
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/41/3f/413fffc057519e791f0e73dc9fb928c9/0131088007v1.jpeg "Der Maschinenbauer Lang aus Hüttenberg hat die hochpräzise arbeitende CNC-Fräs- und Graviermaschine Impala 900S jetzt so ausgerüstet, dass sie auch in vernetzten Produktionsumgebungen ein wichtiger Fertigungsfaktor werden kann.
(Bild: Lang)")
:quality(80)/p7i.vogel.de/wcms/73/62/736232f8337c02de1bfb22f8b3055875/0131085596v1.jpeg "Der Citizen-Kurzdrehautomat Miyano BNE-65 ATC. Letzteres Kürzel steht für Automatic Tool Changer, der jetzt die Maschinen dieses Typs noch flexibler und leistungsfähiger macht, wie der Hersteller verspricht. (Bild: Citizen Machinery Europe)")
:quality(80)/p7i.vogel.de/wcms/b9/85/b985e15356cadbc25dc559fb0bf2ec2d/0131079817v1.jpeg "Vom 5. bis zum 7. Mai findet in Erfurt die Rapid.Tech 3D 2026 statt, bei der man die ganze Welt der additiven Fertigung in Kunststoff und Metall erleben kann. Schon der erste Messetag hat laut Veranstalter nichts zu wünschen übriggelassen ... (Bild: Messe Erfurt)")
:quality(80)/p7i.vogel.de/wcms/1f/fb/1ffb88ea0ace11a8c545cfb67ea27171/0131079564v1.jpeg "Audi hinkt in Sachen Umsatz und Gewinn den tollen Zeiten erneut hinterher, wie der Blick auf die Zahlen für das erste Quartal 2026 offenbaren. Auch das China-Geschäft ist hart abgesackt. Kompensieren will man das etwa damit, dass die Ringe für China wegfallen. Auch muss gespart werden. (Bild: Audi)")
:quality(80)/p7i.vogel.de/wcms/19/81/19812139825d2f83b1b7c6b774198d2a/0131128833v1.jpeg "Der VDMA kann für das erste Quartal 2026 berichten, dass sich der Wind für den deutschen Maschinenbau etwas ins Positive gedreht hat. Der VDMA-Chefvolkswirt Dr. Johannes Gernandt warnt aber, dass das noch die längerfristige Erholung sein dürfte. (Bild: Sarah Kastner Fotografie)")
:quality(80)/p7i.vogel.de/wcms/86/9c/869cbad2348dfb1869e075784974568e/0131116796v1.jpeg "CATL, der, wie es heißt, weltweit größte Batteriehersteller meldet einen Meilenstein in Sachen Kooperationen. Denn mit Hyperstrong will man in den nächsten drei Jahren Lithium-Ionen-Batterien deutlich verbessern und tauglich für die Massenfertigung machen. (Bild: CATL)")
:quality(80)/p7i.vogel.de/wcms/be/7b/be7b276a9bf4b843182af21bf9509c30/0130572291v2.jpeg "Mit der GPSR steigen die Anforderungen an Produktsicherheit und die Verantwortung entlang der gesamten Lieferkette. (Bild: © BillionPhotos.com - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/3e/e8/3ee81acca45a7c746507d235f95ea6a7/0131082757v1.jpeg "Volkswagen ist seit Neuestem der Hauptanteilseigner bei Rivian! Und parallel will Rivian mit dem R2 hier vor allem in den USA mehr Marktanteile sichern, um dem Konkurrenten Tesla näherzukommen. Lesen Sie, was da so lost ist ... (Bild: Rivian)")
:quality(80)/p7i.vogel.de/wcms/71/c8/71c874e8eb93bb398cb0153b71f05847/0131071073v1.jpeg "Das ist ein Teil einer besonderen und in der Gegend um Trier an einer Hochschule einzigartigen Anlage. Sie erzeugt aus Metallschrott klimaneutrales Pulver, das man für die additive Fertigung nutzen kann ... (Bild: HS Trier)")
:quality(80)/p7i.vogel.de/wcms/45/96/45960916dac0e138debab8507acc4e5d/0131065666v1.jpeg "Die Deutsche Bundesstiftung Umwelt (DBU) berichtet hier über ein besonderes Vorhaben, um 1-Weg-Verpackungen in der Logistik zu reduzieren. Genauer gesagt, will das das Start-up Palprint mit 3D-gedruckten (Symbolbild), materialeffzienteren r-PET-Verpackungen erreichen ... (Bild: Palprint)")
:quality(80)/p7i.vogel.de/wcms/a5/04/a5040dd58d029529d7ee0aeaf039e2bb/0131032406v1.jpeg "Die Münchener Beratungsgesellschaft PWC hat sich mal angeschaut, was der weltweite Absatz von Elektroautos im ersten Quartal im Vergleich zum Vorjahr gemacht hat. Hier sind die Ergebnisse ... (Bild: Stromergilde)")
:quality(80)/p7i.vogel.de/wcms/3e/0b/3e0b6bc59f8f74a63abd63a4d5034b2a/0131096584v1.jpeg "Drohnen sind immer wieder Störfaktoren über kritischer Infrastrukturen. Ihre Abwehr ist entweder aufwendig oder in manchen Arealen nicht mit üblichen Mitteln machbar. Forscher vom KIT sind aber auf eine relativ einfache Alternative gekommen: Sie wickeln die Drohnen ein ... (Bild: KIT / M. Breig)")
:quality(80)/p7i.vogel.de/wcms/88/31/8831bee57356749106f91672d996b9ef/img-1678-gedreht-2912x1638v1.jpeg "An diesem Ausstellungsstück verdeutlich das Unternehmen auf der Hannover Messe 2026, an welchen Stellen Schaeffler-Komponenten in humanoiden Robotern verbaut werden können. (Bild: Merger/VCG)")
:quality(80)/p7i.vogel.de/wcms/53/7f/537f8b219e02b2533d104bda55efdadb/0131026167v2.jpeg "Bei Antrieben für beinartige und humanoide Roboter gehört das Rückdrehmoment zu den ausschlaggebenden Kriterien. (Bild: Balance Drive/Adobe Stock)")
:quality(80)/p7i.vogel.de/wcms/3c/ae/3cae297788ea4a498fdaef268dc2b856/0131069852v1.jpeg "Jetzt geht`s los! Wer in sieben Semestern ein Crack in Sachen 3D-Druck werden will, sollte sich jetzt rasch bis spätestens 15. Juli für einen neuen Studiengang an der HTWK Leipzig bewerben. Hier einige Infos zu diesem deutschlandweit bisher einzigartigen Angebot ... (Bild: HTWK Leipzig)")
:quality(80)/p7i.vogel.de/wcms/d6/51/d651ea9e28e34fd103effb70ebbd2af0/0131026142v2.jpeg "(Bild: Messe Düsseldorf / tillmann)")
:quality(80)/p7i.vogel.de/wcms/16/c7/16c7423fb8f9c68b0429c31891005b6e/a243475-large-4961x2789v1.jpeg "Fahrerlose Transportsysteme liefern im Audi-Werk Neckarsulm Komponenten an die Montagebänder. (Bild: Audi)")
:quality(80)/p7i.vogel.de/wcms/f5/77/f5775c0fa9af68c62e53c73984bce318/0131062145v1.jpeg "SAP aus Walldorf schickt sich an, seine Expertisen und Angebote in Sachen künstliche Intelligenz auszubauen. Dazu nimmt man mehrere Milliarden in die Hand und holt sich gleich zwei Unternehmen ins Boot. (Bild: SAP)")
:quality(80)/p7i.vogel.de/wcms/ff/f9/fff9972c05140310ccaf31dabdad5338/0131056632v1.jpeg "ABB Robotics informiert, dass man einmal mehr den Anwendern zugehört hat. So kann man nun in eine neue Roboterzelle investieren, die auch für KMU erschwinglich ist und die das aufwändige Schleifen und Polieren automatisch besorgen kann. (Bild: ABB)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/a6/56/a6567af9a285e7e43937c55e3f2e2461/0131129022v1.jpeg "Mit dem BME-Gehaltsreport Einkauf 2026 will der Eschborner Lobbyverein ein aktuelles, fundiertes Bild zu Gehaltsstrukturen, Arbeitsbedingungen und Entwicklungen deutscher Einkäufer gewinnen. (Bild: BME)")
:quality(80)/p7i.vogel.de/wcms/ea/f7/eaf792990414f368c0b61d84e25463f5/0131104147v2.jpeg "Die Basis der besonders langlebigen Bodenmarkierung Vector ist ein technischer Kunststoff mit hoher Elastizitätsgrenze. (Bild: Orgatex)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Messtaster Zuverlässiges Messen bei widrigsten Bedingungen
Werkstücke für die Automobilindustrie automatisiert in Drehzentren zu messen, ist anspruchsvoll. Schließlich sind die eingesetzten Messsysteme ständig Späneflug, Kühlschmiermittel und Vibrationen ausgesetzt. Drehmaschinenhersteller Schuster misst mit Blum Novotest im Bearbeitungsraum.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/65100/65191/65.jpg "Logo.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/107700/107704/65.jpg "L_isel_R.jpg ()")
Zu den Anwendern der Schuster-Anlagen gehört neben anderen Industrien auch der Automotive-Bereich. Gefertigt werden Getriebewellen, Nocken- und Ausgleichswellen sowie komplexe Motorwellen für Elektroantriebe. Meist werden die Wellen in mehreren miteinander verketteten Stationen bearbeitet, die an Beginn und Ende der Linie manuell be- und entladen werden. „Mit der Transformation zur Industrie 4.0 verändern sich auch die Anforderungen an die Metallbearbeitung. Deswegen liefern wir nicht nur standardisierte Drehmaschinen“, erläutert Christian Moser, Projektleiter von Schuster Maschinenbau aus dem bayerischen Denklingen.
Die Maschinen von Schuster arbeiten stets mit einer vertikal stehenden Werkstückspindel. Abhängig von der Aufgabe kommen Hauptspindel, Gegenspindel oder ein Mittendrehaggregat zum Einsatz. Je Arbeitsraum werden bis zu zwei Revolver oder auch Fräs- sowie Schleifaggregate eingesetzt, sodass Dreh-, Fräs- und Schleifbearbeitung in einer Aufspannung durchgeführt werden können. Die Maschinen sind immer mit X- und Z-Achse ausgestattet, die sich je nach Maschinentyp in der Spindel oder dem Revolver/Aggregat befinden. Die Spindel hat im Regelfall auch eine C-Achse. Die Y-Achse ist bei Bedarf als Option verfügbar und damit wie im Drehbereich üblich bei vielen Maschinen nicht vorhanden.
Das Messen im Arbeitsraum ist ein integraler Bestandteil unserer Bearbeitungsprozesse. In vielen Produktionsprozessen wird ein Durchmesser zunächst mit Aufmaß vorbearbeitet und dann auf Endmaß geschliffen oder gedreht.
„Dazu ist es erforderlich, zwischen den beiden Schritten den aktuellen Durchmesser automatisiert zu messen und den Schleif- bzw. Drehvorgang entsprechend anzupassen. Um nicht etwaige Rundlauffehler oder den Temperaturgang der Maschine mitzumessen, ist hier eine Zweipunktmessung – ähnlich wie bei einer Bügelmessschraube – notwendig.“ Mit dieser nicht alltäglichen Anforderung setzte sich der Maschinenbauer mit dem Messtechnikspezialisten Blum-Novotest in Grünkraut in Verbindung. Mit Blum verbindet Schuster bereits eine jahrelange Zusammenarbeit. In den Drehmaschinen des Herstellers wurden – je nach Kundenanforderung – schon diverse Blum-Messtaster und Lasermessgeräte installiert. Früher zumeist Messtaster mit Infrarot-Übertragung, heute sind die Taster in den Schuster-Maschinen überwiegend per Funk mit der Steuerung verbunden. Diese lassen sich einfacher in die Maschinen integrieren, da keine Sichtverbindung zwischen Messtaster und Empfänger erforderlich ist.
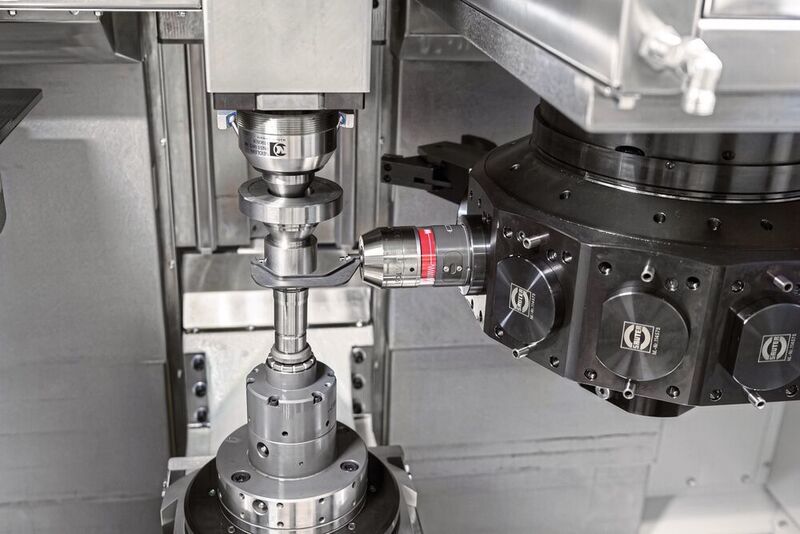
Da viele Anlagen von Schuster nicht mit einer Y-Achse ausgestattet sind, entfällt die Möglichkeit, das Werkstück mit einem Standard-Tasteinsatz vorn und hinten an zwei Punkten anzutasten, um den aktuellen Durchmesser zu erfassen. Es musste also eine andere Lösung gefunden werden. Blum präsentierte diese in Form des Messtasters TC61 und eines speziell entwickelten Tasteinsatzes.
Das Besondere am TC61 ist das in zwei Achsen geführte, bidirektionale Messwerk. Im Gegensatz zu sonst typischen Messtastern können dadurch nicht nur drückende, sondern auch ziehende Messungen hochpräzise durchführt werden.
„Zudem erfolgt die Schaltsignalgenerierung per Abschattung einer Miniaturlichtschranke im Inneren des Messtasters, was den Messtaster TC61 verschleißfrei und somit sehr langlebig macht.“
Dieses Messwerk ermöglicht, den TC61 mit relativ schweren Tasteinsätzen – in diesem Fall einem Messbügel – auszustatten. Falls wie bei Schuster Maschinenbau der Durchmesser einer Welle erfasst werden soll, lässt sich dies ganz einfach per Zweipunktmessung durchführen. Dazu wird der sich im Revolver befindende TC61 horizontal eingeschwenkt und über die X-Achse je eine Messbewegung ziehend und drückend durchgeführt. Zusätzlich wird in manchen Anlagen eine Tastkugel am äußersten Ende des Bügels angebracht, um beispielsweise Längen, Nullpunkte oder Stufen messen zu können. Die Messbügel bietet Blum ab 35 Millimeter maximalem Messdurchmesser in diversen Abstufungen bis 73 Millimeter an. Bis 50 Millimeter Nenndurchmesser bestehen die Bügel aus Stahl, die größeren Versionen dann aus Aluminium, um die Kräfte auf das Messwerk nicht zu groß werden zu lassen.
Das Messen des Durchmessers beim Aufmaßschleifen ist die Voraussetzung für die Einhaltung der wirklich engen Toleranzen. Wir setzen an den X-Achsen hochpräzise Glasmaßstäbe ein, um den Taster möglichst präzise positionieren zu können.
„Die Messungen werden in der Aufwärmphase der Maschinen öfter vorgenommen. Sobald sich die Temperaturen stabilisiert haben, wird seltener gemessen – auch so lassen sich die Taktzeiten insgesamt kurz halten.“ Die Zweipunktmessung lässt sich sehr schnell durchführen, erreicht wird eine Wiederholgenauigkeit auf der Maschine von 1,5 – 2 µm. Die Messungen mit dem Blum-Taster ermöglichen die Kompensation des Temperaturgangs ebenso wie der unvermeidbaren Abnutzung der Schleifscheibe. Schließlich darf es in der Serienfertigung keinen Ausschuss geben – da muss jeder Bearbeitungsvorgang über Monate und Jahre und Tausende von Werkstücken in der Toleranz bleiben. Das ist nur mit laufender, prozessbegleitender Messung möglich.
Dabei wird der Messtaster im Bearbeitungsraum nicht geschont. Während der Bearbeitung beträgt der Kühlmitteldruck bis zu 60 bar – dieser Strahl trifft indirekt auch den Messtaster im Revolver gegenüber. Späne und Schleifstaub bekommt der Messtaster ebenfalls ab, das ist in Drehzentren einfach anders als in Fräszentren, in denen die ungenutzten Werkzeuge sicher im Werkzeugmagazin untergebracht sind. Auch die Bewegung des Revolvers selbst, der bei jeder Positionierung des Werkzeugs in einer Verzahnung fixiert wird, erzeugt nicht unerhebliche Schläge auf den gesamten Revolver und damit auf den Messtaster. Das ‚verkraftet‘ der Blum-Taster jedoch problemlos.
„Darüber hinaus sind wir mit dem Service sehr zufrieden, denn die Ansprechpartner bei Blum sind kompetent und bieten auch für komplexe Anforderungen wie beim Messbügel schlaue Lösungen an. Der neu entwickelte Messbügel garantiert zudem hochpräzise Messergebnisse“, zieht Moser ein positives Fazit. „Nicht zuletzt weil sie den widrigsten Bedingungen standhalten, haben sich die Messtaster von Blum bei uns absolut bewährt. Davon profitieren auch und gerade unsere Kunden, weil sie hochproduktiv bei gleichzeitig geringsten Ausschussquoten fertigen können.“
(ID:48281391)
:quality(80)/p7i.vogel.de/wcms/ae/26/ae262a3bd5e2c3590ef262ff07a6f822/0124475018v2.jpeg "Messtaster von Blum werden bei Magnet-Schultz in einem vollautomatisierten Achtspindel-Drehautomat unter rauesten Bedingungen eingesetzt. (Bild: Blum-Novotest)")
:quality(80)/p7i.vogel.de/wcms/7d/1d/7d1d288d4c1b30ad98cef3ddd76a065e/0127348114v1.jpeg "Im Verlauf dieser hochkomplexen Bearbeitung werden bei Bott immer wieder wichtige Maße überprüft. Dazu wird der Messtaster wie ein Werkzeug eingewechselt und die Messpunkte abgefahren. (Bild: Blum-Novotest)")