
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/d4/a1/d4a14e16cb4efade024f0eabf41a49f5/0132623548v2.jpeg "Qualitätsprüfung im Detail: Rundheitsvermessung eines Werkstücks mittels Accretech Rondcom. (Bild: Accretech)")
:quality(80)/p7i.vogel.de/wcms/a7/99/a799fc9c640f2297a552f93c6d6beaef/0132660428v2.jpeg "Hochrobustes Druckausgleichselement aus V4A mit öl- und wasserabweisender Membran für anspruchsvolle Outdoor-Anwendungen. (Bild: Agro)")
:quality(80)/p7i.vogel.de/wcms/cf/15/cf152fdbefd335c6b3cda5c9be316404/0132658394v1.jpeg "Was die Micropower bei Starlim in der Abteilung Micro Moulding angeht, so handelt es sich bei ihr um eine kompakte und komplette Fertigungszelle für die LSR-Verarbeitung. Hier steht eine im Reinraum. (Bild: Starlim Spritzguss)")
:quality(80)/p7i.vogel.de/wcms/a5/71/a571c503def8b30d892528a7e5db7b12/0132595978v2.jpeg "Bei Escha werden drei unterschiedliche Spannsysteme verwendet: UPC320 (Foto) und ITS50 sowie ITS148. (Bild: Fehlmann AG)")
:quality(80)/p7i.vogel.de/wcms/90/7c/907c263e2397fabfe9fb88b6cf621f30/0132667875v1.jpeg "Die Spedition Betz International ist bekanntlich insolvent. Doch nun kommen gute Nachrichten vom Insolvenzverwalter, denn das kränkelnde Unternehmen wurde von Aventra übernommen ... (Bild: Ma. Murat / dpa)")
:quality(80)/p7i.vogel.de/wcms/8f/00/8f0062d62bea4c8554c9b3e1a250ca8e/0132666673v1.jpeg "Wenn die neuesten Umfrageergebnisse des Münchener Ifo-Instituts zur Lage der deutschen Autoindustrie stimmen, dann blicken viele Player wohl wieder etwas optimistischer in die Zukunft ... (Bild: U. Ricardo)")
:quality(80)/p7i.vogel.de/wcms/fb/c8/fbc80f74acb82006f40cd07120fca182/0132665060v2.jpeg "Klaus Rosenfeld: „Als integrierter Technologiekonzern sind wir in der Lage, flexibel auf dynamische Marktentwicklungen zu reagieren und deren Effekte in unserem Portfolio weitgehend auszugleichen.“ (Bild: Schaeffler)")
:quality(80)/p7i.vogel.de/wcms/fc/92/fc92f1058b896cedc1e939cb3b947885/0132527961v2.jpeg "In der fünften Folge des Industrial Benchcast verraten Dennis Schattauer und Pricing-Experte Martin Steinmeyer, wie Maschinenbauer den tatsächlichen Wert ihrer Anlagen für den Kunden berechnen und durchsetzen. (Bild: MM Maschinenmarkt / Thao My Vu Thi)")
:quality(80)/p7i.vogel.de/wcms/bd/e0/bde0ca1ca15a141daa79d8844f965588/0132665627v1.jpeg "Hier wühlt der Roboter in der Wäschetruhe! Was irgendwie lustig aussieht, hat einen nüchternen Hintergrund – Das Sortieren von Altkleiderhaufen ist bisher kaum automatisierbar gewesen. Doch das wollen Forscher vom IPA aus Stuttgart mit dem Partner Polysecure nun ändern ... (Bild: Fraunhofer IPA)")
:quality(80)/p7i.vogel.de/wcms/40/0d/400dff5d174056bed748678072ed206b/0132663712v1.jpeg "Gute Nachrichten aus der Welt der erneuerbaren Energien! Denn jetzt hat man zum ersten Mal grünen Wasserstoff durch einen Teil des geplanten Kernnetzes (Symbolbild) zu einem industriellen Nutzer fließen lassen. Hier mehr dazu ... (Bild: © malp - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/01/7f/017facc04afac9073f27c4bb056f518d/0132614834v1.jpeg "Die Saftkiste mit Ansicht auf ihren Inhalt! Sie kombiniert Batterie, Steuergerät und GPS-Ortungssystem in einem kompakten Gehäuse. Das Einsatzfeld betrifft etwa Wohnmobile. (Bild: Xometry)")
:quality(80)/p7i.vogel.de/wcms/3d/8b/3d8b82913c3e8fbae1126fe684af0ae7/0132638292v1.jpeg "Technotrans blickt hier auf das 1. Halbjahr 2026. Demnach ist es gar nicht schlecht gelaufen. Und auch einige „Sorgenkinder“ scheinen auf dem Weg der Erholung zu sein ... (Bild: Technotrans)")
:quality(80)/p7i.vogel.de/wcms/12/d4/12d44b0b1dc1996df44a9b17308e0803/omdia-2025-1346x757v1.png "Marktanteile industrieller Ethernet-Protokolle laut einer Omdia-Studie. (Bild: Omdia, Industrial Communication Report 2025)")
:quality(80)/p7i.vogel.de/wcms/d8/0f/d80f440fa3aa7234c974915b5b76fe13/0132662750v1.jpeg "Der bayerische Chip- und Halbleiterexperte Infineon verdient durch Systeme für KI-Rechenzentren so viel, dass nun ein Umsatzrekord gemeldet werden kann ... (Bild: Infineon)")
:quality(80)/p7i.vogel.de/wcms/5a/ad/5aad92ee124712caff7e967720de1f0c/0130700274v2.jpeg "Auch der Hauptsitz in Waldkirch ist vom Stellenabbau bei Sick betroffen. (Bild: Sick AG)")
:quality(80)/p7i.vogel.de/wcms/c2/ae/c2aebb36be366dfaa672263cd4422aba/0132646745v1.jpeg "Was man hier sieht, haben sich mal wieder Schweizer ausgedacht. Es ist nicht einfach nur eine schön gemachte Buchse, oder so. Nein, nein! Es handelt sich um eine ganz neue Art, wie man Federsysteme konzipieren kann, die viele Nachteile der herkömmlichen Bauart eliminieren. Lesen Sie ... (Bild: David Ruh / U-Flex)")
:quality(80)/p7i.vogel.de/wcms/33/b4/33b4246dce7d48effebe0d945d010217/0132650629v2.jpeg "Die Wicklung bestimmt, was den Elektromotor ausmacht. Im Bild: Kurze Wicklung an kleinen Motoren. (Bild: Faulhaber)")
:quality(80)/p7i.vogel.de/wcms/ea/32/ea32480078b227a5d6665b0548d5734d/0132641121v1.jpeg "Entlastung für Konstrukteure! An der Universität Augsburg ist es einem Forscherteam per KI und üblichen Methoden gelungen, in lediglich Sekunden herauszufinden, wie ein Bauteil für das Spritzgießen am besten auszulegen ist – einschließlich Werkzeugkonstruktion. (Bild: Universität Augsburg)")
:quality(80)/p7i.vogel.de/wcms/f3/cd/f3cdb682b8f2fa2db81d2c86dc3f5138/0132659132v2.jpeg "Der Standortausbau bei Zeiss in Oberkochen schafft rund 25.000 Quadratmeter zusätzliche Fläche für Produktion und produktionsnahe Bereiche. (Bild: Zeiss)")
:quality(80)/p7i.vogel.de/wcms/03/8c/038cd1c2df27409e9019cc6dd54d381b/0132668173v2.jpeg "Steute und Kiepe bündeln ihre Kompetenz – von der klassischen Überwachung von Förderbändern über Heavy-Duty- und Ex-Schaltgeräte bis zu modernen Funklösungen. (Bild: Steute)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/d0/ab/d0ab4930bbaae068650d97f33bdce51c/0132633259v1.jpeg "Nun ist er da! Der zweite Schock, den Chinas Wirtschaft den Europäern beschert. Der BDI spricht von einer wahren Breitseite, die auch die deutschen Unternehmen treffen wird ... (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/5d/02/5d02416b986fa33f72614cba801d022e/0132631344v1.jpeg "Grapitelekroden für Batterien bestehen aus natürlichem und synthetischem Graphit. Beide Materialien werden in Zukunft immer stärker gefragt sein. Deshalb stehen schon Projekte, wie etwa von International Graphite und Westwater in den Startlöchern, um nichts zu verpassen ... (Bild: International Graphite)")
:quality(80)/p7i.vogel.de/wcms/b8/2c/b82c7d8ad5da10d190ae96b05b91f85d/0132538728v1.jpeg "Bauteil aus Titan, das am Austrian Institute of Technology (AIT) in Ranshofen mit einer ganz Neuen Art der Umformung hergestellt wurde. Lesen Sie hier, welche wirtschaftlichen und technischen Vorteile für Titanbauteile sich so für die Zukunft ergeben können ... (Bild: AIT / Joh. Zinner)")
:quality(80)/p7i.vogel.de/wcms/b6/cf/b6cf5e8066901d5a9c903824ec98e457/0132612565v1.jpeg "Westliche Länder, darunter auch Deutschland, warnen vor den Zugriffen nordkoreanischer Hacker. Sie sollen sich illegaler Methoden bedienen, um an Geld für fragwürdige Programme in ihrem Land zu kommen ... (Bild: Gemeinfrei / Pixabay)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Metalle Spannen mit Vakuum bei der Bearbeitung von Aluminium
Mit effizienter Vakuumtechnik lassen sich Energie- und Wartungskosten sparen. Wie eine solche Anlage aussehen kann und wie viel sich einsparen lässt, zeigt ein Beispiel aus der Metallbearbeitung.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5e/60/5e60d37e6177a/phorn-socialmedia-rgb-quadrat-2018-07-11.png "phorn_socialmedia_RGB_quadrat_2018-07-11.png (Hartmetall-Werkzeugfabrik Paul Horn GmbH)")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/98600/98681/65.jpg "logo.png ()")
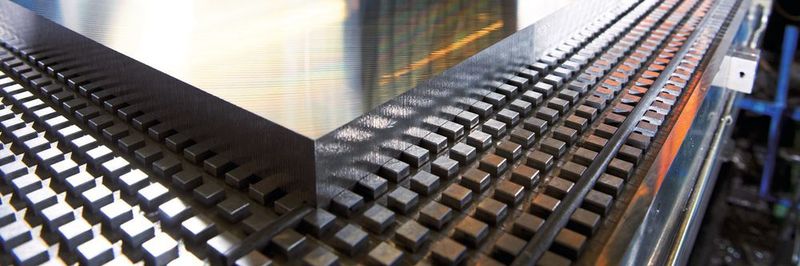
Die Herstellung von spannungsarmen Aluminiumgussplatten mit homogenem Gefüge ist die Kernkompetenz der Alimex GmbH in Willich. Zum Planfräsen der Oberflächen werden die Aluelemente auf CNC-Portalfräsmaschinen bearbeitet. Gehalten werden sie dabei auf Rastertischen durch Vakuum, das von Mink Klauen-Vakuumpumpen von Busch generiert wird. Diese Art der Vakuumerzeugung ist dem Anbieter zufolge besonders zuverlässig, sauber und energieeffizient.
Als Standardgrößen haben sich bei Alimex die Abmessungen 3 m × 1,5 m etabliert, aber auch Sonderformate von bis zu 5 m × 2, 9 m Größe sind möglich. Am häufigsten wird die Legierung EN AW-5083 (AlMg4,5Mn0,7) verwendet, aus der spannungsarme Präzisionsgussplatten mit sehr ausgewogenen mechanischen Eigenschaften entstehen. Das feine und porenarme Gussgefüge wird durch eine ausgedehnte Wärmebehandlung zusätzlich homogenisiert und thermisch entspannt. Die Oberflächen dieser Platten werden auf Kundenwunsch meist beidseitig mit einer Oberflächengüte von unter 0,4 µm gefräst. Durch eine spezielle Frästechnik sind dabei auch Werte unter 0,2 µm möglich. Die Standardplattenstärken liegen zwischen 5 und 50 mm, aber auch wesentlich stärkere Platten werden hergestellt.
Ölfreie und energiesparende Technik ersetzt das alte System
Als Rohstoff verwendet Alimex Walzbarren, die von verschiedenen Gießereien bezogen und vor der Bearbeitung spannungsgeglüht werden, um die Spannungen, die beim Gieß- und Abkühlprozess entstanden sind, zu eliminieren. In einem ersten mechanischen Arbeitsschritt werden die Barren auf einer Vertikalbandsäge ringsum auf Maß gesägt. Danach erfolgt auf einer horizontalen Bandsäge das Sägen der Platten. Ein Teil der Aluminiumplatten wird mit dem Sägeschnitt ausgeliefert, ein Großteil wird allerdings auf einer der drei CNC-Portalfräsen weiterverarbeitet. Die Fräsköpfe an zwei Fräsen sind mit einem Durchmesser von 1,7 m so dimensioniert, dass Platten im Standardformat mit einem Vorschub auf einer Seite gefräst werden können. Die dritte Fräse hat einen Fräskopfdurchmesser, der mit einem Vorschub die Breite von maximal 2,5 m fräst.
(ID:45884757)
:quality(80)/p7i.vogel.de/wcms/ca/24/ca2488fdf2d387c372178c579971632c/0129881739v3.jpeg "Leicht wechselbare Formate – hier bei einer Schlauchbeutelmaschine – ermöglichen den Einsatz energiesparender Siegeltechnologien. (Bild: Gerhard Schubert GmbH)")
:quality(80)/p7i.vogel.de/wcms/12/16/12161757f2b43219488fd7d2e8760f83/0132115856v2.jpeg "Die Mink-Rack-Brush wurde u. a. in einem Server-Rack von Stengel verbaut. (Bild: Mink Bürsten)")