
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/ad/68/ad686af5ee4741080947c59865ce7570/0129364054v2.jpeg "Die Industrie ist auf günstigen Strom angewiesen, um international wettbewerbsfähig zu sein. Das intelligente Energiesystem Greencore AI kann die Stromkosten unter 9 Cent pro Kilowattstunde drücken. (Bild: © peterschreiber.media - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/f8/db/f8db2d81856d5c2774ea83625b44be23/0130776695v1.jpeg "Die erweiterten Funktionen vereinfachen digitale Fertigungsprozesse und unterstützen die automatisierte Beschaffung von Präzisionsbauteilen. (Bild: Meviy)")
:quality(80)/p7i.vogel.de/wcms/38/04/3804baee8eccd2bc71949ee610537b5c/0130998648v1.jpeg "Dr. Oliver Möllenstädt hat eine klare Meinung zur geplanten „Plastikabgabe“ der Bundesregierung. Lesen Sie hier das Statement des GKV-Hauptgeschäftsführers zu dieser Politikeridee ... (Bild: GKV)")
:quality(80)/p7i.vogel.de/wcms/c6/13/c6132530a6b74d21cd8366a33d9a7b1e/0130974295v1.jpeg "Einmal mehr straft die Wirklichkeit die Prognosen von Analysten ab. Denn trotz aller Unkenrufe konnte Mercedes-Benz die zuvor befürchteten Verluste geringer halten ... (Bild: Mercedes-Benz)")
:quality(80)/p7i.vogel.de/wcms/eb/40/eb40e284e8834c77833833f2647ad85f/0130948787v1.jpeg "Gehring Diato: Schneidleiste und Werkzeug DH, abgestimmt auf anspruchsvolle Honprozesse mit
hoher Maß- und Formgenauigkeit. (Bild: Gehring Diato)")
:quality(80)/p7i.vogel.de/wcms/19/8a/198a1dc763577e68c9b828f4bbaafdd9/0131000474v1.jpeg "Wie das Münchener Ifo-Institut analysiert hat, führen die Krisen in der Welt, die nicht enden scheinen zu wollen, jetzt stärker dazu, dass Unternehmen an Stellenstreichungen denken ... (Bild: KI-Bild-Erstellen)")
:quality(80)/p7i.vogel.de/wcms/89/08/8908e4d6c7d71ec8fe760f3550250fb7/0130998704v2.jpeg "Aumovio veräußert den Standort Rheinböllen. (Bild: Aumovio SE)")
:quality(80)/p7i.vogel.de/wcms/c2/41/c24152df732e55c6257f342293a9ab4a/0130433268v1.jpeg "Wenn Ersatzteile fehlen, schafft Reverse Engineering die Grundlage für eine sichere und wirtschaftliche Instandhaltung. (Bild: © Colin - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/c2/7b/c27b66c5e3be7ed6a1be35e1e9610ddd/0130984487v1.jpeg "Die Andritz Group legt hier offen, wie die ersten drei Monate des Jahres 2026 verlaufen sind. Alles in allem redet sie von einem Rekordergebnis ... (Bild: Andritz)")
:quality(80)/p7i.vogel.de/wcms/29/a7/29a75eaed7b4c5a1cccd1ffdde5fbccd/0130979299v1.jpeg "Diese Winzlinge sind ein Hoffnungsträger im Rahmen des Recyclings von Elektroschrott. Durch sie können teure und seltene Rohstoffe wie Neodym und Palladium gezielt wiedergewonnen werden, wissen Forscher vom Fraunhofer IGB. Algen komplettieren das Ganze dann ... (Bild: Micros-Cope)")
:quality(80)/p7i.vogel.de/wcms/c1/9e/c19e1b3d8d6883cc63b815c4decfe6e3/0130920321v1.jpeg "Trumpf hat eine produktiverer Möglichkeit dafür gefunden, wie man Kupferleiter an Busbars per Laser prozesssicher und sehr schnell anschweißen kann. Damit sei die aufwendige Schraubverbindung obsolet ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/c8/9b/c89b1a8be66d11112fc72cb2627a44d8/0130972017v2.jpeg "ZJ Humanoid, ein Unternehmen für Physical AI, entwickelt sich in großen Schritten in Richtung humanoider Roboter – ein Milliardenmarkt. (Bild: Synapticon)")
:quality(80)/p7i.vogel.de/wcms/3e/c1/3ec134b1a38ddd7a619cbe9c4c6c4493/0130888450v1.jpeg "Das ist das Prinzip eines verdeckten T-Stoßes, den es gilt, qualitativ hochwertig mit dem Laser zu schweißen, was nicht so trivial ist. (Bild: Fraunhofer IPK)")
:quality(80)/p7i.vogel.de/wcms/17/54/17544d1175fcf0b3db4915386d0b9588/0130896173v3.jpeg "Escon 2 kommt überall dort zum Einsatz, wo höchste Dynamik und Präzision gefragt sind – etwa in Anlagen zur Laborautomation. (Bild: DavidBGray/maxon)")
:quality(80)/p7i.vogel.de/wcms/db/55/db55d425b03477f2904256767d9b4bf1/0130854273v2.jpeg "Das Industriegetriebe P-X.e eignet sich durch seine hohen Drehmomente, Zuverlässigkeit und thermische Leistungsfähigkeit für Gondelantriebe. (Bild: SEW-Eurodrive)")
:quality(80)/p7i.vogel.de/wcms/3d/1a/3d1ab4da6a91b5a0e7533ea16b9de8b5/0130847543v2.jpeg "Hans Beckhoff: „Wir entwickeln Hightech aus tiefer Überzeugung. Mit unserer Automatisierungstechnik befähigen wir den weltweiten Maschinen- und Anlagenbau, die komplexen Steuerungsaufgaben unserer Zeit zu lösen und die Industrie von morgen zu gestalten.“ (Bild: Beckhoff)")
:quality(80)/p7i.vogel.de/wcms/f6/14/f6141871e9c1330ff35724362914de78/a260073-large-960x540v1.jpeg "Der Leitungssatz bekommt durch automatisiertes Taping seine finale Form. (Bild: Audi)")
:quality(80)/p7i.vogel.de/wcms/56/4a/564a18c30ae492b2f15429ac0432399c/0130971157v1.jpeg "Bosch schlägt einen Kurs ein, der es vorsieht, Start-ups zu pushen und deren Expertisen Marktreif zu machen. Lesen Sie hier, warum der Konzern das so machen ... (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/20/23/2023c75b11c3d95352b51556ad2efa93/0130949528v1.jpeg "Wer nicht wagt, der nicht gewinnt, heißt ein altes Sprichwort. Und BMW setzt das auch in der Praxis um. Zum Beispiel jetzt wieder, wenn der Münchener Autohersteller Hunderte von Millionen Dollar in die Hand nimmt, um Start-ups zu fördern, die sich mit KI auskennen ... (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/1e/70/1e7013de3a1c4dac41f8314293b7cf1d/0130900046v1.jpeg "Alles, was künstliche Intelligenz (KI) angeht, galoppiert entwicklungstechnisch quasi nur so. Microsoft wollte deshalb mal wissen, was sich dabei in deutschen Industrieunternehmen tut. Hier sind die Ergebnisse, die gar nicht so übel aussehen ... (Bild: © Blue Planet Studio - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/0a/06/0a06f66b145be213743d1f5316d6efe6/0130952697v1.jpeg "Wer für 2026 die Trophäe des Elektrifying Ideas Award des ZVEI mit nach Hause nehmen darf, entscheidet sich am 20. Mai in Berlin. Fest stehen bis jetzt schon die drei Nominierten ... (Bild: ZVEI / Mark Bollhorst)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/c8/5c/c85c3deb313f1c4e29a1fdd6e27faf27/0130974611v1.jpeg "Der US-amerikanische Autokonzern General Motors freut sich über die vom obersten Gerichtshof abgestraften Zölle von Donald Trump. Denn nun kann das Unternehmen aus Detroit im Staate Michigan mehr Gewinn erwarten. (Bild: GM)")
:quality(80)/p7i.vogel.de/wcms/4a/c1/4ac1290d9b624bdc665926b6b5c5267e/0130956207v1.jpeg "Die rollen immer weiter! Es gibt so einige einst in der DDR gefertigte fahrbare Untersätze, die nun eine immer größere Fangemeinde um sich scharen. Dazu gehören der Trabant und der Wartburg, aber auch Zweiräder, wie die MZ und die Simson hier – liebevoll „Simme“ genannt. (Bild: B. Breschniak)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56100/56125/65.jpg "Trivid_Logo_easy-video-creation_254pixel.jpg ()")
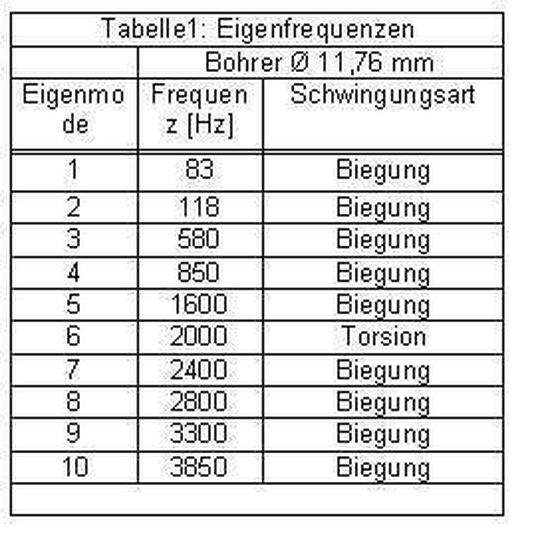
Der Verlauf entspricht einem klassischen Dreimassenschwinger, was durch die Dreiteilung des Einlippenbohrers mit Bohrkopf, Schaft und Spannhülse auch zutrifft. Deutlich sichtbar ist eine Eigenmode bei 880 Hz zu erkennen, bei der es sich um eine Biegeschwingung handelte. Eine weitere Eigenmode lag bei 2000 Hz, dabei handelte es sich um die erste Torsionseigenschwingung. Da auftretende Torsionsschwingungen während des Bohrprozesses zu Prozessinstabilitäten und zu Werkzeugversagen führen können, ist ihre messtechnische Erfassung von großer Bedeutung. Eine dritte ausgeprägte Eigenmode, wieder eine Biegeschwingung, konnte bei 3300 Hz identifiziert werden. Eine vollständige Auflistung der gemessenen Eigenmoden und der Schwingungsart zeigt Tabelle 1.
1. Torsionseigenschwingung im Frequenzbereich von 1800 bis 2000 Hz
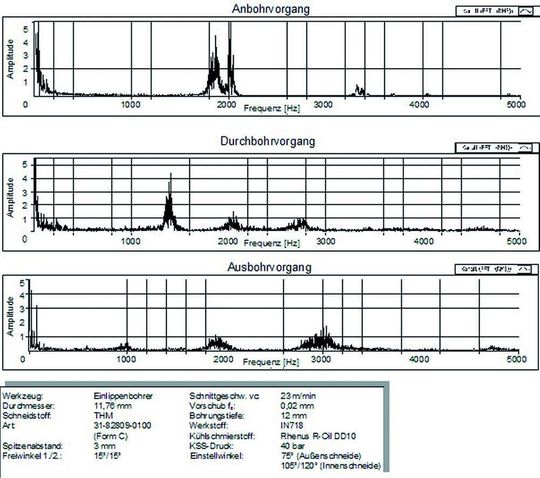
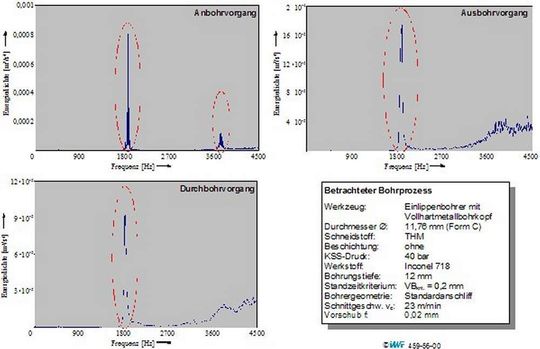
Bild 4 zeigt beispielhaft die Schwingungsverläufe, die beim Bohren in Vorschubrichtung für die drei Bohrphasen unter Verwendung eines ELB Ø 11,76 mm analysiert wurden. Dabei beträgt das dargestellte Prozessfenster für jede Bohrphase 1 Sekunde. Neben angeregten Biegeschwingungen von 1600 Hz während des Durchbohrvorgangs und etwa 900 Hz während des Ausbohrens wird vor allem deutlich, dass für alle drei Bohrphasen die 1. Torsionseigenschwingung im Frequenzbereich von 1800 bis 2000 Hz angeregt und erkannt werden konnte.
Der Frequenzbereich lag dabei nur knapp unterhalb der ermittelten Werte der experimentellen Modalanalysen der Einlippenbohrer. Dies war, wie bereits vermutet, auf die zusätzlichen schwingenden Massen von Werkstück, Flansch und Dynamometer zurückzuführen.
Lediglich eine Biegeeigenschwingung im Bereich von 3300 Hz beim Ausbohrvorgang
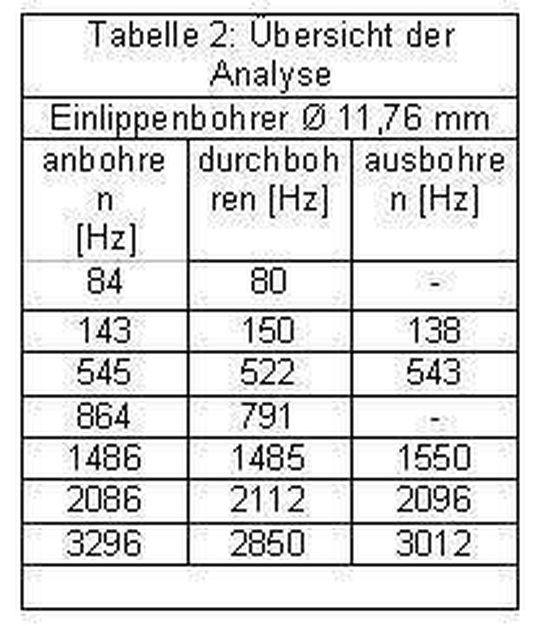
Weitere Eigenfrequenzen wurden für die drei Bohrphasen im Bereich von 2700 bis 3300 Hz angeregt. Diese Biegeschwingungen entsprachen der 8. und 9. Eigenmode und lagen ebenfalls nur geringfügig unterhalb der ermittelten Werte der experimentellen Modalanalysen. Im Bereich von 3300 Hz wurde lediglich beim Ausbohrvorgang eine Biegeeigenschwingung angeregt. Hier sind die Ergebnisse der In-Prozess-Schwingungsanalyse des gesamten Bohrprozesses und für alle drei Bohrphasen tabellarisch dargestellt (Tabelle 2).
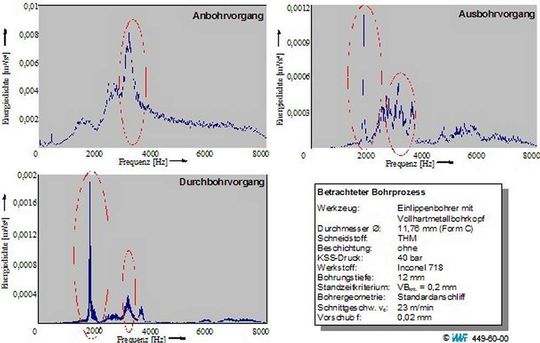
Bild 5 zeigt die aufgenommenen Schwingungsverläufe in Vorschubrichtung nach der FFT-Analyse als Funktion der Energiedichte, ebenfalls unterteilt in den Anbohr-, Durchbohr- und Ausbohrvorgang für ein Prozessfenster von 1 s. Es wurde deutlich, dass ebenfalls eine Anregung der 1. Torsionseigenfrequenz bei 2000 Hz für alle drei Bohrphasen vorlag. Es wurden auch starke Schwingungsamplituden im Bereich von 3500 bis 3800 Hz gemessen, was auf Biegeeigenschwingungen hindeutete, die ebenfalls bei den analytischen und experimentellen Modalanalysen ermittelt wurden.
1. Torsionseigenfrequenz bei allen Bohrvorgängen angeregt
Ein Vergleich mit den Schwingungsverläufen quer zur Vorschubrichtung bestätigte für alle drei Bohrvorgänge die Anregung der 1. Torsionseigenfrequenz (Bild 6). Die Beschleunigungsmessung wurde zwar näher am Wirkpunkt realisiert, so dass es zu geringeren Frequenzverschiebungen kam, jedoch zeigten die Ergebnisse der In-Prozess-Schwingungsanalyse für beide Verfahren (Beschleunigungs- und Kraftmessung) insgesamt eine sehr hohe Übereinstimmung. Dies zeigt, dass beide Verfahren geeignet sind, prozesskritische Schwingungen sicher zu detektieren.
Die im Rahmen der In-Prozess-Schwingungsanalysen verwendeten Versuchsmethodiken zeigten übereinstimmend, dass es beim Einlippenbohren der Nickelbasislegierung Inconel 718 für alle drei Bohrphasen zu einer Anregung der kritischen 1. Torsionseigenschwingung im Bereich von 2000 Hz kam. Anhand der durchgeführten Untersuchungen konnte außerdem gezeigt werden, dass beide Messmethodiken eine sichere Identifizierung der während des Einlippenbohrprozesses angeregten und zuvor in der experimentellen Modalanalyse ermittelten Eigenmoden gewährleisten. In einem nächsten Schritt kann eine Online-Prozessüberwachung entwickelt werden, die kritische Prozessschwingungen anzeigt, so dass geeignete Gegenmaßnahmen eingeleitet werden können.
Dr.-Ing. Hans-Werner Hoffmeister ist Lehrbeauftragter für Fertigungstechnik am Institut für Werkzeugmaschinen und Fertigungstechnik (IWF) der TU Braunschweig; Dipl.-Wirtsch.-Ing. Jan-Dirk Glaser war bis Ende Mai wissenschaftlicher Mitarbeiter am IWF in der Abteilung Fertigungstechnik und ist jetzt Senior Fachgruppenleiter im Bereich Product Engineering bei der Alstom LHB GmbH, Salzgitter.
(ID:257823)
:quality(80)/p7i.vogel.de/wcms/09/5e/095e72b7763426f0f58ed60df2946a38/0129992061v6.jpeg "Bild 5: Das neu entwickelte Partikelanalysemodul zeigt sich bei a) mit seinem inneren Aufbau und von außen bei b). (Bild: IWF)")
:quality(80)/p7i.vogel.de/wcms/6f/b1/6fb1f9ff3e07525fe23a358ae1804ca6/0128326852v1.jpeg "Bild 1: Zerspaner müssen heute ohne Einbußen bei der Bearbeitungsqualität immer sparsamer fertigen. Am IFW in Hannover hat man nun an dieser HSC 55 Linear von DMG Mori untersucht, wie sich das durch die Beeinflussung der Antriebskühlung schon beeindruckend schaffen lässt. (Bild: IFW)")