
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/dd/f0/ddf0641fb1b061a3dd7a8106622b83fc/0132629285v2.jpeg "Die KMF Kemptener Maschinenfabrik GmbH ist seit 1. August Teil der Montanhydraulik GmbH. (Bild: Montanhydraulik)")
:quality(80)/p7i.vogel.de/wcms/f0/6b/f06bb09ad461d492d6c8bbaafd04f245/0132629183v1.jpeg "Eine PFAS-freie DLC-Schicht per Laser! So könnte eine Zukunft ohne die fast unsubstituierbaren PFAS aussehen. Denn Forscher am ILT in Aachen konnten anhand von vier Projekten schon zeigen, wie man zum Beispiel den Kunststoff PEEK dafür nutzen kann. Hier viel mehr dazu ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/9d/5d/9d5dc27a098ceb21d263461995921337/0132618753v2.jpeg "Produktion von Zylindern in großen Dimensionen bei Weber-Hydraulik. (Bild: Weber-Hydraulik / Werbeagentur Marks)")
:quality(80)/p7i.vogel.de/wcms/b8/2c/b82c7d8ad5da10d190ae96b05b91f85d/0132538728v1.jpeg "Bauteil aus Titan, das am Austrian Institute of Technology (AIT) in Ranshofen mit einer ganz Neuen Art der Umformung hergestellt wurde. Lesen Sie hier, welche wirtschaftlichen und technischen Vorteile für Titanbauteile sich so für die Zukunft ergeben können ... (Bild: AIT / Joh. Zinner)")
:quality(80)/p7i.vogel.de/wcms/d0/ab/d0ab4930bbaae068650d97f33bdce51c/0132633259v1.jpeg "Nun ist er da! Der zweite Schock, den Chinas Wirtschaft den Europäern beschert. Der BDI spricht von einer wahren Breitseite, die auch die deutschen Unternehmen treffen wird ... (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/21/a9/21a9e31b051db6e1445ba1d137b30ee4/0132632379v1.jpeg "So schaut die Batteriefertigung bei Webasto im Werk Schierling aus. Das dortige Know-how hat nun dazu geführt, dass elektrische Hochleistung von dort das neue Coupé des Mercedes-AMG-GT flitzen lässt. Hinzu kommt eine ausgeklügelte Direktkühlung. (Bild: Webasto)")
:quality(80)/p7i.vogel.de/wcms/5d/02/5d02416b986fa33f72614cba801d022e/0132631344v1.jpeg "Grapitelekroden für Batterien bestehen aus natürlichem und synthetischem Graphit. Beide Materialien werden in Zukunft immer stärker gefragt sein. Deshalb stehen schon Projekte, wie etwa von International Graphite und Westwater in den Startlöchern, um nichts zu verpassen ... (Bild: International Graphite)")
:quality(80)/p7i.vogel.de/wcms/f0/79/f0798899f3c69007c8ae4e6d1c88ab81/0132605413v2.jpeg "Treffen sommerliche Hitzeperioden auf Windarmut, steigen die Strompreise am Abend rasant an. Gerade Industriebetriebe mit Schichtbetrieb brauchen dann eine Lösung. (Bild: frei lizenziert / Albrecht Fietz)")
:quality(80)/p7i.vogel.de/wcms/a9/53/a9538a692ce5386a4f3c519f9ad4bd4e/0132597902v1.jpeg "Seit gut einer Woche ist der Batteriehersteller Varta insolvent. Eine gute Nachricht kann aber schon verkündet werden: Es gibt wohl reges Interesse von Investoren! Allerdings bleiben auch einige Fragen in puncto Zukunft von Varta ungeklärt ... (Bild: Varta)")
:quality(80)/p7i.vogel.de/wcms/a4/29/a42928c67871a61d007a834e68457892/0132564098v2.jpeg "Humanoide als Gefahr für die nationale Sicherheit? Sieht Trump so und verbietet ausländische Roboter. (Bild: Gemini / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/bd/8f/bd8f674efba4a45db7b11c139d4c2298/0132544478v1.jpeg "Dass wir möglicherweise nicht mehr so weit davon entfernt sind, dass sich KI-Systeme selber weiterentwickeln und sich dabei unserer Kontrolle entziehen, ist laut Experten nicht zu leugnen. Deshalb fordert man firmenübergreifend ein zurückhaltenderes Vorgehen bei der KI-Entwicklung ... (Bild: © sdecoret - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/c8/e6/c8e6516c3740de9177ecb322fb80813d/0132543541v1.jpeg "Stabilus lässt wissen, dass man nun mit Synapticon zusammenarbeitet, um die Großserienproduktion von humanoiden Robotern in die Wege zu leiten. Integrierte Aktuatoren für die Gelenke von Humanoiden spielen dabei eine Hauptrolle ... (Bild: Stabilus)")
:quality(80)/p7i.vogel.de/wcms/c1/bf/c1bf904a8efe757739db49efe0ece963/0132537193v2.jpeg "Beckhoff hat die Anforderungen an die Steuerungsarchitektur für die Weiterentwicklung der Multigrind Radical erfüllt. Dieter Völkle (Beckhoff Niederlassung Balingen) sowie Gerhard Schnee und Martin Trittler (beide Adelbert Haas) vor der Multigrind Radical (v.l.). (Bild: Beckhoff Automation)")
:quality(80)/p7i.vogel.de/wcms/0d/2e/0d2e080c8f4d732bdc3ddf612251da61/0132599857v1.jpeg "Was man hier erblickt, ist das innovative WAAM-System namens Arctitan von Gefertec. Mit ihr kann man endlich hochwertige Titanbauteile mit konstanten Prozessbedingungen additiv fertigen, wie der Hersteller verspricht. (Bild: Gefertec)")
:quality(80)/p7i.vogel.de/wcms/4e/13/4e13b33da079d7f454b9f195b29ff600/0132589080v2.jpeg "Michael Müller, Head of Digital Engineering & Climate Tech bei Capgemini Engineering. (Bild: Capgemini)")
:quality(80)/p7i.vogel.de/wcms/b6/cf/b6cf5e8066901d5a9c903824ec98e457/0132612565v1.jpeg "Westliche Länder, darunter auch Deutschland, warnen vor den Zugriffen nordkoreanischer Hacker. Sie sollen sich illegaler Methoden bedienen, um an Geld für fragwürdige Programme in ihrem Land zu kommen ... (Bild: Gemeinfrei / Pixabay)")
:quality(80)/p7i.vogel.de/wcms/c4/25/c425ad5226d8486213da33edec2b03f4/0132477485v2.jpeg "GenAI hilft Ingenieuren, unstrukturierte Daten aus Geräteprotokollen und Serviceaufzeichnungen zu verarbeiten sowie Predictive‑Maintenance‑Workflows zu verbessern. (Bild: Mathworks)")
:quality(80)/p7i.vogel.de/wcms/74/7c/747c68140f3cb6586b848b474153c270/0132595388v1.jpeg "Sozusagen den Startknopf für eine KI-Großinitiative hat gestern die EU-Kommission gedrückt. Es geht um das jetzt eröffnete Bietverfahren, durch das soviel Geld zusammenkommen soll, dass Europa bei der künstlichen Intelligenz durch mehrere neue KI-Gigafactories besser vorankommt ... (Bild: J. Stone)")
:quality(80)/p7i.vogel.de/wcms/3a/01/3a01d1e7069219d69e01d5ae6e831bab/0132594808v1.jpeg "Im monetären Sinn Schub verleihen Rolls-Royce derzeit die eigenen Jet-Triebwerke. Aber auch die Systeme der Briten für Rechenzentren sind wegen des KI-Booms sehr gefragt ... (Bild: Rolls-Royce)")
:quality(80)/p7i.vogel.de/wcms/b9/9b/b99b3d48b2ce8f866ce209e8243dc7ca/0132635253v2.jpeg "Wurde am 1. August zum neuen Executive Vice President Sales & Service beim Hamburger Staplerbauer Still bestellt: Andreas Schneider. (Bild: Still)")
:quality(80)/p7i.vogel.de/wcms/4b/68/4b68cedead06988262dba5af07a024fb/0132612268v1.jpeg "Hinter den Mauern des chinesischen Handelsministeriums in Peking ärgert man sich derzeit über Vorwürfe aus den USA: Zig einheimische Unternehmen sollen von Zwangsarbeit profitieren, weshalb diese nun auch den US-Importbeschränkungen unterliegen. Man will sich aber wehren ... (Bild: Y. Cheng)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Zerspanende Roboter Der zerspanende Roboter auf dem Prüfstand
Sie sind günstiger geworden, genauer und auch steifer. Roboter bieten bereits jetzt in gewissen Industriebereichen gute Einsatzmöglichkeiten, so auch in der Zerspanung. Auf dem Technologietag „Zerspanen mit Robotern“ diskutieren Industrie und Forschung im Zweijahresrhythmus über die Entwicklung auf diesem Gebiet.
Anbieter zum Thema
Am PTW, dem Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen der TU Darmstadt, ist man sich sicher, dass insbesondere aufgrund des deutlichen Preisvorteils der Roboter im Vergleich zu einer 5-Achs-Werkzeugmaschine ein großes Potenzial birgt, vielleicht nicht heute und auch nicht morgen, aber in absehbarer Zeit konkurrenzfähig zu werden.
Um diesem Thema auf den Grund zu gehen, lädt das PTW im Zweijahresrhythmus zum Technologietag „Zerspanen mit Robotern“ für einen intensiven Austausch zwischen Forschung und Industrie.
:quality(80)/images.vogel.de/vogelonline/bdb/1495700/1495793/original.jpg "(Sonnenberg)")
:quality(80)/images.vogel.de/vogelonline/bdb/1495700/1495761/original.jpg "(Fraunhofer-IFAM)")
:quality(80)/images.vogel.de/vogelonline/bdb/1495700/1495762/original.jpg "(Fraunhofer-IFAM)")
:quality(80)/images.vogel.de/vogelonline/bdb/1230700/1230752/original.jpg "(Fraunhofer-IPK)")
Im Rahmen der Veranstaltung werden sowohl neue Ansätze aus der Wissenschaft als auch in der Praxis realisierte innovative Lösungen präsentiert. Zum Auftakt der Veranstaltung gab das PTW einen kurzen Forschungseinblick mit Augenmerk auf die roboterbasierte Zerspanung. Dafür stehen insgesamt 400 Roboter zur Verfügung, die innerhalb dieser Forschungsaktivität genutzt werden.
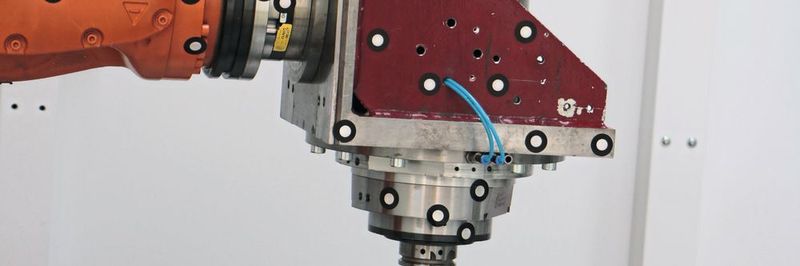
Gearbeitet wird zum einen mit einer Zerspanungszelle, ausgestattet mit einem Kuka-Roboter KR300, die hauptsächlich für Fräsbearbeitungen eingesetzt wird. Eine 28-kW-Synchronspindel sorgt für Leistung im Zerspanungsprozess. Zudem wurde eine echtzeitfähige Steuerung implementiert, über die Kompensationsmethoden übertragen werden können.
Weiterhin steht ein Entgratungsdemonstrator zur Verfügung, der im Versuchsfeld entwickelt wurde, um innen liegende Kreuzbohrungen mit dem Roboter zu entgraten. Aktuell kommt der Demonstrator zusätzlich in der Lehre zum Einsatz – für die Ausbildung zukünftiger Generationen. Gleiches gilt für die Schulungszelle, die in einer Automatisierungslinie bei der Firma Bosch Rexroth integriert ist. Anhand dieser können die Möglichkeiten von speicherprogrammierbaren Steuerungen Studenten nähergebracht werden, mit einer übergeordneten Steuerung, die Verfahrensfehler an den Roboter weitergibt.
Erweiterbarer Arbeitsraum über Linearachsen oder mobile Plattform
Ein neues und bald fertiggestelltes Highlight im Robotertechnikum wird eine Roboterzelle sein, die aktuell mit einem ABB IRB 6660 zur Hybridbearbeitung aufgebaut wird. Mit der Zelle sollen sich sowohl additive Auftragschweißprozesse realisieren als auch nachgelagerte Überarbeitungen mit einer Frässpindel durchführen lassen. Als größter und wohl wichtigster Anschaffungsfaktor sprechen für den Roboter die Investitionskosten, die sich pro Arbeitsraum bei einem Roboter auf ungefähr nur ein bis zwei Drittel der Kosten einer Werkzeugmaschine belaufen sollen.
Ein weiterer Vorteil ist, dass sich der Arbeitsraum einfach erweitern lässt, zum einen durch Linearachsen und zum anderen durch mobile Plattformen. Weiterhin spricht die Flexibilität für Roboter, durch Endeffektoren, die gezielt dafür genutzt werden, um eine hybride Bearbeitung zu realisieren. Immer wichtiger wird zudem, dass die Produktion energieeffizienter wird, daher ist der energieeffiziente Aufbau des Roboters durch seine geringen bewegten Massen vorteilhaft. Dem gegenüber stehen die geringe Absolut- und Wiederholgenauigkeit im Vergleich zur traditionellen Werkzeugmaschine, die wohl größte Schwäche des Roboters, obwohl in den letzten Jahren gewisse Zuwächse in der Genauigkeit zu verzeichnen sind.
Häufige Bahnabbringungen durch das nachgiebige Gesamtsystem
Auch aus den Aufbau resultiert eine hohe Nachgiebigkeit des Gesamtsystems der Maschinenstruktur im Vergleich zur Werkzeugmaschine. Man spricht von einem Faktor der Nachgiebigkeit, die um bis zu 50 höher liegt, wodurch es häufig zur Bahnabbringungen kommt. Dieses Problem versucht das PTW aktuell sowohl im AiF-ZIM-Projekt Roinko als auch im Arbeitskreis Zerspanen mit Industrierobotern zu untersuchen und geeignete Lösungen zu finden, um die Effekte zu reduzieren.
Bedingt durch die hohe Nachgiebigkeit ist das System sehr schwingungsanfällig und aufgrund des Roboterarmes zudem richtungsabhängig hinsichtlich der Maschineneigenschaften. Beim Fräsen einer Nut erkennt man im Wesentlichen zwei Effekte: zum einen einen statischen Fehler der Bearbeitungsposition. Der Fehler entsteht aufgrund der Nachgiebigkeit des Roboters, der durch eine Nachgiebigkeitskompensation reduziert werden kann. Der zweite Effekt, der häufig bei Bearbeitungen auffällt, ist eine Oberflächenwelligkeit, von der als dynamischem Fehler gesprochen wird. Dafür werden am PTW Stabilitätsbetrachtungen und Vorhersagen angestellt, um auch mit herausfordernderen Parametern Bearbeitungen durchführen zu können.
Dafür hat das PTW einen gekoppelten Bearbeitungsprozess basierend auf den Struktureigenschaften des Roboters zusammen mit dem Fräsprozess der Kräfte in das Robotersystem induziert. Bei der dynamischen Betrachtung ist man so vorgegangen, dass man die Struktur des Roboters näher betrachtet und hierfür Frequenzgänge am TCP (Tool Center Point) des Roboters mithilfe einer Modalanalyse aufgenommen hat. Zudem wurde ein Nachgiebigkeitsmodell erstellt, mit dem es möglich ist, für alle Achsstellungen und eine Kraft, die am TCP angreift, die Abdrängung an dieser Position beziehungsweise die Nachgiebigkeit des Systems zu bestimmen. Anschließend hat man zwei übliche Effekte, die Instabilitäten in Zerspanungsprozessen verursachen können, untersucht und dafür geeignete Modelle implementiert. Mithilfe dieser Modelle konnte man ableiten, ob man in der Lage sei, Instabilitäten hervorzusagen. Dafür wurden Versuchsreihen aufgestellt und im Anschluss die Ergebnisse interpretiert. Die Versuche zeigten, dass es möglich ist, mithilfe der Stabilitätsvorhersage der Lagekopplung qualitativ zu bestimmen, ob eine Bearbeitungsrichtung an einer bestimmten Stelle gut geeignet ist oder nicht. Allerdings seien zur besseren Validierung noch weitere Forschungsarbeiten nötig.
Für den Effekt des statischen Fehlers, bei dem das Werkzeug aus der ursprünglich geplanten Bahn abgedrängt wird und erst wieder zurück in seine ursprüngliche Position geht, sobald am Ende der Fräsbahn die Fräskräfte nachlassen, hat das PTW eine Onlinekompensation implementiert. Der Vorteil einer Onlinekompensation: Man benötigt keine vorherige Bahnplanung, um zu wissen, wie die Prozesskräfte sein werden, weil die Kräfte direkt gemessen werden. Der Nachteil ist allerdings, dass die Zeit zwischen dem Messen der Prozesskräfte und der Reaktion des Roboters zu Abweichungen führen kann. Durch das Nachgiebigkeits-Kompensationsmodul ist das PTW aktuell in der Lage, statt einer Abdrängung von 1,1 mm die Abdrängung auf unter 0,5 mm zu reduzieren, was einer Verbesserung um 60 % entspricht, bei einer Vorschubgeschwindigkeit von 25 mm/s und einem Fräserdurchmesser von 16 mm.
Robotersystem vereint generative Fertigung mit spanendem Finish
Auch Airbus, Projektpartner des BMBF-geförderten Forschungsprojekts Progen (Projektdauer: 1. 8. 2014 bis 31. 7. 2017), beschäftigt sich mit dem zerspanenden Roboter. Im Rahmen von Progen stand die Entwicklung neuartiger hybrider Hochleistungs-Fertigungsverfahren im Fokus. Dazu sollte ein energieeffizientes, laserbasiertes Auftragschweißverfahren zum Einsatz kommen. Ein Robotersystem vereinte die generative Fertigung und die spanende Fertigbearbeitung zu einem Hochleistungsverfahren. Die Verknüpfung auftragender (additiver) und abtragender (subtraktiver) Fertigungsmethoden stellte dabei die größte Herausforderung dar. Die Projektpartner (darunter auch die Adam Opel AG, das Fraunhofer-IWS oder die robot machining GmbH) entwickelten eine Diodenlaser-Strahlquelle mit hoher Strahlqualität und neuartige Drahtwerkstoffe. Die berührungslose Vermessung der Bauteiloberfläche nach der generativen Fertigung lieferte die Eingangsdaten zur Endbearbeitung. Die neue Prozesskette wurde prototypisch zur Generierung von Strukturbauteilen in der Luftfahrt- industrie und zur Instandsetzung von Umformwerkzeugen eingesetzt. Durch Umsetzung des Gesamtprozesses in einer Roboterzelle war eine hohe Produktivität in der Serienfertigung zu erwarten.
Roboterbasiertes, hybrides Hochleistungsverfahren
Das Ziel des Forschungsprojektes war die Erarbeitung eines roboterbasierten, hybriden Hochleistungsverfahrens durch die Kombination generativ-auftragender und spanend-abtragender Fertigungsprinzipien. Zusammen mit den Projektpartnern sollten dabei die Verfahren über ein Robotersystem intelligent verkettet werden, um somit die Produktivität zu steigern und die fertigungsbedingten Limitierungen im Bauteildesign aufzuheben. Die Verkettung mit dem Basisverfahren, dem Laser-Draht-Auftragschweißen, erfolgte mit Fräs- und Schleifbearbeitungen, die über Digitalisierungsprozesse durch visuelle Sensoren verknüpft sind.
:quality(80)/images.vogel.de/vogelonline/bdb/1491700/1491767/original.jpg "Das freie Betriebssystem für Roboter ROS setzt sich immer mehr in industriellen Anwendungen durch und bietet Roboterherstellern und Anwendern zahlreiche Vorteile. (©ipopba - stock.adobe.com)")
ROS-Industrial-Konferenz
Welche Vorteile ROS Anwendern und Roboterherstellern bietet
Der klassische Mittelständler Mabi gab ebenfalls auf dem Technologietag einen kurzen Einblick in sein Arbeitsfeld. Mabi kommt aus der Blechbearbeitung und hat seine Nische insbesondere im Bereich der Abläng- und Rohrfertigungsmaschinen gefunden. Alles was nach der Maschine kommt, wie Montage und der Zusammenbau größerer Baugruppen, war und ist heute größtenteils noch manuell. 2012 hat man sich deshalb im Unternehmen damit beschäftigt, diese Prozesse zu automatisieren. Mabi war ein Projektpartner in ProsihP II – „Prozesssichere hochproduktive Präzisionszerspanung von CFK-Großstrukturen (ProsihP II)“, einer Automatisierungsoffensive der Luftfahrtbranche im Rahmen von Industrie 4.0. Die Motivation war: Man wollte sehr große Strukturen, insbesondere aus Faserverbundteilen wie Flügelstrukturen oder Rumpfstrukturen, in einem flexibleren und günstigeren Anlagenkonzept fertigen. So kam die Idee auf, einen Roboter auf eine mobile Plattform zu montieren. Für seine Genauigkeit wurde viel experimentiert. Angefangen mit integrierter Sensorik in den Robotern über Kompensationsmethoden auf der Steuerung bis hin zu sensorgeführten Systemen von Kamera oder Lasertracker. Ziel des Projektes war: weg von der individuell zugeschnittenen Sondermaschine für einen speziellen Prozess und hin zu universell einsetzbaren, mobilen Robotern. Deshalb entwickelten Experten unterschiedlichster Disziplinen die mobile und hochpräzise Bearbeitung von CFK-Großbauteilen durch parallel arbeitende Roboter. Zurzeit sind für die Bearbeitung von Großstrukturen noch schwere und teure Sonderportalmaschinen Standard. Insbesondere bei Bauteilen aus carbonfaserverstärkten Kunststoffen (CFK) vermag die Prozessüberwachung Bearbeitungsfehler nicht zu verhindern, was immer wieder zu irreparablen Schädigungen des Materials und zu hohen Ausschusskosten führt.
Die Projektmitarbeiter von ProsihP II haben sich ihre Entwicklungsziele in den letzten drei Jahren deshalb klar gesteckt:
- eine Basis für ein modulares System aus fahrbaren Robotern, das sich an fast alle Bauteilgeometrien und Bauteilabmessungen anpasst;
- die Möglichkeit der Kombination mehrerer Roboter im gleichzeitigen Einsatz für eine sehr viel schnellere Bearbeitung von CFK-Großbauteilen;
- Wandlungsfähigkeit, indem sich mobile robotische Einheiten mit wechselbaren Endeffektoren für eine Vielzahl weiterer Prozesse in der Produktion nutzen lassen;
- die Entwicklung eines hochpräzisen Roboters, welcher durch seine genaue Bahnführung neue Anwendungsfelder erschließt;
- eine kontinuierliche Prozessüberwachung, die den Prozess bei steigendem Fehlerrisiko rechtzeitig wieder zurück in ein sicheres Prozessfenster bringt, bevor ein Schaden entsteht.
Um ein hochflexibles Maschinenkonzept und die gewünschten Freiheitsgrade zur Positionierung von Bearbeitungssystemen am Bauteil zu ermöglichen, wurde eine fahrbare Plattform für Industrieroboter entwickelt. Voraussetzung für gute Bearbeitungsergebnisse ist dabei deren statische und dynamische Stabilität. Das Automatisierungsteam des Fraunhofer-Instituts für Fertigungstechnik und Angewandte Materialforschung IFAM hat in Zusammenarbeit mit den Projektpartnern (unter anderen Airbus, Mabi, Siemens und VW) ein mobiles Trägerfahrzeug für austauschbare und herstellerunabhängig wählbare Schwerlastroboter konzipiert und gebaut.
Optimierung der Absolutgenauigkeit und der Bahngenauigkeit
Ziel des Projekts war, die von der Luftfahrtindustrie vorgegebenen Fertigungstoleranzen von wenigen Zehntelmillimetern zu erreichen. Bei der Entwicklung galt es daher, die Absolutgenauigkeit und die Bahngenauigkeit zu optimieren sowie die Steifigkeit des Systems zu erhöhen.
Durch zusätzliche Messsysteme an den Rotationsachsen des Roboters wurden die Einflüsse von Prozesskräften und die Umkehreffekte der einzelnen Achsen bei Anfahrten aus entgegengesetzten Richtungen deutlich reduziert. Außerdem bewirkt die Integration der direkten Messsysteme eine virtuelle Versteifung der Kinematik. Die Abdrängung des TCP kann so bei tangentialer Krafteinwirkung zur ersten Roboterachse um bis zu 50 % reduziert werden. Durch weitere Optimierungsschritte, wie zum Beispiel Reib- effekten, wurde das Bahnverhalten deutlich verbessert. Erzielbar sind eine signifikante Verbesserung der Kreisform sowie eine höhere Wiederholgenauigkeit bei Kreisfahrten aus entgegengesetzten Richtungen. Die Reduzierung der bidirektionalen Kreisformabweichung gemäß ISO 230-4:2005 um bis zu 50 % unterstreicht den Erfolg dieser Optimierungen.
(ID:45622096)
:quality(80)/p7i.vogel.de/wcms/45/3e/453ea9398fe63db4045b3f47d3514301/0131649599v1.jpeg "Bis diese Vision Wirklichkeit wird, dürfte es noch etwas dauern. Und ob Werkstattroboter unbedingt menschenähnliche Beine brauchen, ist auch nicht gesagt. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/11/8f/118fc84303ba9cc7152a7e24f98ef312/0130245214v1.jpeg "Kein Ahnung, was ihr humanoider Roboter noch so alles drauf hat, oder wo er versagt? Dann lohnt vielleicht ein Blick in den Humanoid Capabilities Navigator, der jetzt dabei hilft, den richtigen Roboter für einen Job zu finden, oder Humanoide gezielt zu verbessern ... (Bild: Fraunhofer IPA)")