
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/2e/33/2e332c202989ae280c6dec7c5a1a05df/0132073916v1.jpeg "Jetzt gibt es endlich eine Säge mit XXL-Drehtisch, damit man sozusagen tonnenschwere Kunststoff- oder Faserverbundwerkstoff-Platten oberflächenschonend und flott schneiden kann. Sie heißt FK-6 und gebaut hat sie IMA Schelling Precision. Lesen Sie hier, was man gemacht hat ... (Bild: IMA Schelling Precision)")
:quality(80)/p7i.vogel.de/wcms/ca/5b/ca5b6e3b52067dba3f33af8f55b85710/0131992583v2.jpeg "In der dritten Folge des Industrial Benchcast verrät Florian Weil, CEO bei Weil Technology, wie er sein Unternehmen strukturiert aus der Abhängigkeit vom Verbrenner führte. (Bild: MM Maschinenmarkt / Thao My Vu Thi)")
:quality(80)/p7i.vogel.de/wcms/40/f0/40f01a2fb41aa40e8236e10622697d72/0132071780v1.jpeg "Auch die additive Fertigung befruchtet die Schleiftechnikwelt. Das bewies Emuge Franken mit 3D-gedruckten Spannhülsen, die eine flexiblere und deformationsarme Fixierung bei variierenden Bauteilen garantieren. Per FEM ausgelegte Waben- und Mäanderstrukturen helfen dabei. (Bild: VDW / U. Regenscheit)")
:quality(80)/p7i.vogel.de/wcms/b4/48/b448154d0189160e6c3d341c975f8344/0132068826v1.jpeg "Personeller Zuwachs! Der Radpanzer Boxer gehört neben anderen Panzerfahrzeugen zu jenen, die das KNDS-Werk in Görlitz mit Komponenten versorgt. Freuen darf man sich an dem Standort nun auch, denn die Mitarbeiterzahl soll sich noch in diesem Jahr deutlich erhöhen ... (Bild: KNDS)")
:quality(80)/p7i.vogel.de/wcms/13/0a/130aae57e5b6a18fb48531697fdb8c2d/0132075790v1.jpeg "Am Riff vorbei! Hensoldt hätte für das von der Bundesregierung beendete Fregattenprogramm F126 Radarsysteme liefern sollen. Das fällt nun ja flach. Wie es nach ersten Prüfungen aussieht, wird das Geschäft von Hensoldt aber wohl nicht allzusehr in Mitleidenschaft gezogen ... (Bild: Hensoldt)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/c2/b4/c2b44d5a99b67e9d6474906191b4eeb9/0132072962v1.jpeg "Gold, Silber und Palladium stecken in Handys. Und das Bild hier wäre eigentlich anzustreben! Denn je mehr Althandys für das Recycling zusammenkommen, desto wirtschaftlicher wird Rohstoff-Rückgewinnung. Doch die Realität sieht leider anders aus. (Bild: S. Lönneson)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/38/70/3870579fb5e9725f3de1669cd033154e/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/eb/d0/ebd0a1d73320d6b88557efe73c9c441e/0131955410v1.jpeg "Das großflächige, sogenannte bifaziale 546-Watt-Perowskit-Silizium-Modul bei der Fertigung im Module-TEC des Fraunhofer ISE. Was diese Solarzellen für positive Auswirkungen haben, erfahren Sie im nebenstehenden Beitrag ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/90/67/906752f53a4e1bb288f495167ce6b318/0131954184v1.jpeg "Bei Innovent Technologieentwicklung in Jena hat man bewiesen, dass man mit Atmopshärendruckplasma Kupfer- (wie hier) und Silberoberflächen von Oxiden respektive von Sulfiden reinigen kann – ohne garstige Chemikalien und ohne viel Energieaufwand ... (Bild: Innovent)")
:quality(80)/p7i.vogel.de/wcms/67/27/672723de5e7736d5e0942aae52e46649/0131534073v1.jpeg "Für das Teachen eines Roboters ist es wichtig, sich im Raum zu bewegen und permanenten Blickkontakt zum Roboter zu haben. Mit einem kabelgebundenen Gerät wäre dies nahezu unmöglich. (Bild: Keba)")
:quality(80)/p7i.vogel.de/wcms/13/c7/13c71ea5529b78d642794f2ed6039f87/0131991662v1.jpeg "Collaborative Industry bringt Menschen und Roboter zusammen. (Bild: © Emma - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/99/28/9928d61990bbfa34a85355e815cc521d/0132071253v1.jpeg "In puncto Materialversagen hat ein internationales Forscherteam, an dem auch das KIT beteiligt war, herausgefunden, dass Schubbelastungen durchaus zerstörende Wirkungen entfalten können. Hier eine Mikroskopaufnahme eines Aluminiumteils, das deshalb in die Brüche ging ... (Bild: KIT / M. Hurst)")
:quality(80)/p7i.vogel.de/wcms/5a/13/5a13bbf096fe899b155d51a40729fe16/0132070616v2.jpeg "Aus Linearführungen in Kombination mit weiteren Komponenten entstehen komplexe Anlagen für die Automatisierung. (Bild: IEF-Werner)")
:quality(80)/p7i.vogel.de/wcms/11/13/11131eae4746c235192f0dfd4f165b52/0132064194v3.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/13/6e/136e4ec1ebe488f6266f813980ac31b8/0132059213v2.jpeg "Synapticon wurde auf der Automate 2026 in Chicago für die Kombination von Aktuator und integrierten Safety-Funktionen ausgezeichnet. (Bild: Synapticon)")
:quality(80)/p7i.vogel.de/wcms/39/4a/394a548c92cffd619a4bc63766072f5d/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/90/76/9076d1796c8370f810043e9c3e675339/0132066867v1.jpeg "Diese 15 Herr- und Frauschaften waren mit Sandvik Coromant im Projekt „Dig4ReMan“ damit beschäftigt, den Step-Datenaustausch für individuelle Reparaturen per additiver Fertigung digitaler zu machen. Alle in der Wertschöpfungskette können jetzt die gleiche „Sprache“ sprechen! (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/61/f5/61f510135d1e5538d61445aa27ef0186/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/87/23/87230bfb9455e7716c1b74c28a137907/0132077911v1.jpeg "Formgedächtnislegierungen sehen ursprünglich etwa kompakt aus, können sich unter gewissen Umstände aber, wie hier, in Spiralfedern verwandeln. Bisher wusste man nicht genau, wie diese Materialien das machen. Forscher aus Kassel konnten das Geheimnis aber lüften ... (Bild: M. Breisbach)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/2f/d1/2fd17814ee38a61be6b03cbeb25aeeb2/0132078558v2.jpeg "Dieser vollständig automatisierte Gegengewichts-Gabelstapler Factory E-Truck FE616 kommt mit induktivem Ladesystem und optionalem Wetterschutzaufbau daher. (Bild: Neumaier Industry)")
:quality(80)/p7i.vogel.de/wcms/79/de/79de470a594655885dd3d73182976968/0132075482v2.jpeg "Frachtraten zu berechnen und vor allem zu pflegen ist in der Praxis häufig sehr aufwendig. AEB sorgt jetzt für Hilfe ... (Bild: AEB)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Mannloses Rundschleifen von Kleinserien
Die MPS Micro Precision Systems AG setzt für anspruchsvolle Hochpräzisionsbauteile in IT02-Toleranzfeldern konsequent auf Schleifprozesse. Auf sieben Studer-Schleifmaschinen werden durch Automation und Prozessoptimierung mannlos in 24/7 auch mittlere Serien flexibel gefertigt.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5e/60/5e60d37e6177a/phorn-socialmedia-rgb-quadrat-2018-07-11.png "phorn_socialmedia_RGB_quadrat_2018-07-11.png (Hartmetall-Werkzeugfabrik Paul Horn GmbH)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/76800/76895/65.jpg "FAULHABER_120mm.jpg ()")
Die über 400 Mitarbeiter starke MPS ist ein Hidden-Champion der besonderen Art. Bereits 1969 entwickelte das Unternehmen RMB (Roulements Miniatures Bienne SA), aus dem die MPS hervorgegangen ist, Komponenten für die Apollo-Mission. Mit 250 Mitarbeitenden ist Biel der grösste Standort der MPS-Gruppe und verfügt u.a. über 140 Dreh-, Fräs-, Schleif-, Polier- und Erodiermaschinen.
Manuel Nercide (Plant Manager): „Unser Technologie-Spektrum ist vielseitig, wenn man es auf einen Nenner bringen will, dann ist es das Fertigen und Montieren komplexer elektromechanischer Baugruppen in engsten Toleranzen für Hochpräzisionsanwendungen in High-End-Bereichen.“
Michael Bazzan (Production Manager): „Mit sieben Studer-Schleifmaschinen verfügen wir aktuell über eine hohe Schleifkapazität, um Hochpräzisionskomponenten zu produzieren. Die Schleifmaschinen sind auf unser variierendes Losgrößen-Spektrum abgestimmt, das von der Einzelteilfertigung bis zu von 25.000 Stück pro Jahr für einige Referenzen.“
Entsprechend dem Losgrößenspektrum sind derzeit drei der sieben Studer-Maschinen mit einem automatischen Beladesystem ausgerüstet. Im Folgenden wird sich auf die Studer S33 zur Fertigung von Kugelumlaufspindeln und auf eine Studer S21 im Bereich einer flexiblen Fertigungszelle (Flex Cell) fokussiert.
Didier Noirjean – (Flex Cell Manager): „Die Flex Cell wurde kürzlich in die Rundschleif-Produktion als autarke Fertigungseinheit integriert, um Schleifprozesse von Prototypen und Neuentwicklungen einzurichten, ohne in die Produktion eingreifen zu müssen. Wir sind dank dieser flexiblen Fertigungszelle erheblich schneller von der Entwicklung bis zum fertigen Bauteil. Entscheidend bei der Studer S21 war, dass sie sich sehr schnell umrüsten und flexibel auf unterschiedliche Bauteile einrichten lässt. Auch Excenterschleifprozesse sind mit der S21 realisierbar. Diesbezüglich ist die Studer S21 perfekt auf unsere Anforderungen ausgelegt.“
Geht es bei der Flex Cell hauptsächlich um Prototypen, werden auf den weiteren sechs Studer-Maschinen Serienteile bearbeitet. Hierzu gehören Kugelumlaufspindeln in Hochpräzisionsausführung.
Kernkompetenz Kugelumlaufspindeln
Die kleinsten Kugelumlaufspindeln verfügen über Kugeldurchmesser von 0,8 Millimeter. Alle Komponenten werden von MPS in Eigenregie entwickelt und hergestellt, inklusive der Kugeln. Die größeren Serien der Gewindespindeln mit gotischem Gewinde werden auf einer voll automatisierten Studer S33 gefertigt.
Kugelgewindetriebe für hochpräzise Anwendungen
M. Nercide: „Wir sind mit diesen Präzisions-Gewindespindeln u. a. in der Forschung und Entwicklung unterwegs. Die von MPS Microsystems entwickelte Expertise in der extrem sanften und präzisen Positionierung von Linsengruppen versetzt das Unternehmen in die Lage, leistungsstarke Ausrichtungssysteme für optische Komponenten wie Zoom- und Laserstrahlfokussiersysteme anbieten zu können.“
MPS Microsystems Miniatur-Kugelumlaufspindeln, oder Kugelgewindespindeln, werden ausschließlich aus Edelstahl gefertigt und über Doppelmuttern positioniert, die eine Feineinstellung des Axialspiels ermöglichen. Diese oft nach Maß gefertigten Spindeln garantieren durch die hohe Präzision ihrer geschliffenen Gewinde, eine nahezu reibungslose Bewegung. Apropos Maßanfertigung: Es ist eine große Auswahl an kundenspezifischen Optionen für die Kugelumlaufspindel verfügbar.
J. Grosjean: „Solche Anwendungen fordern höchste Präzision und Positioniergenauigkeit – 100 Prozent spielfrei. Und genau hier haben unsere Spindelsysteme ihre Stärken. Wir schleifen ein sogenanntes gotisches Gewindeprofil in engsten Toleranzfeldern, dadurch können wir das Radial- und Flankenspiel auf null reduzieren.“
Gotisches Gewinde: aus dem Vollen Schleifen
Die gotische Gewindeform wird direkt aus dem Vollen der gehärteten Rohlinge geschliffen. Für diese gotischen Gewindeformen wurde gemeinsam mit Studer ein Makro entwickelt. Mit diesem Makro lassen sich die Schleifparameter sehr schnell auf die jeweiligen Gewindespindeln anpassen.
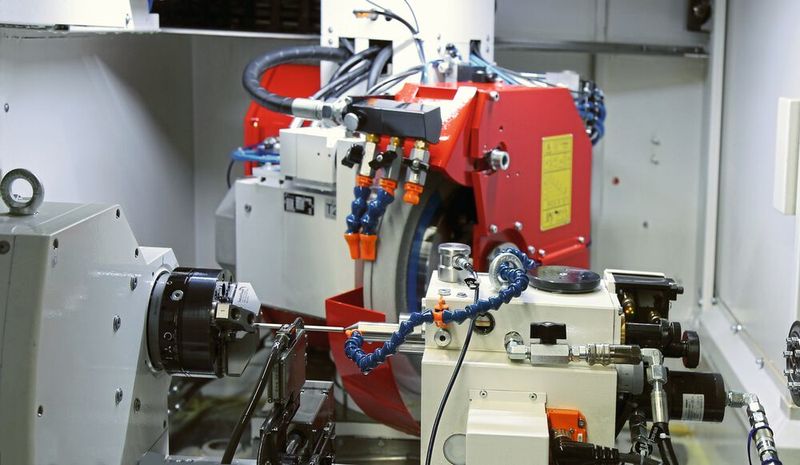
U. Weyermann (Gebiets-Verkaufsleiter, Fritz Studer AG): „Bei der hier eingesetzten Studer S33 handelt es sich um eine Aussenrundschleifmaschine mit Revolver-Schleifspindelstock. Konkret verfügt der hier genutzte Schleifspindelstock über zwei Aussenschleifscheiben. Eine der beiden Scheiben wird für die Gewindeprofilierung genutzt, die zweite Scheibe generell für das Aussenrundschleifen.“
Handling-System für mannlose Fertigung
Um die mittelgroßen Serien wirtschaftlich zu fertigen, entwickelte das Unternehmen Humard in Zusammenarbeit mit MPS und Studer ein flexibles Handlingsystem zur automatischen Be- und Entladung der Werkstücke.
M. Bazzan: „Entscheidend bei der Konzeption des Handlingsystems ist es, dass es schnell auf unterschiedliche Werkstück-Geometrien angepasst werden kann, weil unsere Losgrößen variabel sind.“
Typischer Gewindeschleifprozess
Die Studer S33 benötigt weniger als eine Viertelstunde für die Komplettbearbeitung einer Gewindespindel mit 8 Millimeter Durchmesser und 120 Millimeter Länge. Dabei wird das Gewinde mit der gleichen Schleifscheibe sowohl geschruppt als auch geschlichtet. Während des gesamten Schleifprozesses wird die Schleifscheibe mehrfach im µ-Bereich abgerichtet. Somit können mit einer Schleifscheibe über 1000 Gewindespindeln in dieser Größenordnung geschliffen werden.
Der Abrichtprozess mit mehreren Aufgaben
Der Abrichtprozess der Schleifscheibe übernimmt beim Schleifen eine wichtige Funktion ein. Zum einen wird die Form der Schleifscheibe und die Dimension kalibriert sowie drittens die Schnittigkeit der Schleifscheibe definiert.
Julien Grosjean (Screw Grinding Manager): „Bei den Gewindespindeln müssen wir typischerweise pro Fertigungsprozess mehrfach abrichten. Zum Abrichten ist sowohl ein Diamant als auch eine Abrichtrolle im Einsatz. Mit der Abrichtrolle kann man die Rauheit der Schleifscheibe relativ spezifisch definieren und somit den Schleifprozess und die Oberflächengüte steuern. Wir haben diesbezüglich viele Test gemacht, bis wir das ideale Abrichtverfahren für die Schrupp- und Schlichtprozesse eruiert haben.“
U. Weyermann: „Wenn man sich die Komplexität eines Schleifprozesses vergegenwärtigt und welche Dimensionen die Maschinen haben – Stichwort Wärmegang – dann ist das alles andere als selbstverständlich, dass wir in IT02-Toleranzen mannlos fertigen. Alle sieben Studer-Maschinen bringen Tag für Tag genau die von MPS verlangte Präzision und Prozesssicherheit. Eine 24/7-Produktion mit dem von uns geforderten IT-02-Toleranzfeldern ist letztlich nur dank der extrem hohen Wiederholgenauigkeit unserer Studer-Schleifmaschinen möglich.“
Investitionen reduzieren Produktionskosten
Abschließend wirft Manuel Nercide einen vergleichenden Blick auf die Vergangenheit: „Vor sieben Jahren machten wir 2000 bis maximal 5000 Spindeln, heute produzieren wir 50.000 Spindeln pro Jahr. Wir haben nicht zuletzt dank der Investition in moderne Schleifmaschinen unsere Fertigungskosten kontinuierlich reduziert. Vor sieben Jahren waren wir vier Mal teurer in der Produktion. Investitionen in moderne Produktionsmittel sind aus dieser Sicht entscheidend, um zukunftsfähig zu bleiben. Letztlich muss unsere Produktion den qualitativen und quantitativen Ansprüchen unseres Produktspektrums genügen. Im Rundschleifbereich sind wir diesbezüglich, nicht zuletzt wegen der kontinuierlichen Investitionen, perfekt positioniert.“
(ID:48102732)
:quality(80)/p7i.vogel.de/wcms/3a/00/3a0087d5fce1fdc9e571e68fba607e69/0129122810v1.jpeg "Das serverbasierte System, das Anca zur digitalen Produktionssteuerung auf der Grindinghub 2026 präsentieren will, liefert unter anderem Schritt-für-Schritt-Anweisungen für das Bedienpersonal, damit die Abläufe direkt auf Anhieb fehlerfrei stattfinden. (Bild: Anca)")
:quality(80)/p7i.vogel.de/wcms/f1/fa/f1fa1856a5cfc8621897ee65f5192ccf/0127899702v1.jpeg "Vergleich von Werkzeugen vor und nach dem Gleitschleifen. (Bild: Anca)")