
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/b4/48/b448154d0189160e6c3d341c975f8344/0132068826v1.jpeg "Personeller Zuwachs! Der Radpanzer Boxer gehört neben anderen Panzerfahrzeugen zu jenen, die das KNDS-Werk in Görlitz mit Komponenten versorgt. Freuen darf man sich an dem Standort nun auch, denn die Mitarbeiterzahl soll sich noch in diesem Jahr deutlich erhöhen ... (Bild: KNDS)")
:quality(80)/p7i.vogel.de/wcms/39/4a/394a548c92cffd619a4bc63766072f5d/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/90/76/9076d1796c8370f810043e9c3e675339/0132066867v1.jpeg "Diese 15 Herr- und Frauschaften waren mit Sandvik Coromant im Projekt „Dig4ReMan“ damit beschäftigt, den Step-Datenaustausch für individuelle Reparaturen per additiver Fertigung digitaler zu machen. Alle in der Wertschöpfungskette können jetzt die gleiche „Sprache“ sprechen! (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/1f/0e/1f0e7380dbbf7af1c79c8be0b0426ae3/0132055398v1.jpeg "Der Akku-Rohrschneider des Typs M18 Fuel Fpcs-502X von Milwaukee wiegt inklusive Akku keine vier Kilogramm. Aber das ist längst nicht der einzige Pluspunkt für den Anwender ... (Bild: Milwaukee Tool)")
:quality(80)/p7i.vogel.de/wcms/dc/a4/dca44c418ae829355b3cfd21aa66bc1f/0132068283v1.jpeg "Schlechte Neuigkeiten! Bohai Trimet ist seit über einem Jahr insolvent. Nun schlägt die Nachricht ein, dass man das Werk im thüringischen Sömmerda noch in diesem Jahr schließen muss. Bohai stellt unter anderem Motorblöcke aus Alu-Guss her, wie hier zu sehen ist. (Bild: Bohai Trimet)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/72/9f/729fec73e1074b8402a5ac2d45269446/0130814460v2.jpeg "Torsten Philipp ist Geschäftsführer der Geislinger GmbH. Das österreichische Familienunternehmenwird mittlerweile bereits in vierter Generation geführt. Geislinger produziert unter anderemmaßgeschneiderte Kupplungen, Dämpfer, Wellen und Antriebsstranglösungen. Bei einemJahresumsatz von zuletzt 141,4 Millionen Euro (Geschäftsjahr 2024/2025) beschäftigt das Unternehmenrund 900 Mitarbeiter in fünf Ländern. (Bild: Florian Stuerzenbaum)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/38/70/3870579fb5e9725f3de1669cd033154e/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/eb/d0/ebd0a1d73320d6b88557efe73c9c441e/0131955410v1.jpeg "Das großflächige, sogenannte bifaziale 546-Watt-Perowskit-Silizium-Modul bei der Fertigung im Module-TEC des Fraunhofer ISE. Was diese Solarzellen für positive Auswirkungen haben, erfahren Sie im nebenstehenden Beitrag ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/90/67/906752f53a4e1bb288f495167ce6b318/0131954184v1.jpeg "Bei Innovent Technologieentwicklung in Jena hat man bewiesen, dass man mit Atmopshärendruckplasma Kupfer- (wie hier) und Silberoberflächen von Oxiden respektive von Sulfiden reinigen kann – ohne garstige Chemikalien und ohne viel Energieaufwand ... (Bild: Innovent)")
:quality(80)/p7i.vogel.de/wcms/13/6e/136e4ec1ebe488f6266f813980ac31b8/0132059213v2.jpeg "Synapticon wurde auf der Automate 2026 in Chicago für die Kombination von Aktuator und integrierten Safety-Funktionen ausgezeichnet. (Bild: Synapticon)")
:quality(80)/p7i.vogel.de/wcms/22/0b/220bc08a2ebb1bf08dd94c2f5c796053/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/39/48/394849a8fab8048c6a48f68599b9a5e6/0132040979v1.jpeg "Volkswagen startete von vier Jahren ein Großprojekt mit Bosch, bei dem es um die Entwicklung einer Plattform für das autonome Fahren ging. Nun steht die Kooperation aus gewissen Gründen vor dem Aus, wie die Bild am Sonntag erfahren haben will ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/5a/13/5a13bbf096fe899b155d51a40729fe16/0132070616v2.jpeg "Aus Linearführungen in Kombination mit weiteren Komponenten entstehen komplexe Anlagen für die Automatisierung. (Bild: IEF-Werner)")
:quality(80)/p7i.vogel.de/wcms/11/13/11131eae4746c235192f0dfd4f165b52/0132064194v3.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/ed/42/ed42ce1eb6bc32e297c596b5a7280f70/0131982952v1.jpeg "Normen sind vor allem für die Industrie wichtig, weil sie etwa die Markteinführung neuer Produkte beschleunigen helfen. Oft genug gibt es aber auch Bremseffekte. Deshalb soll die Normungsverordnung überarbeitet werden. VDMA und DIN geben hier Tipps, wie am besten ... (Bild: © DOC RABE Medie - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/61/f5/61f510135d1e5538d61445aa27ef0186/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/7e/a1/7ea18191c39e21a4707686844a1a8367/0132016788v1.jpeg "Humanoide Roboter gelten als die Automation der Zukunft, bei der Kompetenzen aus unterschiedlichen Disziplinen zusammenkommen. Die Messe Automatica 2027, veranstaltet von der Messe München, wird das Thema deshalb nicht umsonst ganz groß aufziehen ... (Bild: Messe München / M. Broenner)")
:quality(80)/p7i.vogel.de/wcms/b1/a4/b1a443b2b367137ce1a1c44e9995394b/0132056670v1.jpeg "Die Vierfach-Solarzelle! Was man hier links sieht, ist das Aufbauprinzip des Systems rechts. Damit, so sagen Forscher vom Fraunhofer-Institut für Solare Energiesysteme (ISE), kann grüner Wasserstoff viel effizienter direkt aus Sonnenlicht gewonnen werden ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/48/41/484189359ed323448724b71cde1bdf80/0132048074v2.jpeg "Links ist ein sogenannter Pressluftatmer des Modells M1 vom Hersteller MSA zu sehen. Rechts daneben handelt es sich um dessen Trageplatte. Letztere wird aus dem BASF-Polyamid Ultramid A3XZC3 ESD gefertigt, wie man aus Ludwigshafen erfährt – aber auch, warum das so ist ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/70/a9/70a95343c77aebb4df79abdcaff6d350/0132055655v1.jpeg "Mutares, besser gesagt Amaneos und LMS, holen sich das Know-how in puncto Fahrzeugbeleuchtungen von Magna. Hier ein Beispiel für sogenannte Flecsformen, bei denen sehr viele kleine Lichtpunkte für strahlende Akzente sorgen. Die Übernahme ist nun abgeschlossen ... (Bild: Magna)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/130700/130777/65.jpg "Neues Logo_550 pxl_maxon_logo_standard_rgb_50mm.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/65100/65191/65.jpg "Logo.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56100/56125/65.jpg "Trivid_Logo_easy-video-creation_254pixel.jpg ()")
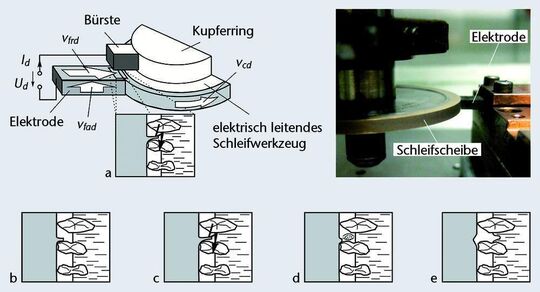
Der Abtrag des Bindungsmaterials erfolgt thermisch, die dazu benötigte Energie wird dem Prozess aus einem elektrischen Stromkreis zur Verfügung gestellt. Dazu wird ein Pol des elektrischen Stromkreises über einen Schleifkontakt auf die Schleifscheibe und damit an die metallische Bindung gelegt. Der zweite Pol ist eine Graphit- oder Kupferelektrode, die von der Schleifscheibe im Konditionierprozess zerspant wird (Bild 4).
Bindungsabtrag an der Schleifscheibe
Durch die elektrisch nicht leitfähigen Abrasivkörner stellt sich zwischen der Elektrodenoberfläche und der metallischen Bindung ein Spalt ein, der dem Kornüberstand entspricht. Der Bindungsabtrag an der Schleifscheibe kann im Wesentlichen in vier Schritte unterteilt werden. Zunächst bewirkt ein sich bildender Span eine Feldüberhöhung im Spalt zwischen Elektrode und Schleifscheibenbindung.
Mit wachsender Spanlänge nimmt die Feldüberhöhung zu und gleichzeitig verringert sich der Abstand zwischen Spanspitze und metallischer Bindung. Sobald eine ausreichende Feldstärke erreicht ist, wird der Spalt durch eine Entladung überwunden.
Bei der Entladung kommt es zum Verdampfen des Spans und zum lokalen Aufschmelzen der Bindung. Von dem durch den Spalt strömenden Kühlmedium und der Fliehkraft der rotierenden Schleifscheibe wird das geschmolzene Bindungsmaterial entfernt.
Kontakterosives Konditionieren zum Schärfen und Profilieren geeignet
In Abhängigkeit von der eingestellten Leerlaufspannung Ud kann das kontakterosive Konditionieren sowohl zum Schärfen als auch zum Profilieren eingesetzt werden. Über die Prozessstellgrößen Leerlaufspannung, Kurzschlussstrom und Elektrodenvorschubgeschwindigkeit kann die Abtragsrate beim Konditionieren beeinflusst werden. Bis zum Erreichen eines Grenzwertes nimmt die Abtragsrate dabei mit steigenden Prozessstellgrößen zu [4]. Beim Profilieren wird das Profil bahngesteuert generiert und nicht durch die Elektrodenform auf der Schleifscheibe abgebildet. Untersuchungen ergaben dabei einen linearen Zusammenhang zwischen dem Verfahrweg der Elektrode und dem erzeugten Profil.
Literatur:
[1] Klocke, F., und W. König: Fertigungsverfahren 2: Schleifen, Honen, Läppen. Berlin: Springer Verlag 2005.
[2] Tönshoff, H. K., und B. Denkena: Spanen. Berlin: Springer Verlag 2003.
[3] Hessel, D.: Punktcrushieren keramisch gebundener Diamantschleifscheiben. Dissertation Universität Hannover 2003.
[4] Reichstein, M.: Schleifbearbeitung miniaturisierter Bauteile. Dissertation Leibniz Universität Hannover 2008.
Prof. Dr.-Ing. Berend Denkena ist Leiter des Instituts für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz-Universität Hannover; Dipl.-Ing. Luis de Leon ist Bereichsleiter Fertigungsverfahren; Dipl.-Ing. Dennis Hahmann und Dipl.-Ing. Bo Wang sind wissenschaftliche Mitarbeiter am Institut. Weitere Informationen: Dennis Hahmann, Leibniz-Universität Hannover in 30823 Garbsen.
(ID:259050)
:quality(80)/p7i.vogel.de/wcms/65/69/65696eb026a58bf6b3fab2ca878ed637/0130099254v1.jpeg "Hier blickt man auf eine Möglichkeit, mit der das Abrichten von Schleifscheiben nachhaltiger wird. Es handelt sich um das ECO-Wechselsystem von Dr. Kaiser Diamantwerkzeuge. Auf der Grindinghub 2026 wird es zu erleben sein. Vorab einige Informationen vom Aussteller ... (Bild: Dr. Kaiser Diamantwerkzeuge)")
:quality(80)/p7i.vogel.de/wcms/23/02/23024d8564c1909e37a5f338c22873b0/0128885579v1.jpeg "Ebenfalls von Liebherr-Verzahntechnik stammt die Idee für das verschränkungsfreie Wälzschleifen. Sie kombiniert Schleifschneckensegmente mit nicht modifiziertem Bereich für das
Schruppen (links) und modifiziertem Bereich für das Schlichten und etwa für das Polieren (rechts). (Bild: Liebherr)")