
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/2e/33/2e332c202989ae280c6dec7c5a1a05df/0132073916v1.jpeg "Jetzt gibt es endlich eine Säge mit XXL-Drehtisch, damit man sozusagen tonnenschwere Kunststoff- oder Faserverbundwerkstoff-Platten oberflächenschonend und flott schneiden kann. Sie heißt FK-6 und gebaut hat sie IMA Schelling Precision. Lesen Sie hier, was man gemacht hat ... (Bild: IMA Schelling Precision)")
:quality(80)/p7i.vogel.de/wcms/ca/5b/ca5b6e3b52067dba3f33af8f55b85710/0131992583v2.jpeg "In der dritten Folge des Industrial Benchcast verrät Florian Weil, CEO bei Weil Technology, wie er sein Unternehmen strukturiert aus der Abhängigkeit vom Verbrenner führte. (Bild: MM Maschinenmarkt / Thao My Vu Thi)")
:quality(80)/p7i.vogel.de/wcms/40/f0/40f01a2fb41aa40e8236e10622697d72/0132071780v1.jpeg "Auch die additive Fertigung befruchtet die Schleiftechnikwelt. Das bewies Emuge Franken mit 3D-gedruckten Spannhülsen, die eine flexiblere und deformationsarme Fixierung bei variierenden Bauteilen garantieren. Per FEM ausgelegte Waben- und Mäanderstrukturen helfen dabei. (Bild: VDW / U. Regenscheit)")
:quality(80)/p7i.vogel.de/wcms/b4/48/b448154d0189160e6c3d341c975f8344/0132068826v1.jpeg "Personeller Zuwachs! Der Radpanzer Boxer gehört neben anderen Panzerfahrzeugen zu jenen, die das KNDS-Werk in Görlitz mit Komponenten versorgt. Freuen darf man sich an dem Standort nun auch, denn die Mitarbeiterzahl soll sich noch in diesem Jahr deutlich erhöhen ... (Bild: KNDS)")
:quality(80)/p7i.vogel.de/wcms/13/0a/130aae57e5b6a18fb48531697fdb8c2d/0132075790v1.jpeg "Am Riff vorbei! Hensoldt hätte für das von der Bundesregierung beendete Fregattenprogramm F126 Radarsysteme liefern sollen. Das fällt nun ja flach. Wie es nach ersten Prüfungen aussieht, wird das Geschäft von Hensoldt aber wohl nicht allzusehr in Mitleidenschaft gezogen ... (Bild: Hensoldt)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/c2/b4/c2b44d5a99b67e9d6474906191b4eeb9/0132072962v1.jpeg "Gold, Silber und Palladium stecken in Handys. Und das Bild hier wäre eigentlich anzustreben! Denn je mehr Althandys für das Recycling zusammenkommen, desto wirtschaftlicher wird Rohstoff-Rückgewinnung. Doch die Realität sieht leider anders aus. (Bild: S. Lönneson)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/38/70/3870579fb5e9725f3de1669cd033154e/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/eb/d0/ebd0a1d73320d6b88557efe73c9c441e/0131955410v1.jpeg "Das großflächige, sogenannte bifaziale 546-Watt-Perowskit-Silizium-Modul bei der Fertigung im Module-TEC des Fraunhofer ISE. Was diese Solarzellen für positive Auswirkungen haben, erfahren Sie im nebenstehenden Beitrag ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/90/67/906752f53a4e1bb288f495167ce6b318/0131954184v1.jpeg "Bei Innovent Technologieentwicklung in Jena hat man bewiesen, dass man mit Atmopshärendruckplasma Kupfer- (wie hier) und Silberoberflächen von Oxiden respektive von Sulfiden reinigen kann – ohne garstige Chemikalien und ohne viel Energieaufwand ... (Bild: Innovent)")
:quality(80)/p7i.vogel.de/wcms/67/27/672723de5e7736d5e0942aae52e46649/0131534073v1.jpeg "Für das Teachen eines Roboters ist es wichtig, sich im Raum zu bewegen und permanenten Blickkontakt zum Roboter zu haben. Mit einem kabelgebundenen Gerät wäre dies nahezu unmöglich. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/13/c7/13c71ea5529b78d642794f2ed6039f87/0131991662v1.jpeg "Collaborative Industry bringt Menschen und Roboter zusammen. (Bild: © Emma - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/99/28/9928d61990bbfa34a85355e815cc521d/0132071253v1.jpeg "In puncto Materialversagen hat ein internationales Forscherteam, an dem auch das KIT beteiligt war, herausgefunden, dass Schubbelastungen durchaus zerstörende Wirkungen entfalten können. Hier eine Mikroskopaufnahme eines Aluminiumteils, das deshalb in die Brüche ging ... (Bild: KIT / M. Hurst)")
:quality(80)/p7i.vogel.de/wcms/5a/13/5a13bbf096fe899b155d51a40729fe16/0132070616v2.jpeg "Aus Linearführungen in Kombination mit weiteren Komponenten entstehen komplexe Anlagen für die Automatisierung. (Bild: IEF-Werner)")
:quality(80)/p7i.vogel.de/wcms/11/13/11131eae4746c235192f0dfd4f165b52/0132064194v3.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/13/6e/136e4ec1ebe488f6266f813980ac31b8/0132059213v2.jpeg "Synapticon wurde auf der Automate 2026 in Chicago für die Kombination von Aktuator und integrierten Safety-Funktionen ausgezeichnet. (Bild: Synapticon)")
:quality(80)/p7i.vogel.de/wcms/39/4a/394a548c92cffd619a4bc63766072f5d/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/90/76/9076d1796c8370f810043e9c3e675339/0132066867v1.jpeg "Diese 15 Herr- und Frauschaften waren mit Sandvik Coromant im Projekt „Dig4ReMan“ damit beschäftigt, den Step-Datenaustausch für individuelle Reparaturen per additiver Fertigung digitaler zu machen. Alle in der Wertschöpfungskette können jetzt die gleiche „Sprache“ sprechen! (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/61/f5/61f510135d1e5538d61445aa27ef0186/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/87/23/87230bfb9455e7716c1b74c28a137907/0132077911v1.jpeg "Formgedächtnislegierungen sehen ursprünglich etwa kompakt aus, können sich unter gewissen Umstände aber, wie hier, in Spiralfedern verwandeln. Bisher wusste man nicht genau, wie diese Materialien das machen. Forscher aus Kassel konnten das Geheimnis aber lüften ... (Bild: M. Breisbach)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/2f/d1/2fd17814ee38a61be6b03cbeb25aeeb2/0132078558v2.jpeg "Dieser vollständig automatisierte Gegengewichts-Gabelstapler Factory E-Truck FE616 kommt mit induktivem Ladesystem und optionalem Wetterschutzaufbau daher. (Bild: Neumaier Industry)")
:quality(80)/p7i.vogel.de/wcms/79/de/79de470a594655885dd3d73182976968/0132075482v2.jpeg "Frachtraten zu berechnen und vor allem zu pflegen ist in der Praxis häufig sehr aufwendig. AEB sorgt jetzt für Hilfe ... (Bild: AEB)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
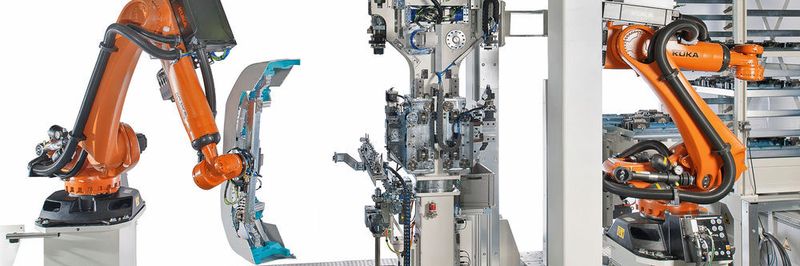
Roboter Stoßfänger in einer Anlage Stanzen und Kleben
Eine steigende Modellvielfalt, kürzere Produktlebenszyklen und sinkende Losgrößen fordern die Automobilindustrie heraus, die Produktion flexibler zu gestalten. Eine robotergestützte Produktionsanlage soll die Fertigung von Pkw-Stoßfängern im Sinne der sich verändernden Anforderungen deutlich effizienter gestalten.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/65100/65191/65.jpg "Logo.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/98600/98681/65.jpg "logo.png ()")
Die Automobilhersteller setzen verstärkt auf die zunehmende Individualisierung ihrer Produkte. Diese wachsende Variantenvielfalt ist immer schwieriger zu beherrschen und erfordert eine wesentlich flexiblere Gestaltung der Fertigung, um sämtliche Modellderivate sowohl in kurzer Zeit als auch wirtschaftlich produzieren zu können. Anhand der Fertigung von Pkw-Stoßfängern beispielsweise lassen sich die Probleme herkömmlicher Prozesse und die künftigen Anforderungen gut darstellen. In die Kunststoff-Stoßfänger müssen nach dem Spritzgießen und Lackieren Öffnungen mit einer Prägung zum Beispiel für die Aufnahme der Sensoren der Einparkhilfe gestanzt und deren Halter von hinten verklebt beziehungsweise verschweißt werden.
Alle drei Jahre neue Maschinen
Heute kommen dazu Einzelmaschinen mit einer Abmessung von circa 4 m × 2 m zur Anwendung. Da bei diesen Maschinen der Wechsel auf unterschiedliche Werkzeuge und Aufnahmen mit hohen Rüstzeiten verbunden ist, wird in der Regel für jeden Werkstücktyp eine solche Stanz-/Klebemaschine angeschafft. Da ein typischer moderner Pkw mindestens drei verschiedene Frontgesichter mit entsprechend drei verschiedenen Stoßfängertypen hat, müssen mindestens auch jeweils drei Maschinen für die Front- sowie für die Heckvarianten beschafft werden. Der Zyklus der Modellpflege im Automotive-Bereich von neuen Autos beträgt maximal drei Jahre. Die Lieferbarkeit der Stoßfänger beträgt mindestens 10 Jahre nach EOP. Das heißt also: Alle drei Jahre müssen entsprechend viele neue Stanz-/Klebemaschinen neu angeschafft werden und diese Anlagen müssen mehr als 10 Jahre bereitstehen und funktionsfähig sein. Der Service- und Platzbedarf ist hoch, von den Kosten ganz zu schweigen. Im Zuge einer weiteren Individualisierung der Produktion stößt man früher oder später an Grenzen.
Im Auftrag eines führenden Automobilherstellers hat die auf Turnkey-Produktionsanlagen spezialisierte Indat Robotics GmbH ein neues Konzept für eine Anlage entwickelt, das den herkömmlichen Produktionsprozess geradezu revolutioniert, da sie eine unbegrenzte Anzahl an Stoßfängerderivaten bearbeiten kann und dabei mit nur knapp 30 m² Produktionsfläche auskommt. Das robotergestützte Produktionssystem ermöglicht nicht nur das Stanzen der Löcher für zum Beispiel PDC-Sensorik, Waschdüsen oder Reflektoren, sondern im selben Fertigungsschritt auch das Verkleben der entsprechenden Bauteile beziehungsweise der nötigen Halterungen. Stanzen und Kleben wurden dabei als eine vollautomatische Maschinenlösung mit zwei Robotern konzipiert. Die komplette Anlage wurde von der Prozessanalyse über die Konstruktion und Softwareentwicklung bis zur Inbetriebnahme als schlüsselfertige Lösung geliefert, mittlerweile sind sechs dieser Produktionssysteme beim Hersteller in Betrieb.
Von Anfang an gefordert war eine Flexibilität und Redundanz für mindestens 12 Stoßfängerderivate sowie eine Ausbringungsleistung von 30 s pro Stoßfänger auf zwei Bearbeitungslinien. Das Umrüsten auf ein neues Derivat darf keinen Einfluss auf die Ausbringungsleistung haben. Des Weiteren musste eine Roboterzelle auf eine relativ kleine Fläche von nur 3 m × 10 m ausgelegt werden. Bereits 2010 entwickelt Indat gemeinsam mit dem Zulieferer Magna eine Anlage für das Stanzen von Kunststoff-Stoßfängern.
Wesentliche Komponenten der neuen Anlage sind eine drehbare Doppelstanze mit Klebevorrichtung und zwei Handlingroboter. Während der vordere Roboter die Handhabung des Stoßfängers übernimmt, führt der hintere zeitgleich, also taktzeitneutral, den Werkzeugwechsel an der aktuell inaktiven Seite der Doppelstanze durch. Als Aufspannvorrichtung spezifisch für ein Stoßfängerderivat dienen Warenträger, die in einem Regal liegen. Beim Start der Anlage holt der Roboter einen der Warenträger und präsentiert diesen dem Werker. Der legt den Stoßfänger auf und bestückt eine spezielle Aufnahmeschiene, die Teil des Warenträgers ist, mit Sensorhaltern. Anschließend bewegt der Roboter den Warenträger mit der Aufnahmeschiene zur Stanzanlage, übergibt die Aufnahmeschiene an eine vertikale Zuführachse und positioniert den Warenträger mit dem Stoßfänger in der Stanzanlage.
Exakte Orientierung der Klebehalter
Mit hoher Präzision werden die Löcher gestanzt und in gleicher Position die Bauteilhalter für PDC-, SPRA- und andere Sensoren verklebt. Damit ist die geforderte exakte Orientierung der Klebehalter zum Stanzloch im Einzehntelmillimeter-Bereich möglich. Parallel erfolgt der Wechsel des Stanzwerkzeuges im Hintergrund durch den anderen Roboter. Die Stanzseite mit dem neuen Werkzeug wird nach vorn gedreht und der Warenträger für die nächste Stanzung ausgerichtet. Nach diesem Schema werden alle ausstattungsgemäßen Sensorhalter eingebracht. Am Schluss entnimmt der Werker den fertigen Stoßfänger aus dem vom Roboter präsentierten Warenträger.
Praktisch kann die Stanzanlage unendlich viele Derivate fertigen und ist damit langfristig nutzbar, auch bei kleinen Losgrößen. Da auch ältere Modelle bearbeitet werden können, muss keine alte Anlage nach 15 bis 20 Jahren erneut betrieben werden. MM
* Klaus Scholl ist Leiter Marketing & Vertrieb bei der Indat Robotics GmbH in 65462 Ginsheim-Gustavsburg, Tel. (0 61 34) 56 48-0, klaus.scholl@Indat.net
(ID:44722929)
:quality(80)/p7i.vogel.de/wcms/ae/52/ae528d141d35056542e0416e9fce4a53/0129181972v1.jpeg "Am Standort Pilsting (Bayern) fertigt Rübig Aluminium Hinterachsträger für einen Premium-Automobilhersteller vom Aluminiumguss-Rohteil bis zur einbaufertigen Baugruppe. (Bild: P. Kemptner)")
:quality(80)/p7i.vogel.de/wcms/32/9f/329ffedbbaca0fee0828ed4a1ea345d4/0126208637v1.jpeg "Der Stäubli Werkzeugwechsler am Roboterarm. Das System arbeitet durchgehend in der Nasszelle, weshalb besonders hohe Anforderungen an alle verbauten Komponenten gestellt wurden. Der Werkzeugwechsler lässt sich übrigens auch auf anderen Robotern als denen von Stäubli installieren. (Bild: Stefan Woidig)")