
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/47/43/4743d8e2f5c4f12153cb36133ffceec7/0132136237v1.jpeg "Das Rührreibschweißen kennen einige vielleicht. Damit kann man sogar unterschiedliche Metalle miteinander verbinden. Forscher haben nun einen neuen Ansatz für diese Art der Fügens im Auge, welcher der Industrie neue Vorteile ins Spiel bringen kann ... (Bild: IKT)")
:quality(80)/p7i.vogel.de/wcms/10/92/1092084d6d643e219da8714cadcd9211/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/5a/65/5a659a7ad6f19e95c179e870a1b724d4/0132118937v1.jpeg "Jetzt ist es klar! Continental verkauft die Tochter Contitech an den Investor Lone Star Funds ... (Bild: Continental)")
:quality(80)/p7i.vogel.de/wcms/3e/31/3e317bb204f4c84045eb498363bd7915/0132119368v1.jpeg "Am Fraunhofer-Institut für Angewandte Polymerforschung (IAP) hat man neue Metalleffektpigmente entwickelt, die spritzgegossenen Kunststoffteilen einheitliche Oberflächen geben. Links ein üblich ausgerüstetes Teil (schwarzer Streifen), rechts mit Spezialpigmenten – ohne Streifen. (Bild: Fraunhofer IAP / J. Galties)")
:quality(80)/p7i.vogel.de/wcms/cc/2b/cc2b2851f1fab0ad4e2ea0e469fd8656/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/22/60/226006888a96521cd8e701713e685ab7/0132121730v1.jpeg "Nachdem es in den ersten vier Monaten 2026 für die deutsche Industrie in Sachen Auftragslage eher mau aussah, hat der Mai als Wonnemonat seinem Namen wohl Ehre gemacht. Analysten glauben nun zwar an mehr Sonne, doch die Wolken sind noch nicht verschwunden ... (Bild: Solarfans)")
:quality(80)/p7i.vogel.de/wcms/38/a8/38a84c821462c50bf9ec021dfa36666f/0132089031v2.jpeg "Die Sommererhebung 2026 des Energieeffizienz-Index der deutschen Industrie: Trotz steigender Investitionen sinkt die relative Bedeutung von Energieeffizienz auf einen historischen Tiefstand. (Bild: frei lizenziert / Анна)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/2e/0d/2e0d078886eba9c6f5005debfdef70be/0132138884v2.jpeg "Humanoide Roboter und autonome Fabrik: Zwei Megatrends kommen zusammen. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/0a/24/0a2472027f3e47efb8e8e796e05c19b0/0132136079v2.jpeg "Die C6 Energiekette in Kombination mit dem neuen Obertrumführungsrad ermöglicht eine zuverlässige Energie- und Datenversorgung bei minimaler Partikelemission auf Verfahrwegen bis zu 30 Meter. (Bild: igus)")
:quality(80)/p7i.vogel.de/wcms/e4/49/e4492d893d69eb0504497821bccc3288/0131964812v1.jpeg "Im Warenausgang bei Hermes ist die Funktionsweise von Weassist ebenso einfach wie wirkungsvoll: Statt lautstark nach Hilfe zu rufen, können Mitarbeitende per Knopfdruck ein Signal auslösen. (Bild: Werma)")
:quality(80)/p7i.vogel.de/wcms/45/3e/453ea9398fe63db4045b3f47d3514301/0131649599v1.jpeg "Bis diese Vision Wirklichkeit wird, dürfte es noch etwas dauern. Und ob Werkstattroboter unbedingt menschenähnliche Beine brauchen, ist auch nicht gesagt. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/98/6f/986f1f8ab14249e6769b0af86edeff90/0132102301v2.jpeg "„Wir wollen uns mit kurzen Lieferketten, hoher Zuverlässigkeit und maßgeschneiderten Systemlösungen differenzieren“, so Sascha Eberhard, CEO bei Franke. (Bild: Franke)")
:quality(80)/p7i.vogel.de/wcms/08/63/0863f8a8cda3a7bb7f18a6b6a67a6402/0132087773v4.jpeg "Antriebe, die beispielsweise in der Tiefsee zum Einsatz kommen, haben spezielle Anforderungen, die sich nicht über Standardsortimente realisieren lassen. (Bild: frei lizenziert / Jack Drafahl)")
:quality(80)/p7i.vogel.de/wcms/0e/2e/0e2e977ea5878045d8b8f6224bb91f0e/0132076430v2.jpeg "Kann KI die klassische Motorregelung ersetzen? Burger Engineering und die TH Nürnberg haben das untersucht. (Bild: Burger Engineering / istockphoto.com)")
:quality(80)/p7i.vogel.de/wcms/77/59/77591b47d2c5cfe5842ec8832c9f32e5/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/d7/64/d7644316fa3fa7bfedfdcc9ed4968914/image-20--20schneider-20electric-20joins-20the-20world-20economic-20forum-20lighthouse-20operating-20system-20advisory-20board-20to-20create-20an-20open-source-20manufacturing-20blueprint-20for-20companies-20of-20all-20sizes-jpg-1120x630v1.jpeg "Schneider Electric baut sein Geschäft mit Industrie-KI mit einem Milliarden-Kauf aus. (Bild: Schneider Electric)")
:quality(80)/p7i.vogel.de/wcms/40/f0/40f01a2fb41aa40e8236e10622697d72/0132071780v1.jpeg "Auch die additive Fertigung befruchtet die Schleiftechnikwelt. Das bewies Emuge Franken mit 3D-gedruckten Spannhülsen, die eine flexiblere und deformationsarme Fixierung bei variierenden Bauteilen garantieren. Per FEM ausgelegte Waben- und Mäanderstrukturen helfen dabei. (Bild: VDW / U. Regenscheit)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/d9/4e/d94eb7d862cb2679306568b6e135d4d3/0132133289v2.jpeg "Der automatisierte Elektroschlepper P250: Das AGV bewegt bis zu 25 Tonnen Last und koppelt automatisch an und ab. (Bild: Linde-MH)")
:quality(80)/p7i.vogel.de/wcms/90/90/9090d80bb6ebabf86a07e02bcc82fb35/0132119821v1.jpeg "Mithilfe KI-gestützter Prognosen lassen sich die Risiken aufgrund volatiler Rohstoffpreise deutlich reduzieren – und auch andere Rohstoffmärkte können von diesen skalierbaren Lösungen profitieren. (Bild: © Lo - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/1e/5e/1e5e00a2f186c772c7120e8a58868378/0132105073v1.jpeg "Was man hier sieht, ist ein Schiffsantriebssystem von Renk. Nun verkünden die Augsburger, dass sie den britischen U-Boot-Getriebehersteller David Brown Defence in Kürze kaufen ... (Bild: Renkd)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Blechverarbeitung per Laser So optimiert das Laser-Blanking die Alu-Umformerwelt
Mit der Dynamic-Fow-Technology hat Schuler eine Möglichkeit zu bieten, die beim Blechschneiden vor dem Pressen Zeit und Ressourcen spart, heißt es – etwa zig Werkzeuge pro Kfz-Karosserie. OEMs horchen auf...
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/84700/84735/65.jpg "logo_item_rgb_neu.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/60/a7/60a7b87a8911b/tec-signet-rgb.jpeg "tec-signet-rgb (technotrans SE, Sassenberg)")

Seine, wie Schuler betont, leistungsfähigen und produktiven Platinenschneidanlagen mit Lasersystem versorgen deshalb heute schon Pressenlinien vieler OEMs und Zulieferer. Der Vorteil davon: Es ließen sich bei neuen Modellen bereits komplette Schnittwerkzeugsätze einsparen. Schuler peilt über den Daumen, dass bei etwa einem Dutzend Werkzeugen pro Karosserie eine Kostenreduzierung im Millionenbereich winken könnte. Aber nicht nur das, denn außer Geld zu sparen, profitiere man auch im nachgelagerten Umformprozess von den per Laser geschnittenen Platinen. Das hat folgende Gründe:
Heikle „Gratwanderung“ bei üblicher Alu-Verarbeitung
In unseren Leichtbauzeiten nimmt bekanntlich der Anteil von Aluminium in vielen Fahrzeugtypen zu, weil mit jedem gesparten Kilo die Leistung erhöht sowie der Kraftstoffverbrauch – und parallel dazu, die Emissionen – reduziert werden. Doch gilt Aluminium als Metall, dessen Oberfläche besonders sensibel ist. Deshalb stelle sich dem Verarbeiter nicht nur in Sachen Schneidprozess die Fragen nach einem möglichst schonenden Handling der Bleche. Darüber hinaus neigt Aluminium dazu, an der unteren Schneidkante beim mechanischen Schneiden, Grate zu bilden. Löse sich dieser Grat und verbleibe dann noch im Umformwerkzeug, kann er sich in die Alu-Materialoberfläche so eindrücken, dass das Problem sogar noch nach dem Lackieren sichtbar sei – das heißt Ausschuss!
Um das zu vermeiden, braucht man, wie Schuler erklärt, heute außer zusätzlichen Anlagenkomponenten, wie Flitterabsauger oder Platinenreinigungsanlagen, auch regelmäßige Anlagenstopps zur Reinigung der Umformwerkzeuge. Je nach Bauteil könne der Stillstand eine fünf- bis zehnminütige Produktionsunterbrechung nach bereits wenigen hundert Hüben bedeuten.
Aluminiumplatinen aber, die auf einer Laser-Blanking-Line von Schuler entstehen, erfüllen nicht nur die hohen Qualitätsanforderungen der Automobilindustrie, sondern verursachen auch das Gratproblem kaum, heißt es weiter. Rechnet man zusammen, was man dadurch für Aufwand spart, wird klar, dass lasergeschnittene Platinen die Produktivität der Pressenlinien für Aluminiumteile deutlich erhöhen, betont Schuler.
Optimierung von Tryout-Prozessen geht auch
Grundsätzlich, merkt Schuler an, ist ja die Flexibilität hinsichtlich der Konturenanpassung bereits von den lasergeschnittene Platinen aus deren Tryout-Prozess bekannt. Je nach Bedarf lassen sich die Platinengeometrien im Laserschneidprogramm also anpassen und unkompliziert in kleinen Chargen ohne Werkzeug fertigen, führt Schuler weiter aus. Im Vergleich zu den dafür meist eingesetzten Flachbettlasern werden die Platinen bei einer Laser-Blanking-Line aber nicht aus einem Rechteck herausgeschnitten, sondern direkt aus dem kontinuierlich durchlaufenden Bandmaterial des Coils.
Betrachtet man das am Beispiel einer Motorhaube, und geht man dabei von einer mit Robotern automatisierten Schrotttrennung und Gutteilabstapelung aus, so muss ein zusammenhängendes und umlaufendes Schrottgitter mit etwa 2 bis 3 cm Stegbreite berücksichtigt werden, schickt Schuler voraus. Auch ergebe sich durch die rechteckige Rohplatine ein Verschnitt von circa 6 cm pro Seite, der beim Schneiden aus einem fortlaufenden Band für die nächste Haubenplatine verwendet werden könnte (siehe blau gestrichelter Bereich in der später folgenden Grafik).
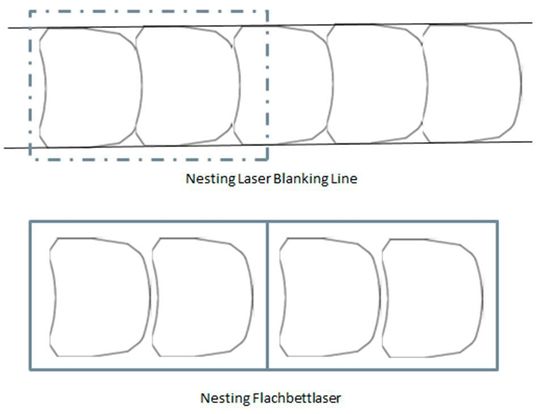
Würde man also für zwei Hauben auf einem Flachbettlaser eine Rohplatine von 2260 mm × 2200 mm benötigen, dann käme eine Laser-Blanking-Line mit einer Vorschublänge von 2065 mm bei einer Coilbreite von 2150 mm zurecht. Das entspreche einer Materialeinsparung von 11 %. Unabhängig davon, ob die Teile eingekauft oder in House gefertigt werden, bedeutet eine Materialeinsparung stets auch Geldsparen.
(ID:46606654)
:quality(80)/p7i.vogel.de/wcms/04/03/04036c5b4cd7b5af3bc49dcf55da9345/0125069548v1.jpeg "Auf einer Doppelspindelmaschine von SW fertigt Schabmüller paarweise Radträger. Das Bild zeigt den Einsatz von Scheibenfräsern mit Wendeschneidplatten von Mapal. (Bild: Mapal)")
:quality(80)/p7i.vogel.de/wcms/52/1e/521e5db194d2c308984929bf94018d51/0126013741v1.jpeg "Ein Beispiel für den Einsatz des Laserschweißens. Hier verbindet der Laser dicke Schiffspaneele, was durch die hohe Schweißgeschwindigkeit, den geringeren Stromverbrauch und die minimierte Rauchentwicklung im Vergleich zu anderen Verfahren von Vorteil ist. (Bild: Civan Lasers)")