
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/0a/28/0a28f1523c88c0062b1cd3a7c5de55cb/0132157776v1.jpeg "Auf gutem Kurs! Wie die Marinesektion des VDMA ermittelt hat, hat die maritime Zulieferindustrie in Deutschland geschäftlich zum vierten Mal gut abgeschnitten. Hier die Details ... (Bild: dpa)")
:quality(80)/p7i.vogel.de/wcms/39/e0/39e063863a8e2b105fa0d0f895dffe79/0132152346v1.jpeg "Beispiele, für welche Art von thermoplastischen Bauteilen aus PP, PP, PA oder anderen Kunststoffen, die kompakte Spritzgießmaschine APSX-PIM V3 zur Prototypen- oder Kleinserienfertigung genutzt werden kann ... (Bild: APSX)")
:quality(80)/p7i.vogel.de/wcms/3a/22/3a228db4d1eb04127a3312845ab84850/0131909526v1.jpeg "Bei der Kern-Auftragsfertigung gilt: Nullfehlertoleranz bei extremen Qualitätsansprüchen – auch bei der Serienfertigung im fünf- und sechsstelligen Bereich. Vollautomatisierte Fertigungsprozesse mit Präzisionszentren Kern Micro HD spielen dabei eine entscheidende Rolle. (Bild: Kern Microtechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/47/43/4743d8e2f5c4f12153cb36133ffceec7/0132136237v1.jpeg "Das Rührreibschweißen kennen einige vielleicht. Damit kann man sogar unterschiedliche Metalle miteinander verbinden. Forscher haben nun einen neuen Ansatz für diese Art der Fügens im Auge, welcher der Industrie neue Vorteile ins Spiel bringen kann ... (Bild: IKT)")
:quality(80)/p7i.vogel.de/wcms/e3/e1/e3e172968b45f2cc3fc7faaf4c3b2ca3/0132158794v1.jpeg "Zunehmend leere Regale kennzeichnen die Lage einiger Industriezweige in Deutschland. Was zu dieser Misere führt und wer am meisten respektive am wenigsten betroffen ist, haben Experten vom Münchener Ifo-Institut herausgefunden ... (Bild: Consumer Flash)")
:quality(80)/p7i.vogel.de/wcms/44/01/4401d9495ba0c84db6262fbed6189670/0132158228v1.jpeg "Die Belegschaften der deutschen Autokonzerne gehen zunehmend auf die Barrikaden. Zwei dpa-Autoren sind mal den Ursachen auf den Grund gegangen. Dabei kristallisierten sich drei Hauptprobleme heraus, die für Ärger sorgen ... (Bild: IG Metall)")
:quality(80)/p7i.vogel.de/wcms/68/bc/68bca99b96f1f00ae160a0a7e3de0790/adobestock-81506241-281-29-jpeg-3000x1687v1.jpeg "Bis sich die internationalen Lieferketten wieder vollständig normalisieren, dürfte es laut Ifo-Institut noch einige Zeit dauern. (Bild: Fotolia RAW - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/10/92/1092084d6d643e219da8714cadcd9211/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/3e/31/3e317bb204f4c84045eb498363bd7915/0132119368v1.jpeg "Am Fraunhofer-Institut für Angewandte Polymerforschung (IAP) hat man neue Metalleffektpigmente entwickelt, die spritzgegossenen Kunststoffteilen einheitliche Oberflächen geben. Links ein üblich ausgerüstetes Teil (schwarzer Streifen), rechts mit Spezialpigmenten – ohne Streifen. (Bild: Fraunhofer IAP / J. Galties)")
:quality(80)/p7i.vogel.de/wcms/38/a8/38a84c821462c50bf9ec021dfa36666f/0132089031v2.jpeg "Die Sommererhebung 2026 des Energieeffizienz-Index der deutschen Industrie: Trotz steigender Investitionen sinkt die relative Bedeutung von Energieeffizienz auf einen historischen Tiefstand. (Bild: frei lizenziert / Анна)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/8b/fe/8bfec34c2b02a0cd00d6feb7f1bb8193/0132143966v1.jpeg "Unterwasserdrohnen sind das Metier, in dem sich die Spezialisten von Exail Technologies tummeln. Nun hat der ebenfalls aus Frankreich stammende Rüstungsspezialist Thales ein Auge auf das Unternehmen geworfen, um es zu übernehmen ... (Bild: Exail Technologies)")
:quality(80)/p7i.vogel.de/wcms/33/5a/335a63892c7478c0cd6db4059a81e182/0132142532v1.jpeg "Samsung genießt in Sachen Umsätze und Gewinn seit Jahren wahre Höhenflüge. Ausgelöst wird die Thermik durch den KI-Boom. Jetzt berichten die Südkoreaner erneut über einen Rekord ... (Bild: Samsung)")
:quality(80)/p7i.vogel.de/wcms/2e/0d/2e0d078886eba9c6f5005debfdef70be/0132138884v2.jpeg "Humanoide Roboter und autonome Fabrik: Zwei Megatrends kommen zusammen. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/0a/24/0a2472027f3e47efb8e8e796e05c19b0/0132136079v2.jpeg "Die C6 Energiekette in Kombination mit dem neuen Obertrumführungsrad ermöglicht eine zuverlässige Energie- und Datenversorgung bei minimaler Partikelemission auf Verfahrwegen bis zu 30 Meter. (Bild: igus)")
:quality(80)/p7i.vogel.de/wcms/98/6f/986f1f8ab14249e6769b0af86edeff90/0132102301v2.jpeg "„Wir wollen uns mit kurzen Lieferketten, hoher Zuverlässigkeit und maßgeschneiderten Systemlösungen differenzieren“, so Sascha Eberhard, CEO bei Franke. (Bild: Franke)")
:quality(80)/p7i.vogel.de/wcms/08/63/0863f8a8cda3a7bb7f18a6b6a67a6402/0132087773v4.jpeg "Antriebe, die beispielsweise in der Tiefsee zum Einsatz kommen, haben spezielle Anforderungen, die sich nicht über Standardsortimente realisieren lassen. (Bild: frei lizenziert / Jack Drafahl)")
:quality(80)/p7i.vogel.de/wcms/77/59/77591b47d2c5cfe5842ec8832c9f32e5/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/d7/64/d7644316fa3fa7bfedfdcc9ed4968914/image-20--20schneider-20electric-20joins-20the-20world-20economic-20forum-20lighthouse-20operating-20system-20advisory-20board-20to-20create-20an-20open-source-20manufacturing-20blueprint-20for-20companies-20of-20all-20sizes-jpg-1120x630v1.jpeg "Schneider Electric baut sein Geschäft mit Industrie-KI mit einem Milliarden-Kauf aus. (Bild: Schneider Electric)")
:quality(80)/p7i.vogel.de/wcms/cc/2b/cc2b2851f1fab0ad4e2ea0e469fd8656/0132124197v1.jpeg "Am 1. Juli war es soweit! Surventis, ehemals BASF Coatings, hat den Weg in die Eigenständigkeit angetreten. Lesen Sie hier, wie es nun weitergehen soll ... (Bild: Surventis)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/00/dd/00ddc1e8501314334cfb7bdca6ee82aa/0132178828v2.jpeg "Xxx xxx xxxx. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/97/ea/97ea920a81370df632be7030848ba67e/0132148454v2.jpeg "Holzsplitter, Kartonstücke, Packbandreste – in der Logistik gibt es vielerlei Grobschmutz, der entfernt werden muss. Kein Problem für die Scheuersaugmaschine B 260 RI Combo mit Vorkehrmodul von Kärcher. (Bild: Kärcher)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
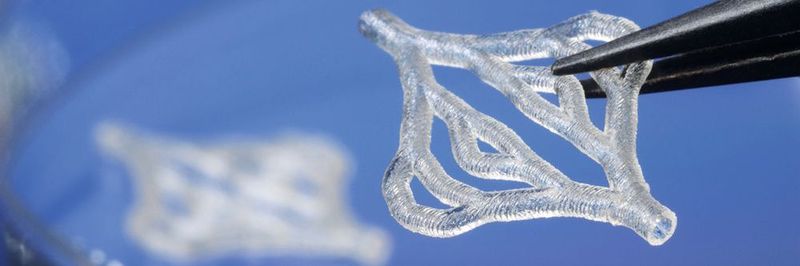
Forschung Hopro-3D – schnelles und präzises 3D-Drucken
Entweder schnell oder präzise – beides geht nicht bei der Additiven Fertigung feiner Polymerstrukturen mit dem Laser. Oder doch? Die Kombination von Stereolithografie und Multiphotonen-Polymerisation soll es möglich machen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/65100/65191/65.jpg "Logo.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/67/f3/67f39aa18b085/lqlpkgratutn1f-nbolnbokweyrspu73okuhv0kt0fkraa-1250-1250.png "lqlpkgratutn1f-nbolnbokweyrspu73okuhv0kt0fkraa-1250-1250 (shining3d)")
Hopro-3D steht für „Hohe Produktivität und Detailtreue in der additiven Fertigung durch Kombination von UV-Polymerisation und Mehrphotonenpolymerisation”. Dabei handelt es sich um ein Projekt des Fraunhofer-ILT, indem eine Maschine entstehen soll, die selbstständig zwischen zwei additiven Verfahren wechselt. Der Sinn davon ist, dass die Maschine makroskopische, also mit bloßem Auge sichtbare, Polymerstrukturen mit Auflösung bis in den Submikrometerbereich herstellt. An sich ist das nicht neu, denn dafür gibt es bereits verschiedene Verfahren: Die UV-Polymerisation auf Basis von Lasern, wie die Stereolithografie (SLA) oder die Mikrospiegel-Arrays (DLP), sowie die Multiphotonenpolymerisation (MPP) im mikroskopischen Maßstab. Warum also ein neues entwickeln?
Beim SLA-Verfahren schreibt ein UV-Laser eine zweidimensionale Struktur in ein Harzbad, was eine Polymerisation des photosensitiven Materials bewirkt. Dabei wird das Bauteil schrittweise abgesenkt und schichtweise eine 3D-Struktur aufgebaut. Die Aufbaurate liegt dabei zum Teil deutlich über 1 mm3 pro Sekunde. Neuere Belichter verwenden UV-LEDs als Lichtquelle und einen DLP-(Digital-Light-Processor-)Chip anstelle des Scanners. Damit lässt sich die Belichtung parallelisieren und so die Aufbaurate erhöhen. Beide Verfahren erreichen eine maximale Auflösung über 10 µm.
Für den Aufbau noch feinerer Strukturen eignet sich die Multiphotonen-Polymerisation. Dabei wird die nötige Photonenenergie durch intensive Laserpulse mit Wellenlängen im sichtbaren oder infraroten Bereich erzeugt, wobei sich mehrere niederenergetische Photonen virtuell zu einem UV-Photon addieren. Der Vorteil besteht in der extrem hohen Präzision bis 100 nm in allen drei Raumrichtungen – die Aufbaurate liegt hier bei nur etwa 10 µm3 pro Sekunde.

Mit zwei Systemen in einer Maschine Zeit gewinnen
Die Projektpartner, Gemeinsam mit Lightfab, Bartels Mikrotechnik, Miltenyi Biotec und das Fraunhofer-ILT, kombinieren nun das DLP-gestützte Verfahren mit dem MPP-Verfahren und entwickeln eine Maschine mit zwei wählbaren Belichtungssystemen für entweder hohe Aufbauraten oder hohe Präzision. Sie nutzen Hochleistungs-LEDs mit einer Wellenlänge von 365 nm und einen DLP-Chip mit HD-Auflösung für die Lithografie. Für das MPP-Modul wird ein Femtosekundenlaser mit einem schnellen Scanner und Mikroskopoptik eingesetzt. „Der Vorteil besteht im Zusammenspiel beider Verfahren. Je nach Bedarf soll zwischen den Belichtungssystemen im Prozess gewechselt werden”, erklärt Dr. Martin Wehner, Projektleiter für Hopro-3D am Fraunhofer-ILT. „Die Herausforderung steckt damit in der Prozesssteuerung. Das Konzept steht, derzeit wird eine entsprechende Maschine aufgebaut.”
Zusätzlich wird auch eine Steuerungssoftware entwickelt, die anhand von CAD-Daten selbstständig entscheiden soll, wann ein Wechsel zwischen den zwei Quellen sinnvoll ist. Am Ende geht es darum, dass dieser Übergang reibungslos funktioniert und die Strukturen in einem Harzbad ohne Wechsel des Photoharzes aufgebaut werden können. Das Projektteam untersucht dafür verschiedene Materialien und optimiert die Prozesskombination im Detail.
Anwendungen nicht nur in der Biomedizin
Viele Bauteile haben einen Grundkörper, der schnell aufgebaut werden kann, und bestimmte Strukturen, die eine hohe Präzision erfordern. Durch die Verfahrenskombination können zum Beispiel optische Funktionselemente wie Linsen oder Prismen mit hoher Präzision direkt in ein größeres Bauteil integriert werden. Mit diesem Vorgehen ist auch die Fertigung kompletter Kollimationsoptiken für das Auslesen optischer Informationen in der Analysetechnik denkbar. Die Anwendungsbereiche sind vielfältig, für die Herstellung von Bauteilen für die biomedizinische Analysetechnik dürfte die Maschine am interessantesten sein. Stützgerüste für 3D-Gewebemodelle (scaffolds), mikromechanische Bauteile oder komplette Mikrofluidiksysteme sind dafür typische Anwendungsbeispiele.
Das Projekt HoPro-3D mit Laufzeit von drei Jahren wird durch das Fraunhofer-ILT koordiniert und aus Mitteln des Europäischen Fonds für regionale Entwicklung (EFRE) gefördert.
:quality(80)/images.vogel.de/vogelonline/bdb/1504100/1504141/original.jpg "Zwei junge Techniken treffen sich, um die Bauteilqualität zu verbessern. (@LuckyStep - stock.adobe.com)")
Forschung
KI zur Prozessüberwachung in der Additiven Fertigung
:quality(80)/images.vogel.de/vogelonline/bdb/1451800/1451851/original.jpg "Was kostet die Additive Fertigung? Ein Team der Hochschule Aalen hat die Antwort. (©ExQuisine - stock.adobe.com)")
Kostenkalkulation
Das kostet die Additive Fertigung
(ID:45730261)
:quality(80)/p7i.vogel.de/wcms/34/0f/340f8673f21cbefa0219058e131cfd73/0128050068v1.jpeg "Die Formnext 2025 nahm das Fraunhofer IGCV aus Augsburg zum Anlass, zu zeigen, wie das Verfahren Pulverbettfusion (PBF) die Batteriezellenentwicklung beschleunigen und günstiger machen kann. (Bild: Fraunhofer IGCV)")
:quality(80)/p7i.vogel.de/wcms/c4/a2/c4a29fb8ee971122d2afd1f3f4069378/0126697500v1.jpeg "Statt einer üblichen Kühlung mit Pins (oben), kann mit dem neuen Gantry-Großformatdrucker am ILT ein konturnahes Kühlsystem aufgebaut werden, das bei die Lebensdauer der Form verlängert. Gedruckt werden die Werkzeugeinsätze mit dem neuartigen Werkzeugstahl-Pulver L-40 von „MacLean“-Fogg. (Bild: Fraunhofer-ILT)")