
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/bc/cb/bccbc8fd4e177abfd60486a0f541b2a2/0132727227v1.jpeg "Aufgekauft! Cutlite ist ein italienischer Laserschneidmaschinen-Spezialist, der sich in der Leistungsklasse 30 bis 60 Kilowatt bewegt. Das Ditzinger Hightech-Unternehmen Trumpf hat sich nun das Cutlite-Know-how nicht umsonst gesichert ... (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/56/31/563136594f11cfa8586db85304261e53/0132722235v1.jpeg "Es mehren sich die Anzeichen, dass es mit der deutschen Industrie wieder aufwärts geht. Es überrascht vor allem, dass die Automobilindustrie derzeit für positive Entwicklungen steht ... (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/4a/cf/4acf63e9fedbf01a40c88d29c8cf496a/0132715723v1.jpeg "In Deutschland werden, seit wieder eine Prämie gewährt wird, Elektroautos zu Hauf gekauft. Doch davon haben laut Experten die deutschen Stromer-Hersteller nicht so viel, wie die chinesischen ... (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/c7/2b/c72b3bb0d35052b9ec52d1196386a8dc/0132715290v1.jpeg "Rheinmetall ist von der geplatzten Fregatten-Angelegenheit finanziell nicht ganz verschont geblieben. Deshalb senkt man die Prognose für das laufende Jahr – wenn auch nicht wirklich erheblich ... (Bild: Rheinmetall)")
:quality(80)/p7i.vogel.de/wcms/70/59/7059a1d3faa5411d065dce0522caa1e7/0132718448v2.jpeg "Morten Wierod, CEO ABB: „Das zweite Quartal zeigt die Leistungsstärke von ABB und unterstreicht unsere gute Positionierung in den Megatrends Elektrifizierung und Automatisierung. Durch die Akquisition von Rotork erwarten wir, weiteren Mehrwert zu schaffen.“ (Bild: ABB)")
:quality(80)/p7i.vogel.de/wcms/4a/4b/4a4bb100c896929df89352a7de5698b8/0132691384v1.jpeg "Projekttreffen im Labor von Likat, wobei es um die Gewinnung von Wasserstoff aus Ameisensäure ging. Von links: Dr.-Ing. Florian Kohler, Dr. Hendrik Kempf und Alexander Heidenreich (alle Oxfa GmbH), und Dr. Henrik Junge. (Bild: Oxfa / Kohler)")
:quality(80)/p7i.vogel.de/wcms/bd/e0/bde0ca1ca15a141daa79d8844f965588/0132665627v1.jpeg "Hier wühlt der Roboter in der Wäschetruhe! Was irgendwie lustig aussieht, hat einen nüchternen Hintergrund – Das Sortieren von Altkleiderhaufen ist bisher kaum automatisierbar gewesen. Doch das wollen Forscher vom IPA aus Stuttgart mit dem Partner Polysecure nun ändern ... (Bild: Fraunhofer IPA)")
:quality(80)/p7i.vogel.de/wcms/40/0d/400dff5d174056bed748678072ed206b/0132663712v1.jpeg "Gute Nachrichten aus der Welt der erneuerbaren Energien! Denn jetzt hat man zum ersten Mal grünen Wasserstoff durch einen Teil des geplanten Kernnetzes (Symbolbild) zu einem industriellen Nutzer fließen lassen. Hier mehr dazu ... (Bild: © malp - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/93/1f/931f3212a102fc8cf8e7c8e81cb630c7/0131992359v1.jpeg "OPC UA und Verwaltungsschale (Asset Administration Shell, AAS) bieten eine Architektur für den Digitalen Produktpass. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/c1/61/c16121d733e2ab8be3e5406424a33272/0132687776v1.jpeg "Uber und der Partne Wayve melden, dass sie jetzt die Linzenz für den Betrieb von Robotaxis in London haben. Umgebaut werden dafür elektrische Mustang-Modelle von Ford. Aber die beiden sind nicht allein in London autonom unterwegs ... (Bild: Ford)")
:quality(80)/p7i.vogel.de/wcms/12/d4/12d44b0b1dc1996df44a9b17308e0803/omdia-2025-1346x757v1.png "Marktanteile industrieller Ethernet-Protokolle laut einer Omdia-Studie. (Bild: Omdia, Industrial Communication Report 2025)")
:quality(80)/p7i.vogel.de/wcms/fb/c8/fbc80f74acb82006f40cd07120fca182/0132665060v2.jpeg "Klaus Rosenfeld: „Als integrierter Technologiekonzern sind wir in der Lage, flexibel auf dynamische Marktentwicklungen zu reagieren und deren Effekte in unserem Portfolio weitgehend auszugleichen.“ (Bild: Schaeffler)")
:quality(80)/p7i.vogel.de/wcms/c2/ae/c2aebb36be366dfaa672263cd4422aba/0132646745v1.jpeg "Was man hier sieht, haben sich mal wieder Schweizer ausgedacht. Es ist nicht einfach nur eine schön gemachte Buchse, oder so. Nein, nein! Es handelt sich um eine ganz neue Art, wie man Federsysteme konzipieren kann, die viele Nachteile der herkömmlichen Bauart eliminieren. Lesen Sie ... (Bild: David Ruh / U-Flex)")
:quality(80)/p7i.vogel.de/wcms/33/b4/33b4246dce7d48effebe0d945d010217/0132650629v2.jpeg "Die Wicklung bestimmt, was den Elektromotor ausmacht. Im Bild: Kurze Wicklung an kleinen Motoren. (Bild: Faulhaber)")
:quality(80)/p7i.vogel.de/wcms/ca/10/ca109724c25f36cec95def43e3259515/p90651993-highres-start-of-production-1920x1079v1.jpeg "Seit Anfang August bauen die Beschäftigten bei BMW in München den vollelektrischen i3. (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/44/86/448613b6986d094e0fdba5b402390b40/0132688963v1.jpeg "Dieses Bild muss wohl bald zwei künstliche Arme zeigen. Denn KI-Software-Systeme scheinen in der Lage zu sein, sich in bestimmten Situationen zusammenzurotten, um Aufgaben zu lösen, oder gar zu schummeln. Und nun gehört eine Meta-KI auch zur Fraktion der künstlichen Hacker ... (Bild: © sdecoret - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/85/cf/85cf59334cda97f99c352643c8403b6e/0132675504v1.jpeg "Hier wird am Fraunhofer IWM ein additiv gefertigtes Metallteil in einer Testvorrichtung zyklisch belastet, nachdem seine hochbeanspruchten Oberflächenzonen mechanisch nachbehandelt wurden. Jetzt weiß man auch, wie man diese Stellen vor der Fertigung herausfinden kann. (Bild: Fraunhofer IWM)")
:quality(80)/p7i.vogel.de/wcms/a6/2c/a62cde8817d7e14d3e6cda26891d82c9/0132691048v1.jpeg "Der Maser wird salonreif! Denn Würzburger Wissenschaftlern ist es gelungen, einen Maser zu entwickeln, der aus gut verfügbarem Halbleitermaterial besteht und ohne aufwendige Kühlung auskommt ... (Bild: A. Gottscholl u. A. Sperlich / Universität Würzburg)")
:quality(80)/p7i.vogel.de/wcms/5b/14/5b145bd3b89774f1bb2cf797c14ff5e1/0132724408v1.jpeg "Neue Infrastrukturprojekte in Kasachstan sollen Europa und Asien auf dem sogenannten Mittleren Korridor enger zusammenrücken lassen. (Bild: The Astana Times)")
:quality(80)/p7i.vogel.de/wcms/71/37/7137a73a73199a2a28f10dfbd69ef975/0132722774v2.jpeg "Dieser autonomer Transportroboter optimiert den Materialfluss bei Weber-Hydraulik. Er dient als Grundlage für eine skalierbare, automatisierte Materialversorgung innerhalb der Unternehmensgruppe. (Bild: Weber-Hydraulik)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/62/5a/625a02b4aaa8d17e598256da0c921b07/0132714838v1.jpeg "Bei Daimler Truck geht die Sonne wieder auf! Denn die Geschäfte laufen wieder, wie es heißt. Da ergreifen die Nutzfahrzeugspezialisten auch gleich die Chance, um in den USA ein neues Werk auf die Beine zu stellen ... (Bild: Daimler Truck)")
:quality(80)/p7i.vogel.de/wcms/de/62/de62dbc4856e5a72b87fc3b40554f4f0/0132714825v1.jpeg "Wachsender Handelsüberschuss! Wie die dpa jetzt erfahren hat, läuft es im Handel zwischen China und Deutschland immer mehr so, dass Chinas Exporte zulegen, während die Importe aus Deutschland nach und nach versiegen ... (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/c2/1f/c21f33618669fcd10e120d9b628e5bb5/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
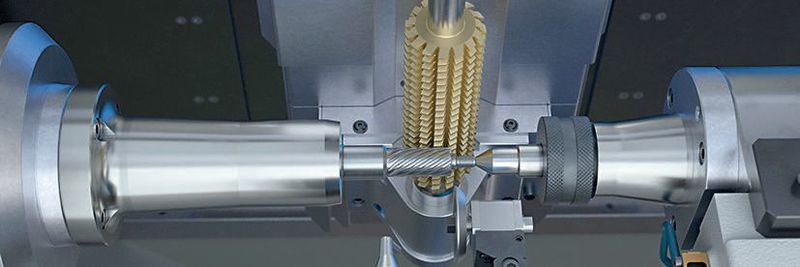
EMO Hannover 2017 Horizontale Verzahnungsmaschine mit modularem Automatisierungskonzept
Mit einer horizontalen Verzahnungsmaschine lässt sich ein großes Werkstückspektrum von Getriebewellen über Ritzel bis zum Planetenrad bearbeiten. Über Fräsen, Schälen und Anfasen lassen sich Bauteile bis Modul drei ohne Grat fertigstellen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
Riesige Stückzahlen, ganz unterschiedliche Bauteilanforderungen und ein Werkstoffspektrum, das von hochfesten Stahlsorten bis zu verhältnismäßig weichen Kunststoffen reicht – die Verzahnungsproduktion im Automobilbau ist ein sehr weites und anspruchsvolles Feld. Angesichts von Hybridantrieben und diversen Assistenzsystemen nimmt die Vielfalt von Verzahnungen im Auto eher noch zu. Die Frage lautet also mehr denn je: Mit welchen Produktionslösungen lassen sich möglichst viele unterschiedliche Bauteile effizient und ganzheitlich verzahnen?
Universelle Bearbeitung mit niedrigen Kosten
„Genau diese Frage stand am Anfang der Entwicklung der Maschine HLC 150 H“, erklärt Jörg Lohmann, Vertriebsleiter bei Emag Koepfer mit Sitz in Villingen-Schwenningen. „Als Antwort darauf haben wir eine Universallösung mit Hochleistungskomponenten entwickelt. Zum Einsatz kommen alle relevanten Bearbeitungstechnologien inklusive Anfasen, ein großer Achsabstand mit bis zu 130 mm sowie ein Fräskopf mit 28 kW Leistung. In der Folge können sehr viele Bauteile bis Modul 3, die einen Kopfkreis von maximal 150 mm und eine Länge von 500 mm aufweisen, effizient verzahnt werden. Der Kunde profitiert von sinkenden Kosten und einer steigenden Bauteilqualität.“ Das Beispiel „Getriebewelle“ macht den Ansatz besonders deutlich – die HLC 150 H garantiert hier ein komplett sekundärgratfreies Wälzfräsen und Anfasen: Im ersten Schritt erfolgt das Wälzfräsen der Laufverzahnung (Schruppen), anschließend wird die Verzahnung drückentgratet und mit dem zweiten Wälzfräsen das abschließende Schlichten vollzogen. Das Resultat ist eine gratfreie und angefaste Laufverzahnung. Zusätzlich sind die frequenzgeregelten Hydraulikaggregate der HLC 150 H sehr energieeffizient und die Medienzufuhr ist nur im Bedarfsfall eingeschaltet. Weiterhin sorgt das Gegenlager mit Schnellspannsystem und die gute Zugänglichkeit der Maschine dafür, dass sich alle Werkzeuge in kürzester Zeit wechseln lassen. Unproduktive Stillstandzeiten, zum Beispiel beim Wechsel der Charge, fallen also minimal aus.
:quality(80)/images.vogel.de/vogelonline/bdb/1112500/1112599/original.jpg "Die VL 4 H ist für radförmige Werkstücke mit einem Durchmesser bis 200 mm und Modul 4 ausgelegt. (Emag)")
Zahnradfertigung
Wälzfräsen und Anfasen auf einer vertikalen Wälzfräsmaschine
Interessant ist zudem der Blick auf eine Reihe von technischen Details, die bei der HLC 150 H für Bauteilqualität und Prozesssicherheit sorgen. So verfährt während der Fräsbearbeitung immer nur der komplette, sehr steif aufgehängte Fräskopf. Die Shiftachse setzt sich aus der Interpolation zweier Achsen zusammen. So wird ein großer Fräskopf-Schwenkwinkel bei gleichzeitig großem Shiftweg realisiert. Die Folge: Der Fräsprozess vollzieht sich ruhig und präzise. Die Verzahnungsqualität ist (auch angesichts von absoluten Messsytemen) auf einem hohen Niveau. Ähnlich wichtig ist das Späne-Entsorgungskonzept von Emag Koepfer. Einerseits profitieren Anwender von einem freien Spänefall ohne störende Spänenester. Deshalb ist die Maschine auch für die Trockenbearbeitung sehr gut geeignet. Außerdem stehen unterschiedliche Lösungen wie Kratzband- oder permanentmagnetische Förderer zur Verfügung – optional inklusive Tiefbettfilter mit magnetischer Vorabscheidewalze für ferromagnetische Werkstoffe, NE-Metalle und Kunststoffe. „Wir stellen in jedem Fall sicher, dass sich der Abtransport völlig reibungslos vollzieht und eine hohe Prozesssicherheit garantiert ist“, sagt Lohmann. „Gerade in der großvolumigen Produktion bei hoher Leistung ist das von essentieller Bedeutung.“
Horizontale Verzahnungsmaschine mit modularem Automatisierungskonzept
Abschließend ist wichtig, dass zu dieser Maschine ein weitgehend modulares Automatisierungskonzept für kurze Span-zu Span-Zeiten gehört. So kann die HLC 150 H zunächst einmal sowohl mit der Hand als auch per Automation bestückt werden. Im zweiten Fall kommt dann bei leichteren Bauteilen bis drei Kilo ein integriertes Hochgeschwindigkeits-Ladeportal mit Doppel-Rotationsgreifer zum Einsatz. Für schwerere Bauteile bis 10 Kilo steht hingegen ein Lineargreifer in V-Anordnung zur Verfügung. Auch einer Einbindung in komplette Emag-Produktionslinien steht nichts im Weg. „Insgesamt kann man sicher sagen, dass wir mit dieser Maschine einen neuen Benchmark bei der flexiblen Bearbeitung von Werkstücken mit einer Länge von maximal 500 mm setzen. Viele Lenkungsteile wie Lenkritzel, Schnecke und Schneckenrad sowie Getriebewellen fallen in diesen Bereich“, fasst Lohmann zusammen. „Hier kommt wirklich alles zusammen: die hohe Zerspanleistung mit 28-kW-Fräskopf, das in den Arbeitsraum integrierte Drückentgraten beziehungsweise Anfasen für ganzheitliche Prozesse sowie die flexible Automatisierung für nahezu ideale Integration in Fertigungslinien. In der Folge sinken die Kosten bei der Bearbeitung von Lenkungsteilen oder Getriebewellen ab und die Qualität steigt an. Wir sind überzeugt davon, dass die HLC 150 H beste Marktchancen im Automobilbau und bei den Zulieferern mit sich bringt!“ MM
* Markus Isgro ist Marketing- und Kommunikationsreferent bei der Emag GmbH & Co. KG in 73084 Salach, Tel. (0 71 62) 17 46 58, misgro@Emag.com
(ID:44824434)
:quality(80)/p7i.vogel.de/wcms/a7/69/a7696860d63d9f239dd061f4a22fe5da/0125022180v1.jpeg "Komplette Prozesskette: Von geschmiedeten Rohteilen (links) über verschiedene Bearbeitungsstufen bis zum einbaufertigen Endprodukt (rechts) – alles unter einem Dach bei Penn. (Bild: Emag)")
:quality(80)/p7i.vogel.de/wcms/85/32/85321ff52c173e55e31d217a679bb011/0132426498v2.jpeg "Mit der Rohrdrehachse PTC500 in der Omnimat bei Kremsmüller können nun Rohre bis 6.000 Millimeter Länge und 500 Millimeter Durchmesser bearbeitet werden. Ein weiterer Schritt zu mehr Fertigungstiefe für den Anwender. (Bild: Messer Cutting Systems)")