zwischen Werkzeug und Werkstück verhindert werden (Bild 8).

Kammerungswerkzeug zum Patent angemeldet
Ein wesentliches Ergebnis der Untersuchungen ist ein zum Patent angemeldetes variables Kammerungswerkzeug (Bild 9). Dessen neuartiges Kammerungskonzept ermöglicht das Überwinden der Hürden für eine industrielle Nutzung der inkrementellen Blechmassivumformung. Anders als beim bisherigen Werkzeugkonzept erfolgt die Steuerung des axialen Werkstoffflusses nicht mehr durch werkstückseitig angeordnete starre Kammerungsplatten (Bild 2), sondern durch axial bewegliche Kammerungswerkzeuge (Bild 10). Diese können während des Prozesses stufenlos axial zugestellt werden und definieren hierdurch die Höhe der Randaufdickung. Insbesondere für große Aufdickverhältnisse können somit Umformstufen für das Randaufdicken entfallen, ohne dass die weit auskragenden Blechronden knicken. Die zur Beibehaltung der ausgeformten Formelemente benötigte Werkzeugsynchronisierung wurde durch einen zusätzlichen Servomotor realisiert.
* Sebastian Wernicke und Dr. Peter Sieczkarek sind wissenschaftliche Mitarbeiter, Prof. A. Erman Tekkaya ist Leiter des Instituts für Umformtechnik und Leichtbau der TU Dortmund in 44227 Dortmund
(ID:45650419)
:quality(80)/p7i.vogel.de/wcms/17/a5/17a5516a6874a826e84a58e506e3ad90/0129133905v3.jpeg "Bei diesem Doppelwerkzeug (Innenteil BMW) hat sich SWZ über das digitale Tuschieren mehrere Tage Schleifarbeit gespart. (Bild: SWZ/Autoform)")
:quality(80)/p7i.vogel.de/wcms/de/21/de216ca95a794567b66d0f00164d2b67/0126578096v1.jpeg "Jetzt geht`s auch additiv rund! Studenten von der ETH Zürich haben es in Rekordzeit geschafft, quasi aus dem Nichts heraus, eine revolutionäre Art des 3D-Drucks mit mehreren Metallen gleichzeitig zu entwickeln. Lesen Sie hier, was es damit aufsich hat ... (Bild: ETH Zürich)")