
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/c6/49/c6490344fd7dd9a1f3b350eef30d5137/0132492220v3.jpeg "(Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/95/bc/95bc7dae8f793c53480d9cef536eb628/0132441000v1.jpeg "Pjotr Horowitz, der CEO von Protolabs, war unser Gesprächspartner, um herauszufinden, was die Prototypenfertigung heute prägt. Ein besonderer Schwerpunkt im Rahmen des Interviews lag auf den Möglichkeiten der additiven Fertigung mit Kunststoffen. Erfahren Sie mehr ... (Bild: Protolabs)")
:quality(80)/p7i.vogel.de/wcms/0c/69/0c69605d1fc3b8fc1ae1f0f01f45a9a7/0132472097v1.jpeg "Kloeckner Metals Germany stellt sich im Verteidigungsbereich breiter auf. Dazu wurde jetzt ein neuer Standort für die Tochter Ambo Stahl in Köln-Hürth eröffnet – hier ein Blick hinein. Vor allem wird eine Laserschneidanlage mit satten 60 Kilowatt Leistung als Herzstück herausgestellt ... (Bild: Kloeckner Metals Germany)")
:quality(80)/p7i.vogel.de/wcms/e7/f5/e7f5167ccc86e67c2045efe2dfd73779/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/fe/3a/fe3a5b3c36f8fef47bbe12d53993ec94/0132509707v1.jpeg "Cellcentric ist ein Gemeinschaftsuntrernehmen von Daimler Truck und Volvo. Nun gesellts ich offiziell und verbindlich auch noch Toyota dazu, um dem Schwerlastverkehr der Zukunft mittels Brennstoffzellen-Antreib (im Bild) und Wasserstoff den Dieselmotor zu ersparen ... (Bild: Cellcentric)")
:quality(80)/p7i.vogel.de/wcms/9b/0c/9b0c622fc5eeb036e9af9fff8f58aab9/0132501612v1.jpeg "Das chinesische Handelsministerium in Peking (Bild) hat auf die jüngsten Saktionen seitens der EU gegen Russland ebenfalls reagiert – mit Sanktionen gegen die EU! Hier einige Details ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/cd/ca/cdcadb131e73383f572baa146562ad25/0132501273v1.jpeg "Tanja Gönner ist die Hauptgeschäftsführerin des BDI. Mit Blick auf die Industrie kann sie nur warnen! Jeden Monat verliert die Branche nämlich bedenklich viele Stellen. Doch sie sieht auch Möglichkeiten, das Ruder herumzureißen ... (Bild: BDI)")
:quality(80)/p7i.vogel.de/wcms/12/bf/12bf28243a1f81879055fa8bd798990c/0132497599v1.jpeg "Die Nordex Group, bekannt für ihre Windkraftanlagen, hat sich über zwei Milliarden Euro gesichert, um die bestehenden Aufträge sicher erledigen zu können. Hier mehr dazu ... (Bild: Ulrich Mertens, Atelier für Kunst und Fotografie / Nordex)")
:quality(80)/p7i.vogel.de/wcms/ab/ec/abecae4f2e667ba6d97ebc73b95f4f6a/0132496922v1.jpeg "Der Ellwanger Batteriehersteller Varta hat einen Antrag auf vorläufige Insolvenz in Eigenverantwortung gestellt. Für den Batterieexperten Professor Dirk Uwe Sauer von der RWTH-Aachen ist das eine mehr als beunruhigende Nachricht ... (Bild: Varta)")
:quality(80)/p7i.vogel.de/wcms/1c/ce/1cce28ad0db2109fcdaafbb604f5dd07/0132450232v2.jpeg "Neben globalen Krisen und hohen Kundenanforderungen müssen Maschinenbauer auf steigende Energiepreise und datengestützte Prozesse reagieren. (Bild: Gemini / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/71/f7/71f7a0cc7c0e498b14e2ba008fd08718/0132131504v2.jpeg "Bei der Entwicklung bindet Lapp die Anwender frühzeitig ein, um Bedarf und Wirtschaftlichkeit praxisnah zu prüfen. (Bild: Lapp)")
:quality(80)/p7i.vogel.de/wcms/09/1d/091d25776f003f0b8c9736b9aba3e4e5/0132114716v2.jpeg "In diesen Schränken lagert ein Bruchteil der tausenden Werkzeugexemplare für den schnellen Zugriff. (Bild: Turck)")
:quality(80)/p7i.vogel.de/wcms/54/96/549631d887932fc5ffde8ad0dc03b394/0132461935v1.jpeg "Hände weg vom Steuer! Das autonome Fahren ist bei Volkswagen schon länger ein Thema, wenn auch andere deutsche Autohersteller davon wieder abgegangen sind. Nun haben die Wolfsburger entschieden, im nächsten Jahr in China das Fahren auf Level-3 zu etablieren ... (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/4d/64/4d64e1a19429a19cd52820136791bd10/0132459470v1.jpeg "Die Bundesregierung will das Leben von Start-ups deutlich leichter machen! Sowohl was die Gründungsmodalitäten als auch die Finanzierungen angeht. Erstmals blickt man dabei auch auf Newcomer in Sachen Rüstung und Verteidigung ... (Bild: S. Younker)")
:quality(80)/p7i.vogel.de/wcms/b7/24/b724a4414bdbff1c117d5306640bba15/0132434196v1.jpeg "Unter anderem verfügt der Schwarz Digits Campus über ein hochwertiges Bepflanzungskonzept - die “grüne Mitte”. Fast die Hälfte des Geländes ist als Grünfläche ausgewiesen. (Bild: Schwarz Digits)")
:quality(80)/p7i.vogel.de/wcms/a6/4f/a64f9ab3c4cee764130df229f794c65e/0132375546v1.jpeg "Unabhängiger werden! Frankreich und Deutschland streben an, Europa bei wichtigen technologischen Themen mehr Souveränität zu verleihen ... (Bild: V. weltweit)")
:quality(80)/p7i.vogel.de/wcms/9d/58/9d58c5ef77a78e9c57a253e380d718f0/0132496941v1.jpeg "Ruf nach Entlasungen! In der Chemie- und Pharmalandschaft im Osten Deuschlands ist die Stimmung nicht gerade gut. Eine aktuelle VCI-Befragung der Branchen malt ein eher düsteres Bild mit nur wenigen hellen Bereichen, das auch die Leuna-Werke beinhaltet. (Bild: Infraleuna GmbH)")
:quality(80)/p7i.vogel.de/wcms/23/fd/23fd0357e9b82ecfee8b32ff34f9039c/0132488297v1.jpeg "Vorhersehbares Chaos? Forscher aus Konstanz und Stuttgart haben zum ersten Mal mit einem System aus Flüssigkeit und Teilchenkollektiv gerechnet, statt mit elektronischen Schaltkreisen. Damit ist das sogenannte Reservoir Computing erstmals in der Praxis abgelaufen ... (Bild: Universität Konstanz)")
:quality(80)/p7i.vogel.de/wcms/4d/0a/4d0a81bda505791507f9ab6aa7fe67bc/0132504798v1.jpeg "Hier sortiert der „RockyOne SE“ die Ware nach vorgegebenen Mustern auf die bereitstehenden Paletten. (Bild: Bauhaus)")
:quality(80)/p7i.vogel.de/wcms/c1/a2/c1a2992cd4bdea74fc3d809c50b6897c/0132501210v1.jpeg "Flächenumsatz im 1. Halbjahr an den Top-8-Logistikstandorten Deutschlands. (Bild: Realogis)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/93/fc/93fcd99af4d368916e897521e67bb01d/0132480650v2.jpeg "Seit 6:01 Uhr deutscher Zeit gelten für Importe in die USA wieder neue Zölle. Diese ersetzen nun vorherige Zölle von Donald Trump und gelten für fast alle Importe in die USA ... (Bild: AP)")
:quality(80)/p7i.vogel.de/wcms/90/d5/90d5d3419aee594c8165e6d70bf26088/0132469725v1.jpeg "Weil das Ford-Werk in Valencia nicht wirklich profitabel ist, will sich Ford mit dem chinesischen Autohersteller Geely zusammentun. Lesen Sie hier, was die beiden planen ... (Bild: Ford)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Metall Schnellere Pulverherstellung für SLM
Wer will schon Monate auf seine erste Prüfcharge warten? Rosswag hat einen Weg gefunden, die Qualifizierungskette für Metallpulver zu verkürzen – und gleichzeitig die Bauteilsimulation zu verbessern.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/65300/65399/65.jpg "Logo.jpg ()")
- Nur ein Bruchteil der Metalle ist als Metallpulver für die Additive Fertigung qualifiziert.
- Mit einer Verdüsungsanlage für kleine Mengen verkürzt Rosswag die Herstellung der ersten Pulver für Prüfkörper signifikant.
- Mit den gewonnenen Daten des Qualifizierungsprozesses können Simulationsprogramme angereichert und so der Baujob besser vorausgeplant werden.
Wo es für konventionelle Verfahren Tausende unterschiedlicher Legierungen gibt, stehen für das selektive Laserschmelzen (SLM) bisher lediglich eine Handvoll Standardlegierungen bereit. Zu wenige für viele Anwender dieses additiven Verfahrens. Das Problem kennt auch Daniel Beckers, Projektingenieur bei Rosswag Engineering: „Unsere Kunden fordern oft komplexe Werkstoff- und Prozesslösungen, die derzeit noch nicht existieren und auch selten oder unvollständig im wissenschaftlichen Umfeld vorhanden sind.” Denn die Herstellung eines neuen Werkstoffes in Pulverform benötigt Zeit.
Wer will schon Monate warten, bis der Werkstoff zum ersten Mal zu Metallpulver verdüst wurde? Auch nachfolgende Parameterstudien und werkstoffwissenschaftliche Auswertungen können mehrere Wochen oder Monate in Anspruch nehmen. Rosswag suchte einen schnelleren Weg, um die gesamte Qualifizierungskette innerhalb weniger Wochen zu durchlaufen. Teilweise wurden schon Durchlaufzeiten von weniger als drei Wochen realisiert. Damit können recht schnell auf Basis von experimentellen Ergebnissen Entscheidungen getroffen werden, ob die geplante Vorgehensweise zielführend ist und somit effektiv Time-to-Market-Zyklen bei Endkunden beschleunigt werden.
Der schnelle Weg zum Prüfteil
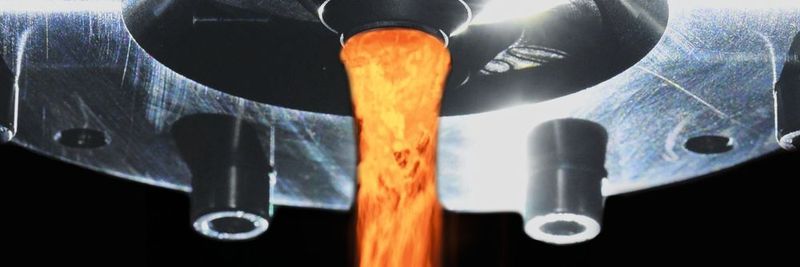
Zu einer schnellen Umsetzung von Materialanforderungen zu ersten Proben gehört die passende Ausstattung. So betreibt Rosswag seit Ende 2017 eine AU3000-Verdüsungsanlage von Blue Power, die speziell für häufige Materialwechsel und hohe Reinheit für die Herstellung von Mengen < 50 kg Sondermetallpulver entwickelt wurde. Damit kann eine Kleinmenge von 10 kg eines Sondermetallpulvers, sobald das Rohmaterial verfügbar ist oder im Schmelztiegel individuell zulegiert wird, innerhalb eines Arbeitstages hergestellt und für den SLM-Prozess durch Sieben und Sichten aufbereitet werden. Partikelgrößenverteilung, Partikelform, Fließfähigkeit und andere relevante Parameter werden überprüft, bevor das Metallpulver in eine SLM-Anlage gegeben wird.
:quality(80)/images.vogel.de/vogelonline/bdb/1537900/1537916/original.jpg "(Rosswag)")
:quality(80)/images.vogel.de/vogelonline/bdb/1537900/1537917/original.jpg "(Rosswag)")
:quality(80)/images.vogel.de/vogelonline/bdb/1537900/1537918/original.jpg "(Rosswag)")
:quality(80)/images.vogel.de/vogelonline/bdb/1537900/1537922/original.jpg "(© martin wagenhan)")
Diese 10 kg Metallpulver reichen für initiale Parameterstudien auf den SLM-Anlagen aus. Momentan variiert man bei Rosswag die Prozessparameter noch auf Basis der Erfahrungswerte in einem geeigneten Prozessfenster, künftig greift das Unternehmen auch auf Prozesssimulationen von Ansys zurück. „Mit der Simulationssoftware wollen wir die Qualifizierungszeit verkürzen und die Qualität der erzielten Ergebnisse weiter verbessern”, sagt Beckers.
Die so hergestellten Probekörper, meist Schliffwürfel und Flachzugproben, analysiert und erprobt Rosswag anschließend im Werkstofflabor, wo inzwischen auch eine chemische Vollanalyse, inklusive CS/ONH-Analyse, mit Geräten von Bruker durchgeführt wird. Neben den Untersuchungen von Porosität und Gefügestruktur in geätzten Mikroschliffen unter dem Stereomikroskop sind auch Abweichungen in der chemischen Zusammensetzung über die gesamte Prozesskette hinweg gegenüber dem eingesetzten Rohmaterial detektierbar. Diese Ergebnisse können in weiteren Entwicklungsiterationen zu Legierungsanpassungen vor der Metallpulverherstellung führen, um gezielt beeinflusste Legierungszusammensetzungen im additiv hergestellten Bauteil am Ende der Prozesskette zu erhalten. Dies führt dann in Verbindung mit geeigneten Wärmebehandlungen zu den gewünschten Werkstoffeigenschaften.
Bauteilherstellung möglichst detailliert vorausplanen
Am Ende des Qualifizierungsprozesses liegen umfangreiche Datensätze vor, die sich aus Metallpulvereigenschaften, SLM-Prozessparametern und mechanisch-technischen, chemischen beziehungsweise metallografischen Werkstoffeigenschaften der zu untersuchenden Materialien zusammensetzen. Sie dienen beispielsweise als Grundlage für weitere Optimierungsiterationen. Dieser Ansatz führt wiederum zu einer erweiterten Anwendung der Simulation. Ein wesentliches Ziel ist, nicht nur die Werkstoffeigenschaften und die Qualifizierung im additiven Fertigungsprozess zu optimieren, sondern auch die Bauteilherstellung möglichst detailliert vorauszuplanen. „Denn in dem Herstellungsverfahren können typische Charakteristiken des zukünftigen Bauteils in Verbindung mit dem Fertigungsprozess betrachtet werden”, erklärt Beckers. Das ist vor allem für kritische Bauteilbereiche, wie große Querschnittsänderungen oder filigrane Geometrien, und damit einhergehende Prozesseinflüsse bezüglich Wärmeleitung und Eigenspannungen interessant.
Gerade bei anspruchsvollen geometrischen Features und hochfunktionalen Bauteilen kann es dazu kommen, dass Prozessparameter zwar grundsätzlich für ein durchschnittlich gutes Bauteil geeignet sind, aber in anspruchsvollen Bereichen nicht optimal performen und damit zu erhöhter Porosität oder schlechter Oberflächenqualität führen.
Ein solches Zusammenspiel aus Pulvermetallurgie und Prozessparametern und die daraus resultierenden Anpassungen lassen sich jedoch nur mit einer darauf abgestimmten End-to-End-Prozesskette abbilden. So entsteht eine Synergie aus der Bauteilgeometrie, dem additiven Fertigungsprozess und der verwendeten Metalllegierung.
:quality(80)/images.vogel.de/vogelonline/bdb/1450600/1450639/original.jpg "Ein Profi gibt Design-Tipps, mit denen die Ergebnisse beim SLM-Verfahren besser werden. (©magele-picture - stock.adobe.com)")
3D-Metalldruck
5 Tipps für das Konstruieren in der Additiven Fertigung
:quality(80)/images.vogel.de/vogelonline/bdb/1594600/1594682/original.jpg "Nicht alle Prüfverfahren zerstören das Prüfteil. Manche haben auch den Röntgenblick. (© Petra Steinkuehler-Nitschke - stock.adobe.com)")
Überblick
Werkstoffprüfung – von Durchschlagen bis Durchleuchten
* Gregor Graf ist Leiter Engineering bei Rosswag Engineering in 76327 Pfinztal
(ID:45760233)
:quality(80)/p7i.vogel.de/wcms/2e/a9/2ea9f31de82e0cf75c47a3970458abe0/0125753767v1.jpeg "Von Metall zu Pulver: Der erste Schritt im 3D-Druckprozess. (Bild: Rosswag Engineering)")
:quality(80)/p7i.vogel.de/wcms/fd/65/fd65f9f86c61faca88947ec067f13349/0128179719v1.jpeg "Nikon SLM Solutions druckte das Bauteil aus Inconel 718, einer Luft‑ und Raumfahrt‑Nickellegierung, die speziell dafür ausgelegt ist, die enormen thermischen Lasten und Drücke eines Vollstrom‑Stufenverbrennungs‑Zyklus (FFSC) auszuhalten. (Bild: Nikon SLM)")