
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/49/6b/496b684e7247b9dd983260cabaefbf74/0132348702v1.jpeg "Mit seinen Anlagenlösungen für die Serienproduktion von Drohnenkomponenten und elektrischen Antriebssystemen unterstützt Grob Hersteller auf dem Weg von der Prototypenfertigung zur industriellen Serienproduktion. (Bild: Grob-Werke)")
:quality(80)/p7i.vogel.de/wcms/2b/57/2b57d885bba90d524deab9bbe02b51fd/0132339409v1.jpeg "So sieht das CMT-Schweißen mit der WAAM-Roboteranlage von Alotec aus der Entfernung aus. Weil gleich zwei Schweißsysteme genutzt werden können, klappt die additive Fertigung von Metallteilen besonders wirtschaftlich. (Bild: Alotec Dresden)")
:quality(80)/p7i.vogel.de/wcms/f6/79/f679edc19d000ff66600353b8cdf4872/0132335933v1.jpeg "Betram Brossardt, Hauptgeschäftsführer der Verbände Bayme und VBM, hat im Rahmen einer Pressekonferenz in München ein düsteres Bild der Lage in der bayerischen Metall- und Elektrobranche zeichnen müssen ... (Bild: VBW)")
:quality(80)/p7i.vogel.de/wcms/93/20/9320ac913e916ef63aecabd45706ab11/0132332593v1.jpeg "Der Verkauf von Autos liegt schon länger unter dem Niveau der Möglichkeiten. Das gilt weltweit für viele Hersteller, wie eine Analyse des CAM offenbart. Lesen Sie hier, wem es vergleichsweise gutgeht und wem eher nicht ... (Bild: Imaxx)")
:quality(80)/p7i.vogel.de/wcms/5f/c4/5fc4adeecbc45558d72abb48d2797fbb/0132347925v1.jpeg "Der Bundeskanzler Friedrich Merz wurde gefragt, was er von dem Trend hält, dass chinesische Autohersteller Wege suchen, um in Europa respektive Deutschland zu produzieren. Für Merz sei das aber keine Frage, die die Politik zu beantworten habe ... (Bild: CDU)")
:quality(80)/p7i.vogel.de/wcms/85/76/8576887769c021b2cd20dfdc2245e43e/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/cc/f5/ccf54924e6bb3d01c34a4d89118daf6a/0132337981v1.jpeg "Das zweite Quartal 2026 war für den Chemiegiganten BASF erfreulicher als erwartet. Nun traut man sich, die Prognosen für das ganze Jahr anzuheben ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/06/ad/06ad98b9ae27ff384b43ccb85eae6094/0132322161v2.jpeg "Daniel Reichert, Leiter der Initiative Lean & Green und Director Team Industrial Excellence der T&O Group. (Bild: T&O Group)")
:quality(80)/p7i.vogel.de/wcms/22/9e/229e5544145e0ba8b4a33e1658c33185/0132311387v1.jpeg "An diesen Masten flatterte bis jetzt die Aufschrift Siemens Energy. Nun kam es zur Umbenennung der Siemens-Tochter in Omterra. Lesen Sie ... (Bild: Omterra)")
:quality(80)/p7i.vogel.de/wcms/03/32/0332310fb7b992211d08f8b303a7a2e8/0132310706v1.jpeg "Das Grundwasser im Bereich der Tesla-Fabrik in Grünheide bei Berlin (Symbolbild) ist nach offiziellen Berichten von den Betriebsabläufen nicht gefährdet ... (Bild: GWAT)")
:quality(80)/p7i.vogel.de/wcms/ab/e5/abe5cb3b4e5593a61600d10c97a297dd/0132288370v1.jpeg "Textilreste, wie diese, stammen nicht nur aus der Altkleidersammlung, sondern sammeln sich auch bei der Möbelproduktion an. Doch viel davon wird entsorgt oder thermisch verwertet. Dass das nicht sein muss, hat ein Team aus Forschung und Industrie jetzt in einem Projekt bewiesen ... (Bild: Wertstoffhof Delitzsch)")
:quality(80)/p7i.vogel.de/wcms/da/c3/dac39bd3a810d25daa5b088f11ac6e99/0132326493v2.jpeg "Mit der neuen Cobot-Familie PoWa schließt ABB Robotics die Lücke zwischen klassischen Cobots und herkömmlichen Industrierobotern. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/48/26/4826b3cdd0dc010ec1336082fdaa5489/0132308096v1.jpeg "Und was die Batteriefertigung angeht, so kann Schmalz den Magnetgreifer SGM-SV-BY anbieten, der etwa Rundzellen im Rahmen von schnellen Handhabungsprozessen sicher packt. (Bild: J. Schmalz)")
:quality(80)/p7i.vogel.de/wcms/8f/a0/8fa001f5ec8ab3253bdd6718fc49f0d6/0132296234v1.jpeg "KI für Europa! Trumpf informiert, dass man nun Partner des KI-Netzwerkes IPAI aus Heilbronn ist. Die Ditzinger bringen nicht zuletzt praxisgerechte KI-Erfahrung mit, wie etwa den Sortmaster Vision in Kombination mit dem Sortmaster Station, was hier zu sehen ist. Hier mehr dazu ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/55/70/55709612974ffb9d6de4d750bf2b0ab2/0132332572v1.jpeg "Trumpf aus Ditzingen gibt bekannt, dass man den US-amerikanischen Biege- und Stanzwerkzeughersteller Mate Precision Technologies übernommen hat. Lesen Sie hier, wofür dieser Schritt gut sein soll ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/1a/9a/1a9a8dc89df99da98a87c730ad966a91/0132320959v2.jpeg "Die Schaeffler-Zentrale im fränkischen Herzogenaurach. (Bild: Schaeffler)")
:quality(80)/p7i.vogel.de/wcms/55/55/55555da0cfafdb8a4d7a449f04411577/0132308449v1.jpeg "Mit Solidworks Flow Simulation optimieren Ingenieure die Flugeigenschaften moderner Bälle. (Bild: Dassault Systèmes)")
:quality(80)/p7i.vogel.de/wcms/a5/37/a53718d2643452cab437e74bb716954c/0132282863v2.jpeg "Software wird für Werkzeugmaschinenhersteller und Unternehmen aus der Metallbearbeitung immer wichtiger. (Bild: © Lee - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/fe/3e/fe3edd05d14a6201d496db31732ff5e3/0132283322v1.jpeg "Bosch hat eine Finanzspritze von der Trump-Regierung erhalten, um eine Chipfabrik in Kalifornien zu pushen. Der deutsche Konzern will aber viele Milliarden in die Hand nehmen, um in den Vereinigten Staaten die Zukunft zu sichern ... (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/09/7e/097e91d2162c600ab69190f7cc698027/0132285841v1.jpeg "Erstaunliche Winzlinge! Auf dieser per KI bearbeiteten Illustration sieht man, wie ein Bakterium verschiedene Nanopartikel in seiner Zellmembran eingelagert hat. Die gute Nachricht ist, dass Mikroben so selbst uranverseuchte Milieus sozusagen dekontaminieren können. Hier mehr dazu ... (Bild: HZDR / J. Raff)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/6a/4f/6a4fff33e0bb68336620ee83d444028e/0132334250v1.jpeg "Schwere Zeiten herrschen beim Autozulieferer Albert Weber. Für diverse Standorte suchte man Investoren. Für vier davon sieht es jetzt nicht schlecht aus. Bei drei verbleibenden, wie etwa hier in Neuenbürg, bleibt zu Zukunft fraglich. Vor allem Magdeburg sei gefährdet ... (Bild: Albert-Weber-Gruppe)")
:quality(80)/p7i.vogel.de/wcms/87/ed/87edd486167902dbbc37719bb4dc636f/0132328015v1.jpeg "(Bild: Facturee)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/45900/45920/65.jpg "Logo_Neu.jpg ()")
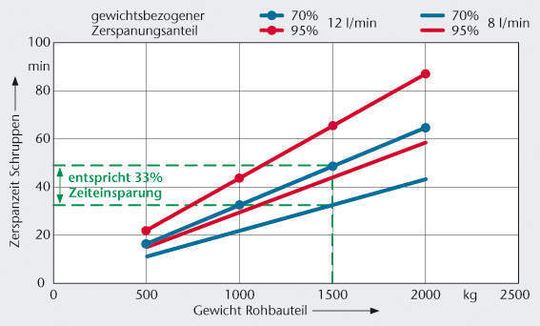
Bei den oben erwähnten Hochschul-Versuchen konnten MRR-Werte bis zu 12 l/min erzielt werden, was einer Steigerung von 50% von der bisher existierenden Obergrenze gleichkommt. Diese Steigerung hat eine beachtliche Verkürzung der Zerspanzeit und damit Erhöhung der Produktivität zur Konsequenz. Bei einem Rohbauteil-Gewicht von 1,5 t und einem gewichtsbezogenen Zerspanungsanteil von nur 70% wäre eine Reduzierung der Zerspanzeit beim Schruppen von 33% erzielbar, setzt man ein ausreichendes Beschleunigungsvermögen der Maschinenachsen voraus.
Titan-Zerspanung erfordert hohes Drehmoment
Im Vergleich zur Aluminium-Zerspanung bestehen für die Titan-Zerspanung konträre Anforderungen an die Spindel. In der konventionellen Titanzerspanung (Schruppen) werden Schnittgeschwindigkeiten von 30 bis 50 m/min gefahren. Weil die Drehzahl somit von untergeordneter Bedeutung ist, rückt vielmehr das verfügbare Drehmoment anstatt der verfügbaren Leistung bei der Spindelauslegung in den Mittelpunkt.
Aus den deutlich niedrigeren Schnittgeschwindigkeiten resultiert ein anderes Beanspruchungsprofil der Spindel: deutlich höhere Prozesskräfte, Mischreibung durch fehlende Drehzahl zum Aufbau eines elasto-hydrodynamischen Schmierfilms in Wälzlagern.
Veränderte Randbedingungen erfordern Weiterentwicklung
Die im Vergleich zur Zerspanung von Aluminiumlegierungen veränderten Randbedingungen (höhere Drehzahlen, verbunden mit dem Siegeszug der HSC-Technik) erforderten es, die Motorspindeln weiterzuentwickeln. Die Drehzahlanforderungen an die Spindeln für die Zerspanung von Ti-Legierungen sind, wie bereits erwähnt, gering.
Darüber hinaus lassen sich durch den Einsatz konventioneller Getriebespindeln Drehmomente bereitstellen, die ausreichend sind. Solche Einheiten befinden sich aber in der Regel in der Systemverantwortung der Maschinenhersteller und werden auch von diesen hergestellt.
Die Aufgabe und zugleich das Dilemma für den Spindelhersteller ist, sich mit Lösungen, die einen Mehrwert bieten, eine Nische auf dem neuen Markt der Titanzerspanung suchen zu müssen. Erfolgreich kann dies nur funktionieren, wenn der Spindelhersteller sein angestammtes Know-how (Motorspindeln) mit den Anforderungen nach hohen Drehmomenten so verknüpft, dass ein Wettbewerbsvorteil gegenüber konventionellen Getriebelösungen erwächst.
Hochpolige Synchronmotoren für die Titanzerspanung geeignet
Eine Möglichkeit ist es zum Beispiel, hochpolige Synchronmotoren zu verwenden. Die Vorteile der direkt angetriebenen Motorspindeln liegen in ihrer Kompaktheit und Fünf-Achs-Fähigkeit sowie in der Einsparung kosten- und oft wartungsbehafteter Getriebekomponenten.
Fischer Precise entwickelt kundenspezifische Lösungen mit Drehmomenten bis 2000 Nm (S1) mit einem Außendruchmesser von 420 mm und einer Länge von 1100 mm, genauso wie 600 Nm mit 275 mm Durchmesser und 700 mm Länge. Um solche Drehmomente zu erzeugen, benötigt man Umrichter, die hohe Ströme bei hohen Taktfrequenzen zulassen. Dies ist wegen der Vielpoligkeit der verwendeten Motoren erforderlich.
Rudolf Walter ist Leiter des technischen Vertriebs bei der Fischer Precise Deutschland GmbH in 70771 Leinfelden-Echterdingen.
(ID:275569)
:quality(80)/p7i.vogel.de/wcms/86/2d/862dba0b8cf8c51809b48c51abacf20e/0128847130v2.jpeg "Die Baureihe der BME-Motoren für Bürstanwendungen liefern hohes Drehmoment bei niedrigen Drehzahlen in kompakter Bauform. (Bild: MD Drucklufttechnik GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/50/7f/507fa36041ab042c5d3ffe3e5c3c3807/0125849429v1.jpeg "Auf der EMO 2025 zu sehen: das Heller 5-Achs-Berabeitungszentrum HF 3500. Es zeichnet sich die durch Tischkinematik mit standardmäßig verbauten Gegenlagern sowie durch hohe Dynamik und kurze Nebenzeiten aus. (Bild: Heller)")