
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/21/a7/21a7953c941707df0daa7530ef229eb6/0131992076v1.jpeg "Das Quartett der weltweit größten Zerspanungsmaschinen macht die Fahrständerfräsmaschine DMF 600/11 von DMG Mori vollständig. Rund 6.000 Millimeter misst etwa ihr Verfahrweg in X-Richtung. (Bild: DMG Mori)")
:quality(80)/p7i.vogel.de/wcms/31/29/312990343e71c961e0ebb083380c32a5/0131976801v1.jpeg "Winkewinke: Drei, die von Beginn an dabei waren, verabschieden sich aus Deutschland. Denn was bereits Anfang des Jahres verkündet wurde, schreitet nun in Richtung Vollzug – die Schließung des Playmobil-Werkes in Dietenhofen. (Bild: Playmobil)")
:quality(80)/p7i.vogel.de/wcms/38/70/3870579fb5e9725f3de1669cd033154e/0131975753v1.jpeg "Grün ist die Hoffnung! Bekanntlich soll auch die deutsche Stahlindustrie klimaneutral werden. Das geht mit Wasserstoff statt Koks. Doch viele befürchten, dass man dann die Konkurrenzfähigkeit verlieren könnte. Eine aktuelle Studie verneint das, wenn die Politik die richtigen Knöpfe drückt ... (Bild: Stahlmassivo)")
:quality(80)/p7i.vogel.de/wcms/4f/59/4f59a8f64e0aedf4208ce7b72422b984/0131953065v1.jpeg "Mit dem Kantenfräser Trutool TKA 700 von Trumpf lassen sich im Handumdrehen solch saubere Verrundungen erreichen. Für die rund 500 Meter Kantenlänge an den 83 Alublechen für das Scheibenpferd hat Kollinger nur einen Nachmittag gebraucht – inklusive Ein- und Ausspannen. (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juni. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/c6/d8/c6d8219228a3256353c9cb86927fbc65/0131980094v1.jpeg "Cariad entwickelt Software für die Marken Volkswagen, Audi und Porsche. Vor einiger Zeit hat man die vor allem in Berlin verstreuten Standorte in Bahnhofsnähe gebündelt, um etwa effizienter arbeiten zu können, denn es gibt auch Probleme ... (Bild: Cariad)")
:quality(80)/p7i.vogel.de/wcms/a5/ee/a5eea83fa41a1dde4146351a6260b80d/0131978363v1.jpeg "Der richtige Zeitpunkt! Für Melanie Kreis, die noch amtierende Finanzchefin der Deutschen Post, enden die Aufgaben mit Auslaufen des aktuellen Vertrages Mitte nächsten Jahres, auf eigenen Wunsch. Hier mehr dazu ... (Bild: Deutsche Post)")
:quality(80)/p7i.vogel.de/wcms/eb/d0/ebd0a1d73320d6b88557efe73c9c441e/0131955410v1.jpeg "Das großflächige, sogenannte bifaziale 546-Watt-Perowskit-Silizium-Modul bei der Fertigung im Module-TEC des Fraunhofer ISE. Was diese Solarzellen für positive Auswirkungen haben, erfahren Sie im nebenstehenden Beitrag ... (Bild: Fraunhofer ISE)")
:quality(80)/p7i.vogel.de/wcms/90/67/906752f53a4e1bb288f495167ce6b318/0131954184v1.jpeg "Bei Innovent Technologieentwicklung in Jena hat man bewiesen, dass man mit Atmopshärendruckplasma Kupfer- (wie hier) und Silberoberflächen von Oxiden respektive von Sulfiden reinigen kann – ohne garstige Chemikalien und ohne viel Energieaufwand ... (Bild: Innovent)")
:quality(80)/p7i.vogel.de/wcms/11/62/1162845d36a08b9a9a6145cc2b017fa8/0131936980v2.jpeg "Der Hufschmied-Firmensitz in Bobingen erzeugt jetzt Solarstrom für den Eigenbedarf. (Bild: Hufschmied Zerspanungssysteme)")
:quality(80)/p7i.vogel.de/wcms/9b/64/9b6457a6964c42ee08b875a81231caa5/0131807833v2.jpeg "UCS-Gehäuse mit Kühlkörper und Wärmespreizer. (Bild: Phoenix Contact)")
:quality(80)/p7i.vogel.de/wcms/68/58/6858ebcb209f3ee60d48182f412ab927/0131971282v4.jpeg "Mit dem EasyGrinder festigt Minerd & Sons seine Position als technologischer Vorreiter. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/93/1a/931a35db6d90693283049b840dcacd2b/st-hannover-149-6048x3400v1.jpeg "Der fachliche Austausch zwischen Besucher und Aussteller ist das, was die Schraubtec ausmacht. (Bild: PHOTOVISION-DH GmbH)")
:quality(80)/p7i.vogel.de/wcms/dc/dd/dcddbfca2e08c691093ac87e4fc1b755/0131909549v1.jpeg "Diesen Anblick will das EU-Parlament in Zukunft nur noch als Zwischenphase und nicht mehr als Dauerzustand. Denn eine neue Verordnung sieht vor, dass Autos bald so konstruiert sein müssen, dass ihre Einzelteile möglichst leicht ausgebaut und wiederverwendet werden können ... (Bild: Schrottking)")
:quality(80)/p7i.vogel.de/wcms/5f/21/5f211f0f65dc165eff24c7976c56fc88/0131850167v4.jpeg "Um die Fertigung schneller, robuster und flexibler zu machen, muss die Produktion IT-orientierter gestaltet werden. Dafür braucht es auch virtuelle Steuerungen. (Bild: Audi AG)")
:quality(80)/p7i.vogel.de/wcms/a5/1d/a51d05ac000450efe478398cda824315/download-pressefoto-reiche-2350x1321v1.jpeg "Bundeswirtschaftsministerin Katharina Reiche fordert die Industrie dazu auf, Künstliche Intelligenz stärker zu nutzen. (Bild: Presse- und Informationsamt der Bundesregierung)")
:quality(80)/p7i.vogel.de/wcms/4c/49/4c49296aa2aa358328c9e7a55f53e28d/0131950116v1.jpeg "Dieser Mitarbeiter einer Firma gehört zur Spezies der Alleinarbeiter. Manchmal kann es entspannend sein, quasi sein eigener Herr zu sein, doch was ist, wenn ein Notfall vorliegt. Dann retten etwa Totmannschalter von Almas Industries (hier am Gürtel befestigt) Leben ... (Bild: Almas Industries)")
:quality(80)/p7i.vogel.de/wcms/a3/cc/a3ccb3c7406c495d1f7606c0c99191a2/0131938886v1.jpeg "Hier wächst die Zukunft in Pforzheim bei Witzenmann, woher heute gemeldet wird, dass betriebsbedingte Kündigungen ausgeschlossen sind. Mit den Investitionen in den Standort schaffe man derzeit die Grundlage für weiteres Wachstum ... (Bild: Witzenmann)")
:quality(80)/p7i.vogel.de/wcms/6c/a6/6ca68f5d7e803d8b9cda8c5c3ee7f8dc/0131975563v1.jpeg "Nach neun Jahren hat es China mal wieder geschafft, den US-amerikanischen Spitzenreiter in Sachen Supercomputer vom Platz zu verweisen. Denn der Lineshine-Rechner war bei einem einheitlichen Test der schnellste von allen ... (Bild: Shuangong)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/6d/6d/6d6d877408198ca73d12ad0a9653a438/0131950133v1.jpeg "Der BDI muss seine Meinung zum Wirtschaftswachstum revidieren. Es wird demnach deutlich schlechter, als erwartet. Der BDI-Präsident Peter Leibinger außerdem mit Blick auf China: „Führt die EU allgemeine Schutzzölle ein, wäre das unser Tod!“ ... (Bild: BDI)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Messtechnik Thermisch bedingte Fehler in Echtzeit korrigieren
Temperaturschwankungen in Werkzeugmaschinen können zu fehlerhaften Bauteilen führen. Bei einem Korrektursystem reduzieren Verformungssensoren im Zusammenspiel mit der CNC den thermischen Einfluss während der Bearbeitung deutlich.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/107700/107704/65.jpg "L_isel_R.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/67/c9/67c9b10002572/asecos-box-weiss-250x250px.png "asecos-box-weiss-250x250px (asecos GmbH)")
Thermische Einflüsse in der Werkzeugmaschine und Temperaturschwankungen in der Produktionsumgebung können eine Verlagerung des sogenannten Tool Center Point verursachen – und damit Fehler am gefertigten Bauteil. Gerade bei Großbauteilen oder Bauteilen mit geringen Toleranzen reichen diese Abweichungen bereits aus, dass das Bauteil unbrauchbar wird. Das Fraunhofer-IPT hat ein Korrektursystem entwickelt, das die Abweichungen jetzt während des laufenden Prozesses misst und noch während der Bearbeitung korrigieren kann.
:quality(80)/images.vogel.de/vogelonline/bdb/1263600/1263679/original.jpg "Bild 1: Die nachrüstbaren Verformungssensoren können in Fräs-, Dreh-, Schleif- und Sondermaschinen zum Einsatz kommen. (Fraunhofer-IPT)")
Messtechnik
Thermische Stabilität in Werkzeugmaschinen
Das IPT hat für die Online-Korrektur der thermisch bedingten Abweichungen ein Modell entwickelt, mit dem die Positioniergenauigkeit des Werkzeugs in Bezug auf den Werkstücktisch um 86 % gesteigert werden konnte. Dies kann nun auch auf weitere Maschinen angewendet werden. Die Lösung für thermische Stabilität ist in jede Steuerung implementierbar, solange auf bereitgestellte Informationen der Steuerungshersteller zurückgegriffen werden kann und die Dateiformate angepasst werden.
Einfacher, robuster Messaufbau
Bei den Verformungssensoren setzt das Fraunhofer-PT auf einfache kommerziell erhältliche Messtaster von Heidenhain anstelle der meist üblichen Temperatursensoren. Im Vergleich zu Korrekturmethoden mit Temperatursensoren ist der Messaufbau für die Verformungsmessung wesentlich einfacher und robuster gegenüber Messunsicherheiten. Die Elektronik ist im Sensor integriert; Lagerblöcke schützen die die Messstelle vor Verunreinigungen (Bild 2) und im Falle eines Sensorausfalls wird über eine En-Dat2.2-Schnittstelle am Messtaster eine automatische Warnmeldung an die Steuerung gesendet.
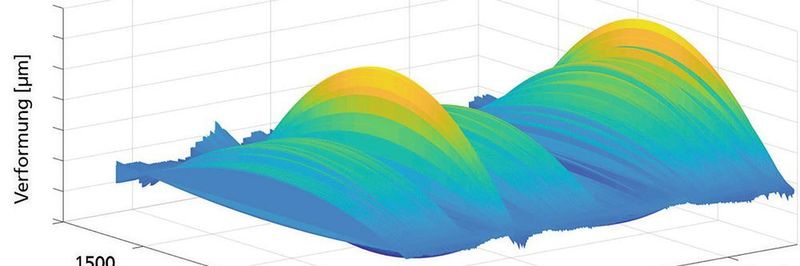
Die Verformungssensoren wurden für Bearbeitungszentren für Großbauteile und für die Hochleistungsbearbeitung entwickelt und ausgiebig getestet. Die nachrüstbaren Sensoren zeichnen die Strukturverformungen der Maschine auf und erfassen alle Informationen der Wärmetransportmechanismen, Wärmequellen und Wärmesenken.
Anhand dieser Daten wird die Grundlage für ein Modell geschaffen, das die Verlagerung zwischen Werkzeug und Werkstück innerhalb von 0,1 ms berechnet. Um die thermischen Einflüsse zu kompensieren, werden thermisch bedingte Abweichungen als zeitlich veränderliche, geometrische Fehler betrachtet und vorhandene Herstellerdaten in Form von Fehlertabellen periodisch aktualisiert.
Bei modernen CNC-Maschinen enthalten diese Fehlertabellen repräsentative geometrische Fehlerwerte für lineare und rotatorische Achsen. Durch Interpolation der Werte werden Zusatzsollwerte generiert und von der CNC zyklisch abgearbeitet. Bild 2 zeigt eine beispielhafte Tabelle.
:quality(80)/images.vogel.de/vogelonline/bdb/1404600/1404672/original.jpg "Die Digitalisierung bietet neue Möglichkeiten für das Qualitätsmanagement. (Fraunhofer-IPT)")
Qualitätsmanagement
Forum diskutiert die Potenziale der Digitalisierung
Um die Funktionsweise zu erproben, implementierten die Aachener Forscher die Methodik im Sonderforschungsbereich Transregio96 in eine Heidenhain-Steuerung. Die Funktionsweise lässt sich jedoch auf jede andere Steuerung übertragen, weil die Maschinenkinematik in der Steuerung definiert ist und das jeweilige Datenformat des Herstellers für die Online-Korrektur beibehalten werden kann.
Damit die Kinematik der Werkzeugmaschine angepasst werden kann, werden verschiedene Fehler-Tabellentypen der Maschinenhersteller benötigt: eine Kinematik-, eine Konfigurations- und drei Achsfehlertabellen (Bild 2). Durch die Eingabe von Befehlen in die Kinematiktabelle kann der Steuerung mitgeteilt werden, dass sich die Achse um einen definierten Wert bewegen soll. Dieser Wert wird durch einen Verweis auf die Fehlertabelle festgelegt.
Beispielsweise bedeutet der Verweis „A2C3“ in der zweiten Abbildung, dass die Achse 2 sich um den Wert in der Spalte C3 verschieben soll. In der Konfigurationstabelle werden die Maschinenachsen nummeriert, um einen Bezug zwischen Fehlertabelle und Maschinenachsen herzustellen. Pro Achse können so bis zu sechs Fehler beschrieben werden.
(ID:45324093)
:quality(80)/p7i.vogel.de/wcms/25/0d/250d6719e16940c58af679aae6ca7fe6/0127411375v2.jpeg "Antriebsregler, Getriebemotoren, Kabel – der Anwender erhält bei Stöber Predictive Maintenance aus einer Hand. (Bild: Stöber Antriebstechnik)")
:quality(80)/p7i.vogel.de/wcms/e6/ff/e6ff00e8a52344b85235d2ca8d8b0a2d/0125596305v5.jpeg "Künstliche Intelligenz kann die industrielle Fertigung nur dann transformieren, wenn sie auf einer stabilen Datengrundlage agiert. Das Forschungsprojekt „AIDpro“ setzt deshalb dort an, wo viele KI-Systeme bis heute noch an ihre Grenzen stoßen. (Bild: Fraunhofer AISEC)")