
:quality(80)/p7i.vogel.de/wcms/f8/74/f874fd207785b4745630ca268117edeb/0130200276v1.jpeg "Ein neuer Auftrag für die Zerspanung soll bearbeitet werden! Schublade auf – doch das passende Werkzeug fehlt! Das passiert, wenn mit alten Daten gearbeitet wird. Doch EVO Informationssysteme hat ein KI-Tool, mit dem das Problem nie wieder die Fertigung ausbremst. (Bild: EVO Informationssysteme)")
:quality(80)/p7i.vogel.de/wcms/b8/59/b859f511b5803980f80bc91dd9883a3e/0130190866v1.jpeg "Die Wittmann-Gruppe hat die App „WiAssist“ optimiert, damit der Praktiker es beim Spritzgießem noch leichter hat, Zeit zu sparen ... (Bild: Wittmann-Gruppe)")
:quality(80)/p7i.vogel.de/wcms/d2/0b/d20bb43376ca0971399ee26d380a8549/0129828707v1.jpeg "Aufgrund der kompakten Bauweise und Auf-/Abdrillfunktion eigne sich der Fire Birdie für Anwendungen mit begrenztem Bauraum und häufigem Werkzeugwechsel. (Bild: Marcel Kraibühler)")
:quality(80)/p7i.vogel.de/wcms/06/f2/06f2a1b37ead15cd8392373f300727c7/0130155288v1.jpeg "... oder Nibbler, den man hier im Einsatz sieht. Trumpf-Scheren und -Nibbler bringen außer qualitativ hochwertige Schnittergebnisse im Blech auch den Aspekt der Kabellosigkeit ins Spiel. Eine Eigenschaft, die immer gefragter ist, wie man bei Trumpf registriert. (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/4d/c9/4dc9833cd8fb2b71c5d58239cb5601bf/0130179937v1.jpeg "Vorösterliche Freude bei der VW-Belegschaft dürfte die Nachricht auslösen, dass das Volkswagen-Management das Engagement der Mitarbeiter mit einer Einmalzahlung im Mai belohnen will – obwohl das wegen der prekären Situation zuvor nicht geplant war ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/63/a2/63a2c9799d72ee0b2ec5fe6ba0068f2f/0130179612v1.jpeg "Der Kampfpanzer Leopard 2 (hier die neueste Version A8), wird von vielen Nato-Ländern genutzt. Das deutsch-französische Panzersystem MGCS, das derzeit in der Entwicklung ist, soll ihn ersetzen, läuft aber nicht so rund. KNDS hält das vom Börsengang in diesem Jahr nicht ab ... (Bild: KNDS)")
:quality(80)/p7i.vogel.de/wcms/89/f7/89f7f23c77b0dc6fb2412f8eaa5fd50f/0130181361v2.jpeg "Beim Mannheimer Schmierstoffexperten Fuchs laufen die Geschäfte für die momentanen Verhältnisse in der Welt ganz zufriedenstellend ... (Bild: Fuchs)")
:quality(80)/p7i.vogel.de/wcms/b6/20/b62030a6509710c1b95ee87bbde175d9/0130145402v1.jpeg "Bertram Brossardt, Hauptgeschäftsführer der Vereinigung der Bayerischen Wirtschaft (VBW), ist mit dem sogenannten Automobilpaket der EU-Kommission nicht ganz einverstanden. Drei Dinge müssten seiner Meinung nach angepasst werden, damit ein „Schuh“ daraus werden kann ... (Bild: dpa)")
:quality(80)/p7i.vogel.de/wcms/d8/77/d877e782706514bc41dfaf8427126da1/0130090188v1.jpeg "Der Zerspanungswerkzeug-Spezialist Sandvik Coromant bringt mit dem Frässystem Coromill MR20 ein Produkt, das sich etwa im Werkzeug- und Formenbau, sowie in Sachen Luft- und Raumfahrtkomponenten einen Namen machen sollte, bei dem, was es laut Hersteller kann ... (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/ca/9e/ca9e59fd3429ddfde7dfc8b5ee4883fc/0130081968v1.jpeg "Was sich im Bereich der Composites in Europa, Deutschland und in der Welt im letzten Jahr so getan hat, verrät hier ein Auszug aus dem aktuellen Marktbericht zu den Trends für faserverstärkte Kunststoffe des AVK ... (Bild: J. Rhodenbarth)")
:quality(80)/p7i.vogel.de/wcms/09/5e/095e72b7763426f0f58ed60df2946a38/0129992061v6.jpeg "Bild 5: Das neu entwickelte Partikelanalysemodul zeigt sich bei a) mit seinem inneren Aufbau und von außen bei b). (Bild: IWF)")
:quality(80)/p7i.vogel.de/wcms/ea/23/ea23bc16731fc5a645dc1de4d240dbf7/0130197339v2.jpeg "Die Cybersicherheit ist oberste Priorität im Automobilbereich. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/06/e4/06e429b7d7895c61e68beeac3bf7d5cc/0129637036v2.jpeg "Benutzer können das Dashboard der Platform an die eigenen Bedürfnisse anpassen. (Bild: Pilz)")
:quality(80)/p7i.vogel.de/wcms/66/24/6624bb503af6a3ec7a2b4c5f7e11fa30/0130178477v1.jpeg "Der VW-Partner und Tesla-Konkurrent Rivian darf sich freuen! Denn der Fahrdienstvermittler Uber steckt jetzt viel Geld in das Unternehmen. Lesen Sie hier, was er vorhat ... (Bild: Uber)")
:quality(80)/p7i.vogel.de/wcms/0c/c4/0cc4aa16b795b946c87ef2bfb9f04cd8/0130167934v1.jpeg "Darauf kann angestoßen werden! Die Messe München wird nämlich Anfang März 2027 die Automatica nach China bringen. Und zwar nach Shanghai. Ob dieser Barkeeper-Roboter auch vor Ort sein wird, ist (noch) nicht bekannt ... (Bild: Messe München)")
:quality(80)/p7i.vogel.de/wcms/e3/a2/e3a2a389d9a08cbeaf0ebc4443ec1242/0130172940v2.jpeg "Comsol-Geschäftsführer Thorsten Koch: „Ein Trend sind die Large Language Models und KI-gestützte Automatisierungen, die zunehmend an Bedeutung gewinnen. Hier sehen wir großes Potenzial für unsere Branche.“ (Bild: Comsol)")
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/5e/88/5e88946e515dfa1c29e268e42915861d/0127869229v1.jpeg "Die Baureihe Servo wurde Ende 2024 auf den Markt gebracht und ist die erste Presse von Hürsan Pres mit servohydraulischem Antriebssystem. (Bild: Baumüller)")
:quality(80)/p7i.vogel.de/wcms/3d/43/3d4321f798614033f97cb22ef375d5b9/0130148425v2.jpeg "Der Lenze-Servoumrichter i950 Multi Drive ist für Einzelachs- oder Multiachsanwendungen einsetzbar. (Bild: Lenze)")
:quality(80)/p7i.vogel.de/wcms/74/1b/741bfa05798b25b8f5212927bffe86df/0130150770v1.jpeg "Das ist der Blick in ein modernes Rechenzentrum. Solche Anlagen braucht es immer mehr, weil KI-Anwendungen und andere digitale Funktionen nach Rechenleistung schreien. Deutschland will nun bei der Neuinstallation solcher Rechenzentrem kräftig aufs Gaspedal treten ... (Bild: Datistec)")
:quality(80)/p7i.vogel.de/wcms/7d/96/7d96b977234edb9fa03d99dc129a03db/0130178489v1.jpeg "Forscher in Instituten verwehrt das sogenannte Besserstellungsverbot, dass sie mehr Geld erhalten als vergleichbar angestellte Personen beim Bund. Ein Vorschlag der Bundesregierung will jetzt daran rütteln. Und es sieht ganz gut aus ... (Bild: Laboversum)")
:quality(80)/p7i.vogel.de/wcms/3f/26/3f266f2db66c6924b61f494d29d9e17e/0130139726v1.jpeg "So sieht der kleinste QR-Code aus, den es bisher gibt. Er ist kleiner als eine Bakterie und wurde von der TU Wien in eine keramische Dünnschicht gebrannt. Und er hält ewig! (Bild: TU Wien)")
:quality(80)/p7i.vogel.de/wcms/84/f0/84f071bdc0e7a949e6f4226c567c3524/0130128194v1.jpeg "Schließkraft 110.000 Kilonewton! Das ist die im Bau befindliche, größte Spritzgießmaschine der Welt. Sie ensteht bei Engel in Österreich und trägt den Namen Duo 1200 US. Für Stabilität sorgen acht Holme. Hier mehr zu dieser Gigantin der Kunststoffverarbeitung ... (Bild: Engel)")
:quality(80)/p7i.vogel.de/wcms/b3/51/b35115e1498226c610aa3680636dd05d/0130125122v2.jpeg "Im Rahmen der Carbon Lab Factory Lausitz wird am Standort Guben eine Pilotanlage zur Herstellung nachhaltiger, kostengünstiger und wettbewerbsfähiger Carbonfasern errichtet werden. (Bild: Fraunhofer IAP / Kristin Stein)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/88/f1/88f15809dac6c96db1b8ed5a58303737/0130201593v1.jpeg "Diese Palette trägt das Kreislauf-Logo „HPECycle“ und ist außerdem mit einem QR-Code zur Nachverfolgung versehen. (Bild: HPE)")
:quality(80)/p7i.vogel.de/wcms/80/44/8044679cdcf823b5d7adf50d6caef034/0130201139v2.jpeg "Final Meter: Der Schritt zur vernetzten Logistik und zur Versorgung bis auf den letzten Meter – hinein in die Produktionsbereiche. (Bild: Scanner)")
:quality(80)/p7i.vogel.de/wcms/1f/53/1f532a6f144e4e46faced9e31fe77a40/0129584144v2.jpeg "Bei der zweiten Baustelle in Kroatien, im Januar 2025 in Bosiljevo, war der Fels noch härter als bei der ersten. (Bild: Petzold)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/b5/54/b554718234704db08e420f434a736e0d/0130096280v1.jpeg "Nur Unkenrufe! Jensen Huang, der Chef des Chipgiganten Nvidia, weist alle Bedenken darüber zurück, dass die Riesensummen, die momentan in KI-Rechenzentren gesteckt werden, einmal nicht zum Profit werden ... (Bild: Nvidia)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Fräsen Dämpfend fixierte Wendeschneidplatte verbessert Standzeit beim Fräsen
Inwieweit beim Fräsen von harten Werkstoffen mit einem passiv gedämpften Werkzeug der Schneidenverschleiß reduziert und die Standzeit verbessert werden können, zeigen Ergebnisse des Instituts für Produktionstechnik (wbk). Durch wirkstellennahe Variation der Dämpfung des Schneideneintrittsstoßes kann signifikant Einfluss auf die Standzeit der Werkzeuge genommen werden.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/67/c9/67c9b10002572/asecos-box-weiss-250x250px.png "asecos-box-weiss-250x250px (asecos GmbH)")
Die Fräsbearbeitung von Werkstoffen mit hoher Härte oder mit spröden Oberflächen kann durch die hohen mechanischen Wechselbeanspruchungen beim Schneideneintrittsstoß zu erhöhtem Verschleiß und verkürzter Standzeit des Werkzeugs führen. Dies trifft ebenfalls zu für das Drehen von Werkstücken mit unterbrochener oder nichtrunder Kontur. Am Institut für Produktionstechnik (wbk) der Universität Karlsruhe wird untersucht, wie durch wirkstellennahe Variation des Materials einer Schneidplattenunterlage, bei ansonsten unveränderten Schnittparametern, positiv Einfluss auf die Standzeit des Werkzeugs genommen werden kann.
Im Folgenden wird gezeigt, wie an einem passiv gedämpften Fräswerkzeug die Nachgiebigkeit variiert wurde und welchen Einfluss dies auf die Werkzeugstandzeit hatte. Zudem werden die Ergebnisse aus vorhergegangenen Versuchen, in denen Nachgiebigkeitsvariationen beim Drehprozess vorgenommen wurden, verglichen mit den Ergebnissen aus dem Fräsprozess und Folgerungen für das weitere Vorgehen vorgestellt.
Beim Fräsen unterliegt das Werkzeug verfahrensbedingt Wechselbeanspruchungen. Diese sind sowohl mechanischer als auch thermischer Art. Bei den mechanischen Beanspruchungen ist besonders der Schneideneintrittsstoß zu nennen. Dabei kommt es im Moment des Eintritts der Werkzeugschneide in den Werkstoff zu einer signifikanten Schnittkraftüberhöhung.
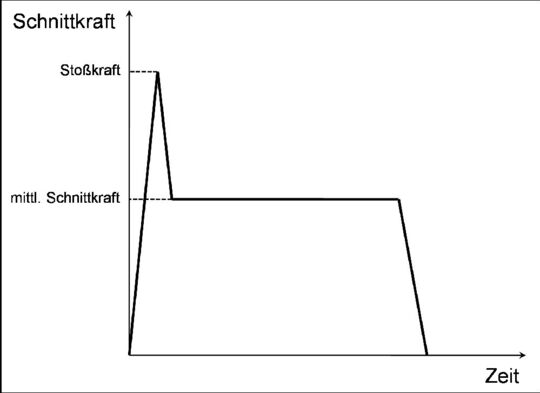
Beim Gleichlauffräsen beispielsweise erfährt die Werkzeugschneide bei jedem Eindringen in das Material einen Schneideneintrittsstoß. Ein idealisierter Schnittkraftverlauf ist in Bild 1 dargestellt [1]. Dieser Effekt wird durch sprödharte Zunderschichten, wie sie zum Beispiel auf Gusswerkstücken oder dergleichen vorzufinden sind, noch deutlich verstärkt.
Kühlschmierstoff verstärkt Wechselbeanspruchung
Zur thermischen Belastung des Werkzeugs tragen zum einen die durch das Werkzeug abgeführte Prozesswärme und zum anderen Temperaturschwankungen durch den Luftschnitt der Schneide bei. Die thermische Wechselbeanspruchung wird beispielsweise durch den Einsatz von Kühlschmierstoff noch verstärkt.
Artikelfiles und Artikellinks
(ID:259128)
:quality(80)/p7i.vogel.de/wcms/76/85/76856bd3b37676de7282dc6594ab4b6b/0124337731v1.jpeg "Sandvik Coromant erweitert CoroCut 2 um die neuen und aktualisierten -GL und -CR Geometrien. (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/ac/31/ac3169a426b64beae7da0b1a490d4490/0127574112v1.jpeg "Produktiver zerspanen! Sandvik Coromant informiert hier über gleich zwei neue respektive ergänzte Zerspanungswerkzeug-Systeme. Zum einen geht es um das Frässystem Coromill MS20 (im Bild) und zum anderen um neue WSP-Geometrien für die Corocut-2-Reihe ... (Bild: Sandvik Coromant)")