
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/1f/0e/1f0e7380dbbf7af1c79c8be0b0426ae3/0132055398v1.jpeg "Der Akku-Rohrschneider des Typs M18 Fuel Fpcs-502X von Milwaukee wiegt inklusive Akku keine vier Kilogramm. Aber das ist längst nicht der einzige Pluspunkt für den Anwender ... (Bild: Milwaukee Tool)")
:quality(80)/p7i.vogel.de/wcms/94/03/940355b10b64c501d303ebf051eb0150/0131825112v1.jpeg "Das Programm für den Anwendertreff Zerspanung ist vollständig! (Bild: © bychykhin - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a3/43/a343a299b6cf47181b542e771e40b6d0/0132044846v1.jpeg "Die Südkoreanischen Chiphersteller Samsung und SK Hynix sind im Aufwind. Aber das ist dem Land nicht genug! Denn nun strebt Südkoreas Regierung an, viele Milliarden in die Hand zu nehmen, um die Vorreiterrolle langfristig zu halten ... (Bild: Samsung Electronics)")
:quality(80)/p7i.vogel.de/wcms/22/0b/220bc08a2ebb1bf08dd94c2f5c796053/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/72/9f/729fec73e1074b8402a5ac2d45269446/0130814460v2.jpeg "Torsten Philipp ist Geschäftsführer der Geislinger GmbH. Das österreichische Familienunternehmenwird mittlerweile bereits in vierter Generation geführt. Geislinger produziert unter anderemmaßgeschneiderte Kupplungen, Dämpfer, Wellen und Antriebsstranglösungen. Bei einemJahresumsatz von zuletzt 141,4 Millionen Euro (Geschäftsjahr 2024/2025) beschäftigt das Unternehmenrund 900 Mitarbeiter in fünf Ländern. (Bild: Florian Stuerzenbaum)")
:quality(80)/p7i.vogel.de/wcms/70/a9/70a95343c77aebb4df79abdcaff6d350/0132055655v1.jpeg "Mutares, besser gesagt Amaneos und LMS, holen sich das Know-how in puncto Fahrzeugbeleuchtungen von Magna. Hier ein Beispiel für sogenannte Flecsformen, bei denen sehr viele kleine Lichtpunkte für strahlende Akzente sorgen. Die Übernahme ist nun abgeschlossen ... (Bild: Magna)")
:quality(80)/p7i.vogel.de/wcms/69/83/69833750b294c3d9f386edb53cf3590a/0132054545v1.jpeg "Maros Sefcovic ist EU-Handelskommissar. Er hat nun mit Chinas Handelsminister Wang Wentao zum Thema Handelskriegvermeidung gesprochen. Wie es aussieht, nähern sich beide Handelsregionen einander an. Noch im Herbst sollen einige Punkte der Möglichkeiten umgesetzt sein ... (Bild: EU)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/38/70/3870579fb5e9725f3de1669cd033154e/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/eb/d0/ebd0a1d73320d6b88557efe73c9c441e/0131955410v1.jpeg "Das großflächige, sogenannte bifaziale 546-Watt-Perowskit-Silizium-Modul bei der Fertigung im Module-TEC des Fraunhofer ISE. Was diese Solarzellen für positive Auswirkungen haben, erfahren Sie im nebenstehenden Beitrag ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/90/67/906752f53a4e1bb288f495167ce6b318/0131954184v1.jpeg "Bei Innovent Technologieentwicklung in Jena hat man bewiesen, dass man mit Atmopshärendruckplasma Kupfer- (wie hier) und Silberoberflächen von Oxiden respektive von Sulfiden reinigen kann – ohne garstige Chemikalien und ohne viel Energieaufwand ... (Bild: Innovent)")
:quality(80)/p7i.vogel.de/wcms/13/6e/136e4ec1ebe488f6266f813980ac31b8/0132059213v2.jpeg "Synapticon wurde auf der Automate 2026 in Chicago für die Kombination von Aktuator und integrierten Safety-Funktionen ausgezeichnet. (Bild: Synapticon)")
:quality(80)/p7i.vogel.de/wcms/39/48/394849a8fab8048c6a48f68599b9a5e6/0132040979v1.jpeg "Volkswagen startete von vier Jahren ein Großprojekt mit Bosch, bei dem es um die Entwicklung einer Plattform für das autonome Fahren ging. Nun steht die Kooperation aus gewissen Gründen vor dem Aus, wie die Bild am Sonntag erfahren haben will ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/6b/39/6b39c6db58e16b23d7eeaeabc9374107/0131834032v2.jpeg "Prosimu entwickelt hochdynamische Bewegungssimulatoren für Motorsport, Luftfahrt und Industrie und setzt dabei auf Verbindungslösungen und konfektionierte Kabelsätze von Lapp. (Bild: Lapp)")
:quality(80)/p7i.vogel.de/wcms/11/13/11131eae4746c235192f0dfd4f165b52/0132064194v3.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/ed/42/ed42ce1eb6bc32e297c596b5a7280f70/0131982952v1.jpeg "Normen sind vor allem für die Industrie wichtig, weil sie etwa die Markteinführung neuer Produkte beschleunigen helfen. Oft genug gibt es aber auch Bremseffekte. Deshalb soll die Normungsverordnung überarbeitet werden. VDMA und DIN geben hier Tipps, wie am besten ... (Bild: © DOC RABE Medie - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/83/60/836092e8d7e1fe8c57a61f044c12e941/0131972915v2.jpeg "Schmieden, wie hier auf einer automatischen Presse, ist energieintensiv. Neumayer hat nicht nur diesen Fertigungsschritt sondern auch die Konstruktion der Schmiedeteile optimiert. (Bild: fokusiert fotografie/Konstantin Werner)")
:quality(80)/p7i.vogel.de/wcms/61/f5/61f510135d1e5538d61445aa27ef0186/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/7e/a1/7ea18191c39e21a4707686844a1a8367/0132016788v1.jpeg "Humanoide Roboter gelten als die Automation der Zukunft, bei der Kompetenzen aus unterschiedlichen Disziplinen zusammenkommen. Die Messe Automatica 2027, veranstaltet von der Messe München, wird das Thema deshalb nicht umsonst ganz groß aufziehen ... (Bild: Messe München / M. Broenner)")
:quality(80)/p7i.vogel.de/wcms/ef/e4/efe4e9f4fdd8bcb08127915e2dae0d73/0132016773v1.jpeg "Mit der Validierung des Laserverstärkers an einem Ionenfallen-Quantencomputer von „NeQxt“ wird in Zusammenarbeit mit dem Fraunhofer IZM aus Berlin ein Baustein zur technologischen Souveränität Europas in Sachen Quantencomputing aus der Taufe gehoben. (Bild: „NeQxt“)")
:quality(80)/p7i.vogel.de/wcms/01/1c/011cf95994f4751449adc09439ef8363/0132008487v1.jpeg "Cyberattacken nehmen in Deutschland zu. Leider nutzen die Hacker verstärkt die Mittel der künstlichen Intelligenz, weshalb sie noch schwerer zu stoppen sind. Dagegen will die Regierung etwas tun. Außerdem gab es kürzlich einen schönen Erfolg gegen diese Art der Kriminalität ... (Bild: R. Gutterbrink)")
:quality(80)/p7i.vogel.de/wcms/b1/a4/b1a443b2b367137ce1a1c44e9995394b/0132056670v1.jpeg "Die Vierfach-Solarzelle! Was man hier links sieht, ist das Aufbauprinzip des Systems rechts. Damit, so sagen Forscher vom Fraunhofer-Institut für Solare Energiesysteme (ISE), kann grüner Wasserstoff viel effizienter direkt aus Sonnenlicht gewonnen werden ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/48/41/484189359ed323448724b71cde1bdf80/0132048074v2.jpeg "Links ist ein sogenannter Pressluftatmer des Modells M1 vom Hersteller MSA zu sehen. Rechts daneben handelt es sich um dessen Trageplatte. Letztere wird aus dem BASF-Polyamid Ultramid A3XZC3 ESD gefertigt, wie man aus Ludwigshafen erfährt – aber auch, warum das so ist ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Stufenfeinbohrwerkzeug Spezialwerkzeug bearbeitet sämtliche Aufgaben in nur einer Aufspannung
Die Schlüsselkomponenten ihrer Werkzeugmaschinen fertigt die Tornos AG grundsätzlich im eigenen Hause. Dabei bewährt sich ein spezielles, von Mapal entwickeltes Stufenfeinbohrwerkzeug.
Anbieter zum Thema
„Bei bestimmten Schlüsselkomponenten unserer Produkte sind die Präzisionsanforderungen so hoch, dass wir ihre Bearbeitung grundsätzlich nur selbst durchführen“, sagt Jean-Luc Maurer, Prozessverantwortlicher bei der Tornos SA in Moutier (Schweiz). Das Traditionsunternehmen ist Hersteller mehrerer Technologien für die hochproduktive Fertigung von Bauteilen in großen Serien. Die Anlagen müssen höchste Erwartungen bezüglich Produktivität, Produktqualität und Langlebigkeit erfüllen. Entsprechend sorgfältig erfolgen auch die Bearbeitung und Kontrolle der im Stammhaus gefertigten Schlüsselkomponenten.
Belegungszeiten der Maschine zu kostenintensiv
Das gilt auch für eine Bauteilfamilie aus GGG 40, in die jeweils eine Reihe zylindrischer Bohrungen mit äußerst strengen Vorgaben bezüglich Maßgenauigkeit, Konzentrizität und Oberflächenqualität eingebracht werden müssen. Die Arbeitsgänge erfolgen auf einem hochpräzisen Bearbeitungszentrum unter Beachtung genauer Vorschriften auch bezüglich der thermischen Verhältnisse von Bauteil, Maschine und Messraum. Die entsprechend langen Belegungszeiten der Maschine von zehn Stunden oder mehr verursachten hohe Kosten. Daher suchten die Verantwortlichen nach Möglichkeiten, diese durch Einsatz eines Spezialwerkzeugs zu verringern.
„Mit Tornos arbeiten wir schon seit fast 20 Jahren bei verschiedensten Projekten eng zusammen“, erinnert sich Andreas Mollet, Mapal-Gebietsverkaufsleiter in der Schweiz. Das betrifft einerseits die Entwicklung von Bearbeitungslösungen für Kunden von Tornos, die zu ihren Werkzeugmaschinen auch komplette Technologielösungen einschließlich Werkzeugen und dem Bearbeitungsprozess erwerben möchten. Auf der anderen Seite kommen die Tornos-Mitarbeiter immer dann auf Mapal zu, wenn sich bestimmte anspruchsvolle Bearbeitungsaufgaben mit den üblichen Standardwerkzeugen nicht oder nur mit Nachteilen bezüglich Produktivität oder Qualität lösen lassen. Im Laufe dieser langjährigen Entwicklungspartnerschaft ist eine solide Vertrauensbasis gewachsen.
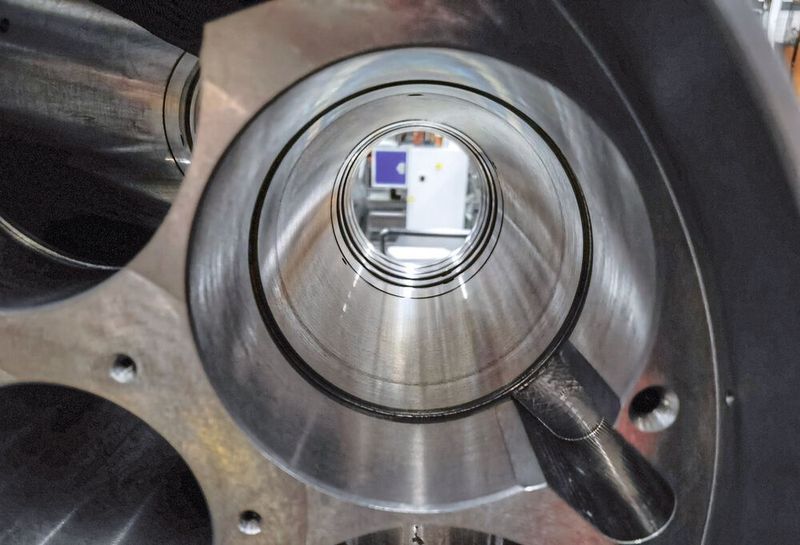
Das zu bearbeitende Teil weist sechs Bohrungen auf, die jeweils drei ineinander übergehende zylindrische Bereiche mit Durchmessern von 100, 99 und 98 Millimetern aufweisen.
Die Konzentrizitätsabweichung aller drei Bohrungen darf ungeachtet der Gesamtlänge von knapp 345 Millimetern nicht mehr als 10 Mikrometer betragen. Dazu findet sich im ersten Bereich, in dem ein H5-Durchmesser gewährleistet werden muss, eine Nut. Das bedingt einen unterbrochenen Schnitt mit entsprechenden Auswirkungen auf die Auslenkung und die Schwingungsanregung des eingesetztes Feinbohrwerkzeugs.
In der daran anschließenden Bohrung mit Durchmesser 99 Millimeter ist eine Bearbeitungstoleranz von 0,05 Millimetern gefordert. Geradezu extrem werden die Anforderungen schließlich im letzten Bereich, wo bei einem Solldurchmesser von 98 Millimetern und mehreren Schnittunterbrechungen durch Ringnuten eine Toleranz von -0 bis +15 Mikrometer einzuhalten ist. Weitere Vorgabe ist eine Oberflächenrauheit Ra von weniger als 1,2 Mikrometern.
Früher wurden die abschließenden Bearbeitungsgänge mit drei verschiedenen Ausdrehwerkzeugen durchgeführt.
Dies bedingte Zeitverluste nicht nur durch die Werkzeugwechsel, sondern auch aufgrund der Tatsache, dass nach jedem Arbeitsgang Durchmesser und Oberflächenrauheit in der Bohrung kontrolliert werden mussten. Zusätzlich entstanden beim Wechseln minimale Abweichungen bei der Positionierung in der Maschine. Bei der Länge der Werkzeuge und den außerordentlich engen Toleranzvorgaben verursachte dies zusätzliche Ausschussrisiken. Angesichts der hohen Wertigkeit des bereits weitgehend bearbeiteten Bauteils ein hohes Kostenrisiko für die Tornos AG.
„Tornos wollte von uns deshalb ein Spezialwerkzeug, mit dem sich sämtliche Aufgaben in nur einer Aufspannung erledigen lassen“, berichtet Andreas Mollet. Gewisse Bedenken gab es zunächst mit Blick auf die erforderliche Länge sowie das entsprechende Gewicht. Auch musste gewährleistet werden, dass es nicht zu Positionierungsfehlern durch eventuelle axiale Abweichungen der vorher eingesetzten Schruppwerkzeuge kam. Deshalb entschieden sich die Entwickler bei Mapal für eine Auslegung als Stufenfeinbohrwerkzeug. Für den Einsatz auf dem Bearbeitungszentrum verfügt es über eine BT 50 FC-Schnittstelle. Für die präzise Führung selbst bei unterbrochenem Schnitt sorgen insgesamt fünf Führungsleisten aus polykristallinem Diamant (PKD) in jeder der drei Stufen. Das Werkzeug ist nach dem bewährten Mapal Prinzip aufgebaut und weist für die drei Durchmesserbereiche jeweils eine zweischneidige, beschichtete Hartmetall-Wendeschneidplatte auf. Sie kann sowohl radial als auch von der Verjüngung her feinfühlig justiert werden. Eventuelle Abweichungen der vorgängigen Bearbeitung werden korrigiert, solange sie kleiner sind als das noch vorhandene Restaufmaß. Das ermöglicht ein kleiner Überstand der Schneiden zu den Führungsleisten. Das Mapal Werkzeug folgt so über die gesamte Länge des Werkstücks seiner eigenen Bahn.
„Das von Mapal entwickelte Werkzeug ist jetzt seit geraumer Zeit im Einsatz. Mit den Ergebnissen sind wir sehr zufrieden“, bilanziert Maurer. Gegenüber der früheren Arbeitsweise reduziert das Mapal-Werkzeug die Bearbeitungszeit beim Feinbohren der sechs Durchgänge um 20 bis 25 Prozent, sodass die Bearbeitung auf dem Bohrwerk innerhalb einer Schicht fertiggestellt werden kann. Es werden Oberflächenrauheiten Ra von 1,0 bis 1,2 Mikrometern erreicht.
Grund für die lange Zeit auf der Maschine ist auch die bei Tornos übliche Sorgfalt: Durchmesser und Oberflächenrauheit jeder Bohrung werden noch auf der Maschine manuell kontrolliert. Abschließend kontrolliert ein Facharbeiter noch das gesamte Bauteil auf einem hochgenauen Koordinatenmessgerät mit einer Genauigkeit von 3 Mikrometern.
Positiv ist aus Sicht von Tornos auch die Verwendung von Wendeschneidplatten sowie die Lieferung eines speziellen Einstellgeräts, das ein Justieren der Schneiden in mehreren Dimensionen mit einer Auflösung von 1 Mikrometern ermöglicht. Dank der Wendeschneidplatten können jetzt mit jedem Satz Schneiden insgesamt sechs bis acht Werkstücke bearbeitet werden, und die Schneidstoffkosten sinken im Vergleich zur vorherigen Arbeitsweise signifikant.
(ID:48281393)
:quality(80)/p7i.vogel.de/wcms/7e/02/7e02c8fb81677fffcf9bdedc55be5c1b/0126713829v1.jpeg "Die Mapa-Baureihe HPR400 plus wurde gezielt für die Bearbeitung von Planeinstichen weiterentwickelt. Das neue Werkzeugkonzept arbeitet mit zwei nutzbaren Schneidkanten stabil und sicher. (Bild: Mapal)")
:quality(80)/p7i.vogel.de/wcms/5e/40/5e40157cb8a83cfd7e6a260366b3f072/0127912129v1.jpeg "Für den zweiten Bearbeitungsschritt wird das dünnwandige Bauteil in den Spalt zwischen Innen- und Außenwerkzeug gefahren. (Bild: Mapal)")