
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/b4/48/b448154d0189160e6c3d341c975f8344/0132068826v1.jpeg "Personeller Zuwachs! Der Radpanzer Boxer gehört neben anderen Panzerfahrzeugen zu jenen, die das KNDS-Werk in Görlitz mit Komponenten versorgt. Freuen darf man sich an dem Standort nun auch, denn die Mitarbeiterzahl soll sich noch in diesem Jahr deutlich erhöhen ... (Bild: KNDS)")
:quality(80)/p7i.vogel.de/wcms/39/4a/394a548c92cffd619a4bc63766072f5d/0132067382v1.jpeg "Dieser Maschinenbediener blickt auf das übersichtlich gestaltete Dashboard der neuen Generation von Kastos Sägesteuerung Procontrol. Sie mache den Sägealltag jetzt noch einfacher. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/90/76/9076d1796c8370f810043e9c3e675339/0132066867v1.jpeg "Diese 15 Herr- und Frauschaften waren mit Sandvik Coromant im Projekt „Dig4ReMan“ damit beschäftigt, den Step-Datenaustausch für individuelle Reparaturen per additiver Fertigung digitaler zu machen. Alle in der Wertschöpfungskette können jetzt die gleiche „Sprache“ sprechen! (Bild: Sandvik Coromant)")
:quality(80)/p7i.vogel.de/wcms/1f/0e/1f0e7380dbbf7af1c79c8be0b0426ae3/0132055398v1.jpeg "Der Akku-Rohrschneider des Typs M18 Fuel Fpcs-502X von Milwaukee wiegt inklusive Akku keine vier Kilogramm. Aber das ist längst nicht der einzige Pluspunkt für den Anwender ... (Bild: Milwaukee Tool)")
:quality(80)/p7i.vogel.de/wcms/dc/a4/dca44c418ae829355b3cfd21aa66bc1f/0132068283v1.jpeg "Schlechte Neuigkeiten! Bohai Trimet ist seit über einem Jahr insolvent. Nun schlägt die Nachricht ein, dass man das Werk im thüringischen Sömmerda noch in diesem Jahr schließen muss. Bohai stellt unter anderem Motorblöcke aus Alu-Guss her, wie hier zu sehen ist. (Bild: Bohai Trimet)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/72/9f/729fec73e1074b8402a5ac2d45269446/0130814460v2.jpeg "Torsten Philipp ist Geschäftsführer der Geislinger GmbH. Das österreichische Familienunternehmenwird mittlerweile bereits in vierter Generation geführt. Geislinger produziert unter anderemmaßgeschneiderte Kupplungen, Dämpfer, Wellen und Antriebsstranglösungen. Bei einemJahresumsatz von zuletzt 141,4 Millionen Euro (Geschäftsjahr 2024/2025) beschäftigt das Unternehmenrund 900 Mitarbeiter in fünf Ländern. (Bild: Florian Stuerzenbaum)")
:quality(80)/p7i.vogel.de/wcms/08/a9/08a9e41cb99a375d3fa5ec19de577bb1/0132063570v2.jpeg "Ziehl-Abegg baut die Fertigung von Ventilatoren global noch stärker aus als geplant. (Bild: Ziehl-Abegg)")
:quality(80)/p7i.vogel.de/wcms/38/70/3870579fb5e9725f3de1669cd033154e/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/eb/d0/ebd0a1d73320d6b88557efe73c9c441e/0131955410v1.jpeg "Das großflächige, sogenannte bifaziale 546-Watt-Perowskit-Silizium-Modul bei der Fertigung im Module-TEC des Fraunhofer ISE. Was diese Solarzellen für positive Auswirkungen haben, erfahren Sie im nebenstehenden Beitrag ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/90/67/906752f53a4e1bb288f495167ce6b318/0131954184v1.jpeg "Bei Innovent Technologieentwicklung in Jena hat man bewiesen, dass man mit Atmopshärendruckplasma Kupfer- (wie hier) und Silberoberflächen von Oxiden respektive von Sulfiden reinigen kann – ohne garstige Chemikalien und ohne viel Energieaufwand ... (Bild: Innovent)")
:quality(80)/p7i.vogel.de/wcms/13/6e/136e4ec1ebe488f6266f813980ac31b8/0132059213v2.jpeg "Synapticon wurde auf der Automate 2026 in Chicago für die Kombination von Aktuator und integrierten Safety-Funktionen ausgezeichnet. (Bild: Synapticon)")
:quality(80)/p7i.vogel.de/wcms/22/0b/220bc08a2ebb1bf08dd94c2f5c796053/0132044309v1.jpeg "Was man hier sieht ist eine Reparaturstelle an einem gerissenen Stahlteil. Diese haben Schweizer Forscher vom Empa mittels WAAM-Prozess appliziert – also quasi additiv gefertigt. Was man so alles erreichen kann, erklären die Experten hier ... (Bild: Empa)")
:quality(80)/p7i.vogel.de/wcms/39/48/394849a8fab8048c6a48f68599b9a5e6/0132040979v1.jpeg "Volkswagen startete von vier Jahren ein Großprojekt mit Bosch, bei dem es um die Entwicklung einer Plattform für das autonome Fahren ging. Nun steht die Kooperation aus gewissen Gründen vor dem Aus, wie die Bild am Sonntag erfahren haben will ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/5a/13/5a13bbf096fe899b155d51a40729fe16/0132070616v2.jpeg "Aus Linearführungen in Kombination mit weiteren Komponenten entstehen komplexe Anlagen für die Automatisierung. (Bild: IEF-Werner)")
:quality(80)/p7i.vogel.de/wcms/11/13/11131eae4746c235192f0dfd4f165b52/0132064194v3.jpeg "Die Übersicht in Echtzeit in Lantek Bend zeigt den Workflow und alle Benutzerinformationen an einem einzigen Ort an. (Bild: Lantek)")
:quality(80)/p7i.vogel.de/wcms/ed/42/ed42ce1eb6bc32e297c596b5a7280f70/0131982952v1.jpeg "Normen sind vor allem für die Industrie wichtig, weil sie etwa die Markteinführung neuer Produkte beschleunigen helfen. Oft genug gibt es aber auch Bremseffekte. Deshalb soll die Normungsverordnung überarbeitet werden. VDMA und DIN geben hier Tipps, wie am besten ... (Bild: © DOC RABE Medie - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/61/f5/61f510135d1e5538d61445aa27ef0186/0131899245v1.jpeg "Die Fachtagung Mehr Effizienz in der Umformung fand am 16. Juni 2026 in Würzburg statt. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/7e/a1/7ea18191c39e21a4707686844a1a8367/0132016788v1.jpeg "Humanoide Roboter gelten als die Automation der Zukunft, bei der Kompetenzen aus unterschiedlichen Disziplinen zusammenkommen. Die Messe Automatica 2027, veranstaltet von der Messe München, wird das Thema deshalb nicht umsonst ganz groß aufziehen ... (Bild: Messe München / M. Broenner)")
:quality(80)/p7i.vogel.de/wcms/b1/a4/b1a443b2b367137ce1a1c44e9995394b/0132056670v1.jpeg "Die Vierfach-Solarzelle! Was man hier links sieht, ist das Aufbauprinzip des Systems rechts. Damit, so sagen Forscher vom Fraunhofer-Institut für Solare Energiesysteme (ISE), kann grüner Wasserstoff viel effizienter direkt aus Sonnenlicht gewonnen werden ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/48/41/484189359ed323448724b71cde1bdf80/0132048074v2.jpeg "Links ist ein sogenannter Pressluftatmer des Modells M1 vom Hersteller MSA zu sehen. Rechts daneben handelt es sich um dessen Trageplatte. Letztere wird aus dem BASF-Polyamid Ultramid A3XZC3 ESD gefertigt, wie man aus Ludwigshafen erfährt – aber auch, warum das so ist ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/70/a9/70a95343c77aebb4df79abdcaff6d350/0132055655v1.jpeg "Mutares, besser gesagt Amaneos und LMS, holen sich das Know-how in puncto Fahrzeugbeleuchtungen von Magna. Hier ein Beispiel für sogenannte Flecsformen, bei denen sehr viele kleine Lichtpunkte für strahlende Akzente sorgen. Die Übernahme ist nun abgeschlossen ... (Bild: Magna)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
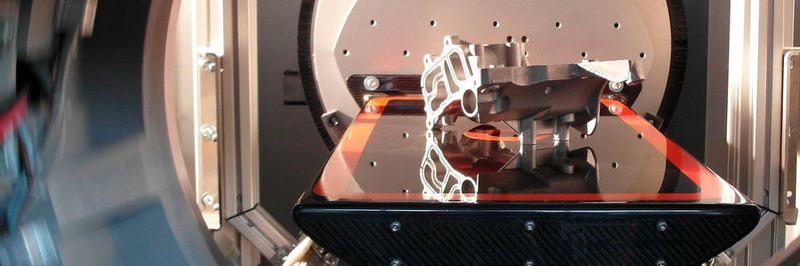
Röntgenmesstechnik Blick ins Verborgene
Langsam dringt die Röntgenmesstechnik auch in der Industrie vor. Kurze Messzeiten aufgrund der enorm gestiegenen Rechnerleistung und effizienter Algorithmen machen aus der einst exotischen Messtechnik ein Arbeitsmittel für die Produktion.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/55700/55772/65.jpg "Getac logo 01152009A.JPG ()")
Wilhelm Conrad Röntgen war in vielerlei Hinsicht eine Besonderheit als Wissenschaftler. Er studierte Maschinenbau und Physik ohne reguläres Abitur, er entdeckte die sogenannte X-Strahlung und er war der erste deutsche Nobelpreisträger. 1901, nur sechs Jahre nach der Entdeckung der Strahlung, wurde ihm der erste Physiknobelpreis verliehen.
Eine weitere Besonderheit: Röntgen verzichtete auf die Patentierung seiner Entdeckung, weil er der Meinung war, sie gehöre der Allgemeinheit. „Dass Röntgen auf die Patentierung seiner Entdeckung verzichtete, begünstigte die Verbreitung der Technologie enorm“, erläutert Dr. Steven Oeckl, Abteilungsleiter Produktionsmonitoring, Fraunhofer-Entwicklungszentrum Röntgentechnik EZRT, Fürth. Getrieben von den vielfältigen Möglichkeiten der X-Strahlen, wie sie Röntgen nach seiner Entdeckung nannte, sei die Technik kurz darauf, so Oeckl weiter, in zahlreichen weiteren Wirtschaftszweigen, so auch auf dem Gebiet der Werkstoff-Forschung, eingesetzt worden. Was auf die überragende Leistung von Röntgen ein besonderes Licht wirft: Bis in die 1970er-Jahre blieb Röntgens Methode im Wesentlichen völlig unverändert, hebt der Fürther Wissenschaftler hervor.

Der Bedarf an CT wird steigen
Die dominierenden Anwendungen der Röntgentechnik lagen in den ersten Jahrzehnten in der Medizin und es gibt wohl auch kaum jemanden, dem Röntgenaufnahmen des menschlichen Körpers nicht bekannt sind. Die Röntgenmesstechnik – oft auch Computertomographie (CT) genannt – biete aber auch für industrielle Anwendungen einen Mehrwert, erläutert Dr. Petra Schmidt, Senior Director Product Management and Technical Sales CT, Business Unit Process Control & Inspection, Carl Zeiss Industrielle Messtechnik GmbH, Oberkochen. Mögliche Anwendungen seien das Überprüfen und Steigern der Qualität der entsprechenden Produkte oder die Verkürzung der Einführungszeit von Produkten. Deshalb sei die Einführung der Röntgenmesstechnik auch für industrielle Kunden interessant. Heute seien wir in einer Übergangsphase meint Schmidt: „CT ist nicht mehr ganz exotisch, aber auch noch nicht so etabliert und verbreitet wie andere Messverfahren, zum Beispiel taktile Messtechnik oder optische Prüfverfahren.“ Der Bedarf und die Verwendung von CT im industriellen Umfeld werden sich in den nächsten Jahren weiter steigern, prognostiziert die Expertin von Zeiss.
Einer der Haupttreiber für die Verbreitung der industriellen Röntgentechnik ist zweifellos der Computer, der die schnelle Verarbeitung sehr großer Datenmengen möglich macht. Es ist aber nicht nur der Computer, erläutert Dr. Oliver Brunke, Senior Product Manager Radiography, GE Inspection Technologies, Wunstorf. „Mit der Einführung digitaler Detektoren und Bildverarbeitungs- und Speicherungsmöglichkeiten erreichte zunächst die 2D-Röntgenprüfung ein Preis-Nutzen-Verhältnis, die sie selbst für mittelständische Gießereien attraktiv machte.“ Seit der Entwicklung industrieller Mikrofokus- und Nanofokus-Röntgenröhren vor circa 40 beziehungsweise 16 Jahren stehe für die zunehmend miniaturisierte Elektronikindustrie hochauflösendes Inspektionsequipment zur Verfügung, so Brunke. Damit stehe seit rund 15 Jahren auch hochauflösende Mikro-CT zur Verfügung, welche mit Messgenauigkeiten von wenigen Mikrometern auch das dimensionale Messen komplexer Bauteile wesentlich vereinfache. „Angesichts des ungleich größeren Nutzens computertomographischer Untersuchungen, bei denen nicht nur das Teil durchstrahlt, sondern präzise Erkenntnisse über die exakte dreidimensionale Struktur der Probe einschließlich Defekten und Geometrien aller Hinterschnitte gewonnen werden, erleben wir momentan einen regelrechten Siegeszug der industriellen Computertomographie“, so Brunke weiter. Sei sie zunächst nur in den Forschungs- und Messlaboren zum Einsatz gekommen, so sei sie nun gerade schnell und präzise genug, um eine bis zu 100%ige Inline-Produktionsüberwachung zu gewährleisten.
Qualität der Bilddaten wird stetig besser
Wie rasant der Fortschritt ist, den die Röntgenmesstechnik gemacht hat, könne man an den Aufnahmen erkennen, führt Oeckl aus: „Wenn man sich heute Röntgenbildaufnahmen ansieht, die vor etwa zehn Jahren aufgenommen wurden, wird man feststellen, dass diese – gemessen am heutigen Stand der Technik – nur bedingt überzeugen.“ Aufgrund des rasanten Fortschritts von Computern seien wir heute unter anderem in der Lage, wesentlich größere Datenmengen zu verarbeiten. In Verbindung mit stets verbesserter Anlagenhardware sowie intelligenten Algorithmen zur Verbesserung dieser Daten steige die Qualität von Röntgenbilddaten stetig. Dadurch könnten, so Oeckl weiter, immer neue Anwendungsgebiete erschlossen werden.
Bei diesen positiven Aussichten, stellt sich die Frage, welchen Einschränkungen die Röntgenmesstechnik unterliegt. Es gebe wenige, meinen die Experten einhellig. Schmidt: „Die CT ist für eine Vielzahl verschiedener Bauteile und Komponenten geeignet und deshalb auch vielseitig einsetzbar.“ Diese Vielseitigkeit liege am Messprinzip, meint Fraunhofer-Forscher Oeckl: Eine Röntgenquelle emittiert Röntgenstrahlung, die Objekte durchdringt. Abhängig vom Material des Prüfkörpers und dessen Wandstärke, wird sie abgeschwächt. Ein gegenüberliegend angebrachter Detektor erstellt mit dieser Reststrahlung ein Schattenbild des Objekts. Die unterschiedlichen Grautöne der Schattenbilder repräsentieren dabei die Differenzen der Wanddicken des Prüflings.
Um also ein Röntgenbild „schießen“ zu können, muss gewährleistet sein, so Oeckl weiter, dass ein Teil der Röntgenstrahlung in der Lage ist, das zu prüfende Objekt zu passieren. Die Computertomographie lässt sich demnach bei allen Materialien einsetzen, deren Kernladungszahl für dieses Verfahren geeignet ist und die ein Röntgenstrahl durchdringen kann. Das gelte zum Beispiel idealerweise für Aluminium, aber auch für Faserverbundwerkstoffe und die meisten Kunststoffe. Schwierig werde es beispielsweise bei Stahl oder Grauguss, wenn die Wandstärken der zu überprüfenden Bauteile zu groß seien. Oeckl fährt fort: „An unserem Entwicklungszentrum Röntgentechnik in Fürth haben wir die Grenzen des physikalisch Machbaren bereits des Öfteren verschoben – sowohl im Nanometer-Bereich für haarfeine Materialproben als auch in XXL-Größe, beispielsweise für das Tomographieren ganzer Fahrzeuge.“
Nach unten gibt es in Bezug auf die reine Teilegröße quasi keine Einschränkung, ergänzt Petra Schmidt von Zeiss. Entscheidend sei, dass man das Teil noch irgendwie „befestigen und platzieren kann“. Seien die Teile aber sehr klein, beispielsweise wie ein menschliches Haar, werde man ein Röntgenmikroskop verwenden. „Nach oben sind mit Standardgeräten je nach Abhängigkeit von der Teilegeometrie noch Teiledurchmesser von 500 bis 600 mm und Höhen von 500 bis 700 mm tomographierbar“, so Schmidt weiter. Danach befinde man sich eher im Bereich der Sonderlösungen. Brunke von GE geht von einem ähnlichen Bereich aus. Typische Bauteilgrößen liegen demnach zwischen 1 mm³ und 1 m³. Eine Besonderheit des Unternehmens sei das auf medizinischer Helix-CT basierende schnelle Speed-Scan-System. In diesem System könnten statt Patienten beispielsweise große Zylinderköpfe in rund 20 s gescannt werden.
Neue Werkstoffe messtechnisch im Griff
Bei Werkstoffen, die industriell verwendet werden, ist derzeit einiges in Bewegung. Dies liegt zum Teil an dem Wachstum neuer Branchen, etwa dem Ausbau der Windenergie, zum Teil an neuen Anforderungen etablierter Branchen, etwa dem Leichtbau in der Autoindustrie. Diesen Entwicklungen muss die Messtechnik folgen. Die Röntgenmesstechnik ist aber, so die Experten, für eine Vielzahl von Werkstoffen geeignet. Einschränkungen nach oben gebe es in Bezug auf die Werkstoffdichte, erläutert Schmidt. „Wenn im Werkstoff die Röntgenstrahlung so stark absorbiert wird, dass keine Röntgenstrahlung mehr beim Detektor ankommt, dann ist der Werkstoff nicht mehr tomographierbar“, präzisiert Schmidt und verweist darauf, dass dies manchmal auch ein gewünschter Effekt ist. „Die Röntgenkabine ist aus Blei, das die Strahlung vollständig absorbiert, sodass ein sicheres Arbeiten mit dem Röntgensystem möglich ist.“ Moderne Röntgensysteme seien Vollschutzgeräte. Das heißt, für den Anwender besteht laut Schmidt bei der Verwendung keinerlei Gefahr oder irgendeine Beschränkung bezüglich der Dauer mit der Arbeit. Flugpersonal sei insbesondere bei Langstreckenflügen über Dauer einer deutlich höheren Strahlung ausgesetzt als ein CT-Anwender. Geprüfte Sicherheitskreise sorgen dafür, dass die Strahlung stets sicher ausgeschaltet ist, wenn die Tür zum Gerät geöffnet ist.
Kunststoffteile und Faserverbundwerkstoffe lassen sich sehr gut durchstrahlen, erläutert Brunke, Leichtmetallteile mittel. Anspruchsvoll werde es etwa bei Turbinenschaufeln aus hoch absorbierenden Stahllegierungen. Multimaterialproben stellen ebenfalls besondere Herausforderungen dar, so Brunke weiter. Hersteller wie GE würden aber ein umfangreiches technisches Instrumentarium anbieten, etwa zur Reduzierung und Korrektur von Bildartefakten, um auch an dieser Stelle aussagekräftige Scans zu erlauben. Bei Faserverbundwerkstoffen werde CT sowohl in der Materialforschung zur Mikrostrukturanalyse (Faserverteilung und -ausrichtung) eingesetzt als auch bei der Qualitätsüberwachung, um beispielsweise Delaminierungen zu detektieren.
Problematisch kann es auch sein, wenn die Dichte der zwei Materialen sehr nah aneinander liegt, erläutert Schmidt. In diesen Fällen benötige man ein Röntgensystem mit der Möglichkeit zur sehr guten Abbildung von Kontrasten, um die Stoffe zu trennen. Software, beispielsweise die Multimaterial-Korrektur von Zeiss, kann Artefakte, die beim Scannen von Multimaterial-Teilen entstehen, korrigieren, sodass eine entsprechende Auswertung der Teile möglich ist.
Der Leichtbau vereint die Methoden zusammen
Großes Potenzial im Leichtbau haben auch sogenannte Hybridbauweisen. Dabei kommen Faserverbundwerkstoffe und Leichtmetalle zum Einsatz, welche die Vorteile beider Werkstoffgruppen im Hybridmaterial vereinigen, erläutert Oeckl. Die Verbindungen werden nach heutigem Stand der Technik geklebt oder genietet. Die Kombination von Druckgusslegierungen und Fasermaterialien oder Drähten eröffnet, so Oeckl weiter, neue Potenziale für Bauteile in Leichtbauweise, wie sie Anwendungen in verschiedensten Branchen – insbesondere Automotive sowie Luft- und Raumfahrt – zunehmend erfordern. „Bisher existiert aber noch kein Verfahren, das die zerstörungsfreie Qualitätsprüfung solcher Hybridbauteile zulässt – was wiederum Voraussetzung für eine industrielle Umsetzung ist“, führt Oeckl aus. Selbstverständlich könne es wie in diesem Fall vorkommen, dass der alleinige Einsatz von Röntgentechnik nicht ausreiche. Nahezu alle verfügbaren zerstörungsfreien Prüfmethoden stehen in aller Regel nicht in Konkurrenz zueinander, sondern sind vielmehr komplementär zu betrachten, so Oeckl.
Im Rahmen des Projektes „HyQuality – Hybridguss-Fertigung mit standardisierter Qualitätssicherung“ bringen darum die Fraunhofer-Institute IIS/EZRT, IZFP und IFAM ihre jeweiligen Fachkompetenzen ein, um gemeinsam entsprechende Methoden hierfür zu entwickeln. Ziel ist es dabei, wie Oeckl ausführt, eine produktionsintegrierte und zerstörungsfreie Inline-Prüfung zu erarbeiten, die sämtliche Fehlerarten in hybriden Bauteilen sichtbar und somit überprüfbar macht. Röntgentechnik, Computertomographie und Thermographie seien dabei drei der Techniken, die in diesem Zusammenhang infrage kämen.
Bereits seit einigen Jahren ist in der Messtechnik der Trend zu beobachten, dass die Technik den Messraum verlässt und in die Produktionsumgebung einzieht. Hinzu kommt, dass sich die Messtechnik in die Automatisierungskonzepte der Unternehmen einfügen muss. Dies ist aus Sicht der Experten heute kein Problem mehr. Anfängliche Schwierigkeiten seien überwunden. „Ein Hemmschuh für die fertigungsnahe CT-Messung war über viele Jahre die relativ lange Messdauer“, erläutert Brunke. Teilweise hätten Messung und Auswertung komplexer und größerer Bauteile bis zu einer Stunde gedauert – auch wenn dies immer noch deutlich schneller sei als etwa eine Erstbemusterung beispielsweise mit klassischer taktiler Koordinatenmesstechnik. Inzwischen gebe es CT-Technologien, die eine Scan- und Auswertezeit von weniger als einer Minute ermöglichten. Damit werde CT auch für Inline-Messungen interessant.
Aus Beobachten wird Monitoring
Besonders in Gießereien werde bei der Qualität nichts dem Zufall überlassen, erläutert Oeckl. Alle sicherheitsrelevanten Gussteile würden auf Herz und Nieren geprüft, bevor sie das Werk verlassen. Dies müsse so sein, denn diese Produkte seien im Einsatz oft enormen Kräften ausgesetzt. Mittels prozessintegrierter, zerstörungsfreier Prüfverfahren wie Ultraschall, FEP und insbesondere der Röntgenprüfung werde sichergestellt, dass jedes Bauteil höchsten Qualitätsansprüchen genügt. Oeckl weiter: „Prozessintegriert bedeutet dabei, dass eine 100%-Kontrolle stattfindet und die Prüfung vollautomatisch erfolgt.“
Für Oeckl ist deshalb nicht mehr Beobachten die richtige Beschreibung der Tätigkeit, sondern Monitoring. „Wir verfolgen das Ziel, den Prozess in Zukunft derart zu regeln, dass die vorgegebene Bauteil- oder Produktqualität stets erreicht wird und somit kein Ausschuss entsteht“, so Oeckl. In einigen Jahren werden Gießereien durch den Einsatz dieser Technik in der Lage sein, nahezu ausschussfrei zu produzieren. Dies bedeute nicht, dass alle Bauteile oder Produkte frei von Unregelmäßigkeiten seien, sondern dass die bei der Produktion entstehenden Defekte nie ein Ausmaß erreichen, welches die Qualität und Funktion des Bauteils oder Produkts beeinträchtige. MM
(ID:44632286)
:quality(80)/p7i.vogel.de/wcms/06/c8/06c868ac43b67612fd5c3bf5ade362ca/0131595228v1.jpeg "Am Fraunhofer-Institut für Techno- und Wirtschaftsmathematik bedient man sich diverser Simulationsmethoden, um die Batteriefertigung produktiver und wirtschaftlicher zu machen. So kann man dort etwa prognostizieren, wie sich der Isolationsschaum zwischen den Zellen verhält – doch das ist nicht alles ... (Bild: Fraunhofer ITWM)")
:quality(80)/p7i.vogel.de/wcms/08/70/0870a75d93bdd194987bb854f4c1d562/0126799061v2.jpeg "Das vielseitige, kompakte Röntgen-CT-System von Nikon bietet erstklassige CT-Inspektionsmöglichkeiten und eine außergewöhnliche Datenqualität für die anspruchsvolle industrielle Qualitätskontrolle. (Bild: Nikon)")