
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/c9/3c/c93cfd3571314820aa379760130c4495/0131742792v1.jpeg "Ein großer Vorteil des neuen Systems ist zum einen die Stabilität des Haltersystems und zum anderen die Innere Kühlmittelzufuhr direkt an die Wirkzone. (Bild: Horn/Sauermann)")
:quality(80)/p7i.vogel.de/wcms/5a/20/5a202f8634eb58eb0bf9a3ca3765604b/0132084025v1.jpeg "Die Region um Frankfurt am Main darf sich über eine neue Siemens-Entscheidung freuen. Denn zum einen will man zwei Werke ausbauen und neue Jobs schaffen. Und zum anderen denkt man an einen Neubau in Offenbach ... (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/13/8f/138f8a18d061840ace8fadafb9a7fde7/0132083515v1.jpeg "Europas Autohersteller haben vielleicht die chinesische Konkurrenz bald direkt vor der Nase! Denn diese sucht verstärkt nach Werken in Europa, um etwa die neuen Zusatzzölle auf Hybride zu umgehen. BYD wird noch in diesem Jahr in Ungarn fertigen und wohl noch woanders ... (Bild: BYD)")
:quality(80)/p7i.vogel.de/wcms/a2/6d/a26d455b35bdf1620462ddc5d351442a/0132081862v1.jpeg "Ein 3D-Drucker bei der Arbeit an einer Art Abgaskrümmer respektive Medienverteilersystem. Das ist wieder so ein komplexes Teil, das in der Rüstung seinen Einsatz findet, weshalb die Mesago Messe Frankfurt der Formnext erstmals einen Defence-Bereich gibt. (Bild: Mesago)")
:quality(80)/p7i.vogel.de/wcms/36/06/3606db70383ba318d30a069bbe5a8d5e/andritzboersejubilaeum-c2-a9andritz-a-felten-002-2996x1684v1.jpeg "Joachim Schönbeck, Vorstandsvorsitzender bei Andritz, Wolfgang Leitner, Aufsichtsratsvorsitzender bei Andritz und Christoph Boschan, Vorstandsvorsitzender der Wiener Börse (v.l.) feierten am 1. Juli das 25-jährige Börsenjubiläum des Konzerns. (Bild: Andritz AG)")
:quality(80)/p7i.vogel.de/wcms/c9/67/c967e0ff749a573be28cd573deece12a/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/82/97/8297cb8bb00f1d170266b859e59f639d/0132085338v1.jpeg "Protestaufrufe! Die Lage bei Mercedes-Benz wird seit Jahren immer brisanter. Deshalb soll im Rahmen des Sparprogramms Next Level Performance die Leistung gesteigert werden, ohne teurer zu werden. Das drückt aufs Gehalt der Belegschaft ... (Bild: Mercedes-Benz)")
:quality(80)/p7i.vogel.de/wcms/38/a8/38a84c821462c50bf9ec021dfa36666f/0132089031v2.jpeg "Die Sommererhebung 2026 des Energieeffizienz-Index der deutschen Industrie: Trotz steigender Investitionen sinkt die relative Bedeutung von Energieeffizienz auf einen historischen Tiefstand. (Bild: frei lizenziert / Анна)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/38/70/3870579fb5e9725f3de1669cd033154e/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/eb/d0/ebd0a1d73320d6b88557efe73c9c441e/0131955410v1.jpeg "Das großflächige, sogenannte bifaziale 546-Watt-Perowskit-Silizium-Modul bei der Fertigung im Module-TEC des Fraunhofer ISE. Was diese Solarzellen für positive Auswirkungen haben, erfahren Sie im nebenstehenden Beitrag ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/45/3e/453ea9398fe63db4045b3f47d3514301/0131649599v1.jpeg "Bis diese Vision Wirklichkeit wird, dürfte es noch etwas dauern. Und ob Werkstattroboter unbedingt menschenähnliche Beine brauchen, ist auch nicht gesagt. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/67/27/672723de5e7736d5e0942aae52e46649/0131534073v1.jpeg "Für das Teachen eines Roboters ist es wichtig, sich im Raum zu bewegen und permanenten Blickkontakt zum Roboter zu haben. Mit einem kabelgebundenen Gerät wäre dies nahezu unmöglich. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/13/c7/13c71ea5529b78d642794f2ed6039f87/0131991662v1.jpeg "Collaborative Industry bringt Menschen und Roboter zusammen. (Bild: © Emma - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/08/63/0863f8a8cda3a7bb7f18a6b6a67a6402/0132087773v4.jpeg "Antriebe, die beispielsweise in der Tiefsee zum Einsatz kommen, haben spezielle Anforderungen, die sich nicht über Standardsortimente realisieren lassen. (Bild: frei lizenziert / Jack Drafahl)")
:quality(80)/p7i.vogel.de/wcms/0e/2e/0e2e977ea5878045d8b8f6224bb91f0e/0132076430v2.jpeg "Kann KI die klassische Motorregelung ersetzen? Burger Engineering und die TH Nürnberg haben das untersucht. (Bild: Burger Engineering / istockphoto.com)")
:quality(80)/p7i.vogel.de/wcms/99/28/9928d61990bbfa34a85355e815cc521d/0132071253v1.jpeg "In puncto Materialversagen hat ein internationales Forscherteam, an dem auch das KIT beteiligt war, herausgefunden, dass Schubbelastungen durchaus zerstörende Wirkungen entfalten können. Hier eine Mikroskopaufnahme eines Aluminiumteils, das deshalb in die Brüche ging ... (Bild: KIT / M. Hurst)")
:quality(80)/p7i.vogel.de/wcms/40/f0/40f01a2fb41aa40e8236e10622697d72/0132071780v1.jpeg "Auch die additive Fertigung befruchtet die Schleiftechnikwelt. Das bewies Emuge Franken mit 3D-gedruckten Spannhülsen, die eine flexiblere und deformationsarme Fixierung bei variierenden Bauteilen garantieren. Per FEM ausgelegte Waben- und Mäanderstrukturen helfen dabei. (Bild: VDW / U. Regenscheit)")
:quality(80)/p7i.vogel.de/wcms/39/4a/394a548c92cffd619a4bc63766072f5d/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/90/76/9076d1796c8370f810043e9c3e675339/0132066867v1.jpeg "Diese 15 Herr- und Frauschaften waren mit Sandvik Coromant im Projekt „Dig4ReMan“ damit beschäftigt, den Step-Datenaustausch für individuelle Reparaturen per additiver Fertigung digitaler zu machen. Alle in der Wertschöpfungskette können jetzt die gleiche „Sprache“ sprechen! (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/61/f5/61f510135d1e5538d61445aa27ef0186/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/87/23/87230bfb9455e7716c1b74c28a137907/0132077911v1.jpeg "Formgedächtnislegierungen sehen ursprünglich etwa kompakt aus, können sich unter gewissen Umstände aber, wie hier, in Spiralfedern verwandeln. Bisher wusste man nicht genau, wie diese Materialien das machen. Forscher aus Kassel konnten das Geheimnis aber lüften ... (Bild: M. Breisbach)")
:quality(80)/p7i.vogel.de/wcms/ca/5b/ca5b6e3b52067dba3f33af8f55b85710/0131992583v2.jpeg "In der dritten Folge des Industrial Benchcast verrät Florian Weil, CEO bei Weil Technology, wie er sein Unternehmen strukturiert aus der Abhängigkeit vom Verbrenner führte. (Bild: MM Maschinenmarkt / Thao My Vu Thi)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/b9/0e/b90e68b741b24cc1c73ad96e800dbac4/0132087884v2.jpeg "Freut sich über den IFM-Award: Linda Wismeth, Senior Process Manager bei der BHS Corrugated Maschinen- und Anlagenbau GmbH, hier zusammen mit Bilgin Kilic, VP Sales – IFM Supply Chain Hub Europe. (Bild: © 2026 | Gerrit Bender DESIGN)")
:quality(80)/p7i.vogel.de/wcms/be/d1/bed168e97d070acc4e8195119f9f1551/0132081714v1.jpeg "Steht traditionell am Ende der Unterzeichnung eines Joint-Venture-Vertrags: das Gruppenbild aus Vertretern von Catl und Octopus Energy. (Bild: Catl)")
:quality(80)/p7i.vogel.de/wcms/2f/d1/2fd17814ee38a61be6b03cbeb25aeeb2/0132078558v2.jpeg "Dieser vollständig automatisierte Gegengewichts-Gabelstapler Factory E-Truck FE616 kommt mit induktivem Ladesystem und optionalem Wetterschutzaufbau daher. (Bild: Neumaier Industry)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Handlingskonzept Autonome Zelle optimiert Werkstückhandling
Mit einem Handlingskonzept für eine autonome Zelle, in der ein Roboter zwei Maschinen handhabt und Werkstücke bearbeitet, konnte ein norddeutscher Getriebebauer nicht nur die Maschinenlaufzeit erhöhen sondern auch den Maschinenstundensatz reduzieren.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/112700/112754/65.jpg "mbo-logo_480x222Px_ohne-Claim.jpg ()")
Etwa eine halbe Stunde von der Ostsee entfernt liegt die Kleinstadt Gadebusch. Die von Seen umgebene Stadt im Landkreis Nordwestmecklenburg ist Standort der Fertigungstechnik Nord, die Getriebe für Drehmomente produziert, Elektromotoren liefert und Antriebselektronik entwickelt sowie fertigt. Auf der Suche nach einem Lieferanten für eine „Spannproblematik“ wandte sich der Getriebebauer an SAV. Dabei brachte das Unternehmen aus Mittweida schließlich seine Kernkompetenz, die Vernetzung von Automation und Spanntechnik für Sonderlösungen, ins Spiel. SAV erarbeitete einen Entwurf, um die manuelle Be- und Entladung von Getriebegehäusen an Bearbeitungszentren zu automatisieren und integrierte innovative Transport- beziehungsweise Logistikthemen, angepasst an die bestehenden Verhältnisse bei Fertigungstechnik Nord.
Autonome Bearbeitungszelle für vielfältige Werkstücke
Da SAV alles aus einer Hand liefert, entwickelte der Spezialist auch das geeignete hydraulische Spannkonzept. Dabei galt es bei dem Projekt nicht nur für die momentan anstehenden Aufgaben eine Lösung zu finden, sondern insbesondere auf die Anforderungen der nächsten Jahre vorbereitet zu sein. SAV plante mit dem Getriebebauer aus Gadebusch in Mecklenburg-Vorpommern eine autonome Bearbeitungszelle, die sechs verschiedene Bauteile, darunter Kegelradgehäuse, Gussgehäuse und Flachgetriebegehäuse, automatisch bestückt, spannt und fertigt.
Im Fokus stand dabei ein möglichst rüstarmer Prozess – und das bei einer großen Teilevielfalt. „SAV bot uns neben der Automationslösung auch gleichzeitig die passende Spannvorrichtung an. Dadurch gab es keine Abstimmungsprozesse zwischen zwei entscheidenden Aufgaben“, erklärt Steffen Timm, Werksleiter der Fertigungstechnik Nord GmbH, seine Entscheidung für SAV.
Das System mit einer Größe von 15 m × 15 m besteht aus zwei Universal-Bearbeitungszentren der Alfing Kessler Sondermaschinen GmbH, einer modularen Reinigungsanlage der Rosoma GmbH, einem fahrerlosen Transportsystem der Neobotix GmbH und einem Kuka-Roboter. SAV lieferte die hydraulischen Spannvorrichtungen, die mit dem Roboter im Dialog stehen, um die Werkstücke nach OP10 und OP20 zu bearbeiten. Mit einem Greiferwechselsystem löste der Spannexperte die Herausforderung der sehr unterschiedlichen Bauteilgrößen und Greifsituationen. Fertigungstechnik Nord setzt fünf dieser autonomen Bearbeitungszellen ein.
Präzision beim Werkstückhandling
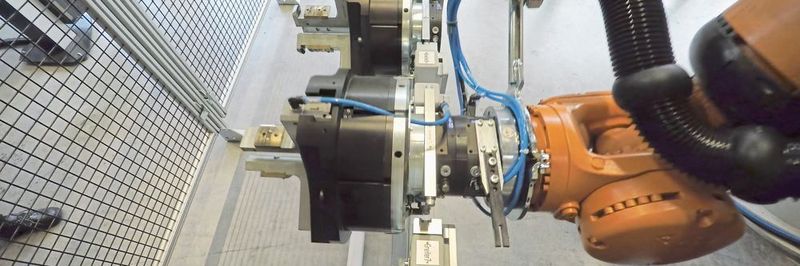
Während die Roboter die komplette Abwicklung übernehmen, ist der Arbeiter dafür zuständig, die Rohteilgehäuse aus einer Gitterbox auf den Warenträgern mit sechs Bereitstellungsplätzen abzustellen, die Qualität zu prüfen und Werkzeuge aufzubereiten. Der Fahrroboter führt die Teile den beiden Bearbeitungszentren zu, in die sie über einen Rollenförderer eingeschleust werden. Dort hebt ein Roboterarm die Werkstücke automatisch zur Maschine, wo sie in der SAV-Vorrichtung – der Schnittstelle zum Roboter – gespannt und bearbeitet werden. Luftdüsen am Greifer blasen Späne und Kühlschmierstoff von den Auflageflächen. Nach dem Drehen legt der automatische Arm die Werkstücke zur Endbearbeitung von OP10 in die OP20-Vorrichtung. Die Fertigteile kommen nach dem Drehen anschließend in die modulare Reinigungsanlage, um sie von Spänen zu befreien und von Kühlschmierstoff zu entfetten. Nach dem Waschen und Trocknen transportiert der Roboter die Teile automatisch zum Warenträger, der zwei Werkstücke aufnehmen kann. Eine bestückte Palette wird über den Rollenförderer aus der Zelle geschleust. Die anschließende Fertigteilrückführung übernimmt das fahrerlose Transportsystem. Damit die beiden Bearbeitungszentren unabhängig voneinander gewartet oder umgerüstet werden können, ist der Bereich vor der Maschine als separater Schutzbereich durch eine Hub-Tür gesichert.
Höhere Maschinenlaufzeit und niedrigerer Maschinenstundensatz
Eine Herausforderung bei dem Projekt lag laut Steffen Timm darin, dass die Anlage den sicherheitstechnischen Anforderungen der einschlägigen europäischen Richtlinien entsprechen musste (CE-Konformität). Außerdem galt es, die Arbeitssicherheitsrichtlinien in der Robotertechnik einzuhalten und die Mitarbeiter in diesem Bereich speziell zu schulen. Von der ersten Planung bis zur Umsetzung des Projekts vergingen zwei Jahre, in denen SAV mit dem Getriebebauer die bestmögliche Lösung für die Inbetriebnahme der fünf Zellen entwickelte.
„Wir sind sehr zufrieden, da wir mit SAV einen Partner gefunden haben, der mit uns gemeinsam Herausforderungen löst“, lobt Timm die Projektumsetzung. Der Norddeutsche Getriebebauer erhöhte durch den konsequenten Einsatz neuer Spanntechnik, gepaart mit Roboterhandling und -logistik, die Maschinenlaufzeit von 17,5 Stunden bei manueller Bestückung auf 22,5 Stunden und reduzierte dabei den Maschinenstundensatz deutlich. Die fünf autonomen Bearbeitungszellen gestalten die Werkstückbearbeitung bei Fertigungstechnik Nord effizienter, schneller und flexibler. SAV kombinierte Spann- und Handlings-Disziplinen intelligent miteinander: Der Experte entwickelte ein Automationskonzept und lieferte mit den hydraulischen Spannvorrichtungen für die OP10- und OP20-Bearbeitung die Schnittstelle zum Roboter.
Steffen Timm hat bereits das nächste Ziel im Blick: „Die Zusammenarbeit mit SAV ist auf einem guten Stand. Deshalb setzen wir bald das dritte gemeinsame Projekt um“ – bei dem zwei weitere Bearbeitungszentren mit der ausgeklügelten Automation und Spanntechnik von SAV ausgerüstet werden.
* Andreas Walter ist Geschäftsbereichsleiter Automation der SAV GmbH in 90451 Nürnberg, Tel (09 11) 94 83-0, info@sav.de
(ID:45374186)
:quality(80)/p7i.vogel.de/wcms/1c/1a/1c1ab56e45f8c11f64637688deb008de/0126820294v1.jpeg "Als Mittel gegen Eigenspannungen, die bei der Volumenzerspanung nach dem Lösen der Spannung zu Verzug führen, feiert der Stark.spheric Messepremiere. (Bild: Stark Spannsysteme)")
:quality(80)/p7i.vogel.de/wcms/4b/96/4b96feb7e9bd613f33a17f4afdc2e1d9/0129024648v2.jpeg "5-Achs-CNC-Gantry-Fräsmaschine GSF mit Roboter-Bestückung. (Bild: HG Grimme SysTech)")