
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/0c/69/0c69605d1fc3b8fc1ae1f0f01f45a9a7/0132472097v1.jpeg "Kloeckner Metals Germany stellt sich im Verteidigungsbereich breiter auf. Dazu wurde jetzt ein neuer Standort für die Tochter Ambo Stahl in Köln-Hürth eröffnet – hier ein Blick hinein. Vor allem wird eine Laserschneidanlage mit satten 60 Kilowatt Leistung als Herzstück herausgestellt ... (Bild: Kloeckner Metals Germany)")
:quality(80)/p7i.vogel.de/wcms/e7/f5/e7f5167ccc86e67c2045efe2dfd73779/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d5/6a/d56a9abdf2d22f175c8d5039508d4712/0132279760v3.jpeg "Modernste Maschinentechnologie, beste Werkzeugaufnahmen und Hochleistungswerkzeuge, kombiniert mit feinstem Prozess-Knowhow optimieren bei toolcraft die Fertigung. (Bild: Zecha)")
:quality(80)/p7i.vogel.de/wcms/ca/a8/caa873549c02892cd55a980815d0b50f/0132444115v1.jpeg "Aufatmen in Ditzingen! Denn das Fazit mit Blick auf die vorläufigen Zahlen für das Geschäftsjahr 25/26 wird von der Trumpf-Chefin Nicola Leibinger-Kammüller folgendermaßen kommentiert: „Der wieder gestiegenen Auftragseingang stimmt uns optimistisch für das laufende Jahr!“ ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/da/8c/da8cf33fab7a3f5fcedf7245706b5878/0132471165v1.jpeg "Die Nutzfahrzeug- und Lkw-Hersteller Daimler Truck und Traton sehen sich jetzt für den Rest des Jahres besser aufgestellt. Lesen Sie hier, wie die Prognosen jetzt aussehen ... (Bild: Konjunkturanzeiger)")
:quality(80)/p7i.vogel.de/wcms/90/d5/90d5d3419aee594c8165e6d70bf26088/0132469725v1.jpeg "Weil das Ford-Werk in Valencia nicht wirklich profitabel ist, will sich Ford mit dem chinesischen Autohersteller Geely zusammentun. Lesen Sie hier, was die beiden planen ... (Bild: Ford)")
:quality(80)/p7i.vogel.de/wcms/1c/ce/1cce28ad0db2109fcdaafbb604f5dd07/0132450232v2.jpeg "Neben globalen Krisen und hohen Kundenanforderungen müssen Maschinenbauer auf steigende Energiepreise und datengestützte Prozesse reagieren. (Bild: Gemini / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ef/c1/efc1e8e701184c07347cf5a8d95618b4/0132399784v2.jpeg "HM-Promovend Alexander Reiter führt Experimente mit Batterien durch: Mithilfe digitaler Zwillinge möchte er mehr Resilienz für Batteriegroßspeicher erreichen. (Bild: Louis Dickhaut/HM)")
:quality(80)/p7i.vogel.de/wcms/f3/11/f3116bfb0e270b4f1224d3ed1169daf5/0132399743v1.jpeg "Daimler Trucks kämpft mit den Problemen der Branche und büßte schon viel Gewinn ein. Jetzt befürchtet man auch noch, dass die Chinesen mit Elektro-Lkw, wie diesem hier von Sany, auf den europäischen Markt mit Erfolg drängen könnten, wenn man nicht gegensteuert ... (Bild: Sany)")
:quality(80)/p7i.vogel.de/wcms/67/d4/67d4d599fe99a5f3dd53e57b777fbd1d/0132396433v1.jpeg "Das ist ein Licht, das Forschern vom Helmholtz-Zentrum Dresden-Rossendorf aufgegangen ist: Kaltes Plasma unter Atmosphärendruck! Es ist in der Lage, sogar die hoch stabilen PFAS zu zerlegen. Doch außer diesem Verfahren, gibt es ein weiteres, um PFAS den Garaus zu machen ... (Bild: HZDR / B. Schröder)")
:quality(80)/p7i.vogel.de/wcms/54/96/549631d887932fc5ffde8ad0dc03b394/0132461935v1.jpeg "Hände weg vom Steuer! Das autonome Fahren ist bei Volkswagen schon länger ein Thema, wenn auch andere deutsche Autohersteller davon wieder abgegangen sind. Nun haben die Wolfsburger entschieden, im nächsten Jahr in China das Fahren auf Level-3 zu etablieren ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/4d/64/4d64e1a19429a19cd52820136791bd10/0132459470v1.jpeg "Die Bundesregierung will das Leben von Start-ups deutlich leichter machen! Sowohl was die Gründungsmodalitäten als auch die Finanzierungen angeht. Erstmals blickt man dabei auch auf Newcomer in Sachen Rüstung und Verteidigung ... (Bild: S. Younker)")
:quality(80)/p7i.vogel.de/wcms/b9/a3/b9a3c406199a5dcd55a42ad8416e5d2c/0132459060v1.jpeg "Dürr bleibt dabei: Trotz der Probleme bei BBS wird das prognostizierte Geschäftsergebnis so kommen, wie geplant ... (Bild: Dürr)")
:quality(80)/p7i.vogel.de/wcms/b7/24/b724a4414bdbff1c117d5306640bba15/0132434196v1.jpeg "Unter anderem verfügt der Schwarz Digits Campus über ein hochwertiges Bepflanzungskonzept - die “grüne Mitte”. Fast die Hälfte des Geländes ist als Grünfläche ausgewiesen. (Bild: Schwarz Digits)")
:quality(80)/p7i.vogel.de/wcms/bb/4e/bb4e712eefa00554259bf798e90492f3/0132418410v1.jpeg "Der drehbare Ganter-Zylindergriff GN 798.1 gehört als Beispiel der Ganter-Edelstahl-Güteklasse 1 an. Er ist für rückseitige Montagen konzipiert. (Bild: Otto Ganter)")
:quality(80)/p7i.vogel.de/wcms/a6/4f/a64f9ab3c4cee764130df229f794c65e/0132375546v1.jpeg "Unabhängiger werden! Frankreich und Deutschland streben an, Europa bei wichtigen technologischen Themen mehr Souveränität zu verleihen ... (Bild: V. weltweit)")
:quality(80)/p7i.vogel.de/wcms/18/7b/187b29e08002d4ce0dab8257a175c5f3/0132428990v1.jpeg "Das ist ein Muster aus Versuchen, wo es im Rahmen des Projekts „Ableitfähiges Imprägniermittel“ darum geht, additiv gefertigte Kunststoffteile auch für Anwendungen mit hohen Ansprüchen an die elektrische Sicherheit fit zu machen, wie das SKZ aus Würzburg informiert. (Bild: SKZ / E. Schleiger)")
:quality(80)/p7i.vogel.de/wcms/b4/58/b45840e32e3b2fa3882c412957e7dcb3/0132474650v2.jpeg "Die Geschäftsführung von Janitza und Digimondo blickt auf ein erfolgreiches Jahr strategischer Partnerschaft zurück: (v.l.) Marcus Walena, CTO und Geschäftsführer der Digimondo GmbH, Alexander Veidt, CEO der Janitza Group GmbH, Christopher Rath, CEO und Geschäftsführer der Digimondo GmbH. (Bild: Leo Wiemer/Janitza)")
:quality(80)/p7i.vogel.de/wcms/f4/9d/f49d0b3c92bd54ba166557ffd2a69dfd/0132475207v2.jpeg "„FastMove‶ markiert den nächsten Schritt in der Weiterentwicklung der „MonoRail‶-Technologie bei Swisslog und bietet auch für bestehende Anlage klare Vorteile. (Bild: Swisslog)")
:quality(80)/p7i.vogel.de/wcms/b5/c7/b5c75fade6ef4ac3019f7c0965693a48/0132469629v2.jpeg "Am Standort Aalen-Ebnat sind passende Säge- und Bearbeitungskapazitäten gebündelt, um Bestellungen effizient abwickeln zu können. (Bild: Günther + Schramm)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9b/76/9b7626956b87a1357a8f9d8a7ed3e188/0132453802v1.jpeg "Bei Tesla läuft es nicht ganz so rund, wie die neuesten Zahlen verraten. Außerdem hakelt es beim humanoiden Roboter Optimus und beim Robotaxi Cybercab ... (Bild: AP)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
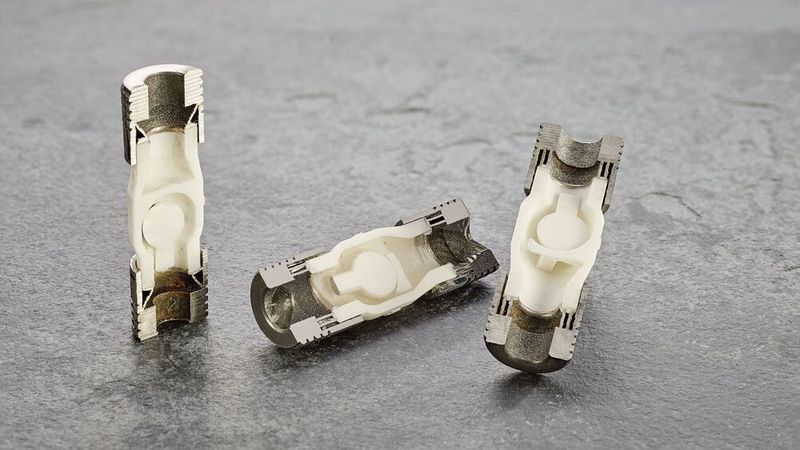
Metall-Keramik-Verbund Wie Werkstoffverbund-Bauteile 3D-gedruckt werden können
Werkstoffverbund-Bauteile nutzen gezielt die Vorteile zweier Materialien. Auch sie können additiv gefertigt werden. Am Beispiel eines Rückschlagventils aus Metall und Keramik wird gezeigt, welche Vorteile der 3D-Druck zusätzlich bei der Konzeption der Verbindungsfläche bietet.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/130700/130777/65.jpg "Neues Logo_550 pxl_maxon_logo_standard_rgb_50mm.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/121500/121532/65.jpg "logo_urma.jpg ()")
In der Verfahrenstechnik, Chemie- und Pharmaindustrie oder der Lebensmittelbranche stellen Transport, Dosierung und Steuerung hochabrasiver Fluide einen Härtetest für die verwendeten Werkstoffe dar. Normalerweise wird in solchen Fällen Hartmetall wie Wolfram-Carbid-Kobalt eingesetzt. Einige der geförderten Flüssigkeiten weisen allerdings nicht nur abrasive Partikel auf, sondern korrodieren die Binderphase Kobalt. Dies führt zu einem Bauteilversagen innerhalb weniger Stunden. Edelstahl 1.4404 ist deshalb die korrosionsfeste Alternative.
Additiv gefertigtes Rückschlagventil
Für ein Rückschlagventil zur Fluidzerstäubung in der Verfahrenstechnik eignet sich der Edelstahl entlang gerader Rohrleitungen, da sich hier die Abrasion in Grenzen hält. Doch an Ventilen, Umlenkungen und Düsen ist der Verschleiß zu groß für diesen Werkstoff. Hier wurde die verschleiß- und korrosionsbeständige Keramik Aluminiumoxid (Al2O3) in einer hochreinen Form (99,9 %) gewählt.
Die Hilgenberg-Ceramics GmbH & Co. KG fertigt das Rückschlagventil additiv. Als Herstellungsverfahren wird die Stereolithographie verwendet. So können laut Hilgenberg-Ceramics die benötigten Toleranzen eingehalten und das ganze Ventil in einem Arbeitsschritt gefertigt werden - inklusive der innenliegenden Kugel. Die Anschlüsse an die Keramik sind aus Edelstahl 1.4404 und wurden von der Lightway GmbH im SLM-Verfahren (Laserschmelzen) 3D-gedruckt. Sie sollen eine hermetisch dichte Verbindung zur Peripherie herstellen, um die abrasiven Fluide ohne Leckage fördern zu können.
Flexibel designte Verbindungsstellen

Metall-Keramik-Verbindungen können über verschiedenste Verfahren gefügt werden. Hilgenberg-Ceramics wählte das Aktivlöten, da dieses Verfahren die höchste Langzeitstabilität gewährleistet. Die große technische Herausforderung liegt hier in den unterschiedlichen Wärmeausdehnungskoeffizienten von Aluminiumoxid mit 8 ppm/K gegenüber Edelstahl 1.4404 mit 22 ppm/K. Dies führt sowohl bei der Fertigung als auch beim Einsatz unter Temperatureinwirkung zu starken Spannungen an der Kontaktstelle der beiden Werkstoffe und eventuell zum Ausfall des gesamten Bauteiles. Auch hier bietet der 3D-Druck eine Lösung. Nach Angaben von Hilgenberg-Ceramics ermöglicht die Flexibilität des Verfahrens eine individuelle Konzeption der Kontaktstelle. So können durch sehr dünne Wandstärken und eine 3D-gedruckte Struktur an den Kontaktpunkten auftretende Spannungen zwischen Metall und Keramik dynamisch abgebaut werden. Andere Herstellungsverfahren benötigen oftmals Werkzeuganpassungen, die deutlich kosten- und zeitintensiver sind, heißt es.
Artikelfiles und Artikellinks
(ID:47955050)
:quality(80)/p7i.vogel.de/wcms/3c/58/3c585c2a192fa336d04538a2c48cebf2/0130758771v1.jpeg "Für Ingenieurskunst im Mikrometerbereich stehen diese Isolierhülsen aus Keramik. Hier direkt nach dem 3D-Druck (sogenannte Grünteile). Sie kommen mit Wandstärken feiner als ein menschliches Haar und sind für die industrielle Serienfertigung ausgelegt. (Bild: Sinto Advanced Ceramics)")
:quality(80)/p7i.vogel.de/wcms/54/98/5498e86493ca16afcbcaf0e3cd129b7d/0130571352v2.jpeg "Forscher vom KIT in Karlsruhe untersuchen hier nicht das Rotlichtmilieu, sondern drucken keramische Bauteile mithilfe eines besonderen Bindersystems. Was man damit alles anstellen kann, erfahren Sie im nebenstehenden Bericht ... (Bild: KIT)")