
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/b9/e7/b9e761334595c6b2e1a774f463f69a34/0132029353v1.jpeg "Einen ersten Blick auf die AMB-Neuheiten durften Journalisten aus dem gesamten deutschen Sprachraum bei Mapal werfen. Interessante Werkzeuginnovationen undtiefes Knoe-hoe sollen Anwender dabei unterstützen, auch in Zukunft wettbewerbsfähig zu produzieren. (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/45/82/4582029a6c52147b858abf226a232da5/0132225646v1.jpeg "Gravierende Veränderungen stehen bei Hüttenwerke Krupp Mannesmann (HKM) an. Denn jetzt übernimmt die Salzgitter AG alle Anteile. Leider wird das die meisten Jobs bei HKM kosten. Auch die jährliche Rohstahlproduktion soll eingedampft werden, damit die Zukuft sicher ist ... (Bild: HKM)")
:quality(80)/p7i.vogel.de/wcms/7f/56/7f568a517b78904719fa4e60a373c62b/0132154064v1.jpeg "Berg Spanntechnik nutzt zahlreiche verschiedene Werkzeugaufnahmen von Haimer. (Bild: Haimer)")
:quality(80)/p7i.vogel.de/wcms/51/55/515595e334cfdcd8ef91c38c4bb1cfe2/0132212438v1.jpeg "Die Montage des Unterbodenschutzes bei Fahrzeugen belastet meistens die Mitarbeiter mehr als andere Jobs. Deshalb versuchen Forscher des Fraunhofer IWU den Prozess zu automatisieren. Das ist aber nicht so einfach! Hier erklären die Experten aber, was man dennoch machen kann ... (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/9d/0c/9d0cbbfd83ad722299a5675177fb7db2/0132248387v1.jpeg "Wasserstoff ist ein Schlüssel für die Energiewende. Vor allem, wenn er aus grünen Stromquellen stammt. Damit die Ausbeute noch höher wird, hat Evonik die Duraion-Membran aus Kunststoff entwickelt, die jetzt in größerem Maßstab hergestellt wird. (Bild: Green World)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/5d/5a/5d5ab46ac72947795aa5571ce592c70a/0132237722v1.jpeg "Rheinmetall und MBDA dürfen ein laserbasiertes Drohnenabwehrsystem entwickeln, das der Marine zugute kommen soll (Symbolbild). (Bild: Lichtspiele)")
:quality(80)/p7i.vogel.de/wcms/09/37/09372b8d96a3dbdde36fa29b7f1fec5b/0132235826v1.jpeg "Nicht ganz ohne Gruselfaktor! Ubtech hat jetzt seine neue Modellreihe ultra-bionischer Roboter vorgestellt. Sie heißt Uworld U1 und soll von der Industrie bis zum Verbraucher vermarktet werden. Hier mehr zu dieser Vision, die längst keine mehr ist, wie es scheint ... (Bild: Ubtech Robotics)")
:quality(80)/p7i.vogel.de/wcms/d1/5f/d15f17cc7ea952917bb2e0e583bca8e7/0132235643v1.jpeg "Damit die Luft über deutschen Industriekaminen in Zukunft klarer werden soll, hat der Bundestag am 9. Juli das EU-Gesetz zu strengeren Schadstoffausstoß-Regeln gebilligt. (Bild: W. Finnigan)")
:quality(80)/p7i.vogel.de/wcms/c5/48/c548c7c0b08a6c587ebc56ed2ee4ef72/0132211966v1.jpeg "Diamant ist das härteste Material, das der Mensch kennt. Brillant ist auch die Entwicklung von Mikrochips. Doch die Qualitätssicherung, um verlustreichen Ausschuss zu vermeiden, hinkt. Das bayerische Start-up Quantum Diamonds hat nun viel Geld erhalten, um dem Problem zu begegnen ... (Bild: van Breuden)")
:quality(80)/p7i.vogel.de/wcms/a3/07/a307373cca308f3ab9f2dd93eb923332/0132185639v3.jpeg "Der bayerische Autokonzern BMW wurde im ersten Quartal von Platz zwei bei den Neuzulassungen für Elektroautos, hier ein i4, in Deutschland verwiesen. Nun hat er sich den Rang wieder sichern können ... (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/6e/19/6e195e352c2fee540f5b963aa6aa9587/0132098686v2.jpeg "Bilz-Entwicklungsleiter David Brenk hat etwas gegen Vibrationen. Zum Beispiel diese neu entwickelte Elektronisch Pneumatische Niveauregelung (EPN) – erstmals mit berührungsloser Abstandsmessung. (Bild: Baumer)")
:quality(80)/p7i.vogel.de/wcms/79/0c/790cbdaf9de9a95cb97ffd6bcef5d74d/0132211217v1.jpeg "Schaltschränke sind im Maschinen- und Anlagenbau noch lange nicht überflüssig. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/12/16/12161757f2b43219488fd7d2e8760f83/0132115856v2.jpeg "Die Mink-Rack-Brush wurde u. a. in einem Server-Rack von Stengel verbaut. (Bild: Mink Bürsten)")
:quality(80)/p7i.vogel.de/wcms/39/e0/39e063863a8e2b105fa0d0f895dffe79/0132152346v1.jpeg "Beispiele, für welche Art von thermoplastischen Bauteilen aus PP, PP, PA oder anderen Kunststoffen, die kompakte Spritzgießmaschine APSX-PIM V3 zur Prototypen- oder Kleinserienfertigung genutzt werden kann ... (Bild: APSX)")
:quality(80)/p7i.vogel.de/wcms/98/6f/986f1f8ab14249e6769b0af86edeff90/0132102301v2.jpeg "„Wir wollen uns mit kurzen Lieferketten, hoher Zuverlässigkeit und maßgeschneiderten Systemlösungen differenzieren“, so Sascha Eberhard, CEO bei Franke. (Bild: Franke)")
:quality(80)/p7i.vogel.de/wcms/38/a8/38a84c821462c50bf9ec021dfa36666f/0132089031v2.jpeg "Die Sommererhebung 2026 des Energieeffizienz-Index der deutschen Industrie: Trotz steigender Investitionen sinkt die relative Bedeutung von Energieeffizienz auf einen historischen Tiefstand. (Bild: frei lizenziert / Анна)")
:quality(80)/p7i.vogel.de/wcms/33/5a/335a63892c7478c0cd6db4059a81e182/0132142532v1.jpeg "Samsung genießt in Sachen Umsätze und Gewinn seit Jahren wahre Höhenflüge. Ausgelöst wird die Thermik durch den KI-Boom. Jetzt berichten die Südkoreaner erneut über einen Rekord ... (Bild: Samsung)")
:quality(80)/p7i.vogel.de/wcms/77/59/77591b47d2c5cfe5842ec8832c9f32e5/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/e5/69/e56902af4ed24da6551ee7fa10337c1d/0132236420v1.jpeg "Das ist ein winziges donutartiges Kohlenstoffmolekül. Es entwickelt unter elektrischer Spannung stabile toroidale Momente, auf die sich die Welt des Quantencomputings freuen dürfte, wie Forscher der Martin-Luther-Universität Halle-Wittenberg glauben ... (Bild: MLU)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/fe/57/fe574f60bb95de15c05a0083c2eeb01b/0132240745v2.jpeg "Aufstellung zur Übergabe des 100.000sten aufgearbeiteten Gebrauchtstapler (v.l.): Jungheinrich-Vertriebsvorständin Nadine Despineux, MVN-Geschäftsführer Giuliano Santi und Tino Alban, Werkleiter Jungheinrich-Gebrauchtgeräte-Zentrum Dresden. (Bild: Jungheinrich)")
:quality(80)/p7i.vogel.de/wcms/df/69/df699f99c7a845b0d55927d2d2b62aaf/0132216854v1.jpeg "Neu: Infios Archer, die Intelligenzebene für die KI-gesteuerte Supply Chain Execution, sorgt dafür, dass gestörte Lieferketten reaktionsfähig und resilient bleiben. (Bild: Infios)")
:quality(80)/p7i.vogel.de/wcms/13/52/13523c7f2712ff07f346d24bf20f96bf/0132214563v1.jpeg "Der hochmodern Mikrochip H200 von Nvidia ist vor allem für Rechenleistung im Rahmen der künstlichen Intelligenz begehrt. Seit einiger Zeit hat China die Einfuhr verboten. Nun hat man sich aber dazu entschlossen, dass chinesische KI-Player doch wieder zugreifen dürfen ... (Bild: Nvidia)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Motion Control Auf die „Tube“ drücken und präzise schneiden
Am Anfang von Kunststoffrohr oder Tubenschlauch steht dessen Extrusion als Endlosprofil. Dieser Prozess läuft außerdem relativ schnell ab. Braucht man für die Weiterverarbeitung davon präzise kurze Abschnitte, kann diese rasante Aufgabe jetzt von einem neu konzipierten Motion-Control-System produktiv gelöst werden.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/130700/130777/65.jpg "Neues Logo_550 pxl_maxon_logo_standard_rgb_50mm.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/65100/65191/65.jpg "Logo.jpg ()")
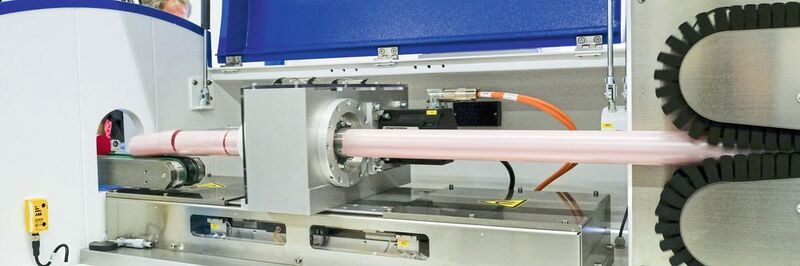
Am Anfang steht die Röhre – und die kommt bei der Breyer Maschinenfabrik endlos aus dem Extruder. Bezeichnet Tubus im Lateinischen die singuläre Röhre, lässt sich daraus sehr gut ableiten, warum Tuben ihren technologischen Ursprung in einer Röhre haben. Breyer zählt hier zu den Weltmarktführern. Das Unternehmen aus Singen am Bodensee baut Extrusionsanlagen für die Herstellung von Tubenschläuchen. Die neue Generation der Topline-Serie produziert mithilfe eines neu konzipierten Motion-Control-Systems von Kollmorgen bis zu 300 Tubenrohlinge pro Minute.
Was in der Kosmetik- und Lebensmittelbranche in die Tuben kommt, wird eines Tages vom Kunden mit der Hand wieder herausgedrückt. Das klingt einfach, ist es aber nicht – zumindest mit Blick auf die Herstellung. Die Ansprüche an so eine Tube sind überaus komplex und im wahrsten Sinne des Wortes vielschichtig. Breyer stellt mittlerweile Anlagen her, die Tubenschläuche aus bis zu sieben Schichten produzieren. Sie unterscheiden sich in ihrer Haptik, den Barriere- und Klebeeigenschaften sowie der Farbe und Festigkeit. Technisch realisiert wird das Ganze mit einem ausgefeilten Verbund von der entsprechenden Zahl an Extrudern, die ihr jeweiliges Material mit Temperaturen bis etwa 250 °C präzise dosiert in die Formdüse abgeben. Der noch weiche Schlauch wird dann durch einen Kalibrator gezogen, erhält dort mit Unterstützung eines Vakuums seinen endgültigen Querschnitt und kühlt gleichzeitig in einem feinen Wassernebel ab.
Linearmotor positioniert den Schneidkopf
Mit welcher Geschwindigkeit die Tubenrohlinge produziert werden, hängt vom Tempo der Abzugsraupe ab, die den erstarrten Schlauch aus der Kalibrierung zieht und damit als Master den Ton angibt. Hierbei ist es wichtig, zu wissen, dass dickere Tubenwände eine längere Zeit für das Abkühlen benötigen als dünne. Die Raupe gehört funktional zur Schneideinheit, die das kontinuierlich geförderte Endlosmaterial in einem taktenden Prozess in präzise Abschnitte zerlegt.
:quality(80)/images.vogel.de/vogelonline/bdb/1523200/1523285/original.jpg "Für Anwendungen mit Servoantrieben ist ein grundlegendes Verständnis für das Antriebsverhalten nötig. (©prescott09 - stock.adobe.com)")
MM-Akademie
Grundlagen zu Servoantrieben
Dieses Maschinenmodul arbeitet mit drei Kollmorgen-Servoantrieben in einem synchronisierten Mehrachsverbund. „Der Raupenabzug ist als Master definiert“, erklärt Andreas Bauknecht, Mitarbeiter der Entwicklungsabteilung (R&D) bei Breyer. Dem Raupentempo folgen zwei weitere Antriebe, die den Kunststoffschlauch auf die gewünschte Länge schneiden. Hierbei übernimmt ein ICH-Linearmotor von Kollmorgen die Positionierung des Schneidmessers synchron zur herrschenden Geschwindigkeit des Produkts. Technisch lässt sich das Verfahren mit einer fliegenden Säge vergleichen. Der Linearmotor bringt den von einem AKM-Servomotor angetriebenen Schneidkopf vor jedem Schnitt in Position und führt diesen während des Schneidens nach. Jede noch so kleine Tempoabweichung zwischen Produkt und Werkzeug würde unweigerlich zu einem Spiralschnitt führen.
„Unsere Kunden schätzen die Serie Topline wegen ihrer hohen Geschwindigkeit und vor allem wegen ihrer Präzision“, erklärt Bauknecht. Kunden, das sind bei Breyer in erster Linie Packmittelhersteller, die dann ihrerseits die bekannten Produzenten von Pflegemitteln und Kosmetik mit fertigen Tuben beliefern – und die nehmen es sehr genau, weil ihre Produkte nicht nur wegen der inneren Werte gekauft werden. Auch das Aussehen entscheidet über den Erfolg am Point of Sale. Eine wesentliche Grundlage, um eine Tube hochwertig und damit verkaufsfördernd zu bedrucken, ist die Qualität des Tubenrohlings. „Größere Toleranzen machen das Druckbild schlechter“, erklärt der Entwicklungsleiter. Breyer legt mit Toleranzen von ± 0,03 mm im Durchmesser, 0,3 mm in der Länge und 0,02 mm bei der Gesamtschichtdicke und Exzentrität die Messlatte an Präzision auf dem Weltmarkt ganz hoch.
Prozesse weiter optimieren
Mit der neuen Motion-Control-Lösung ist Breyer jetzt noch besser in der Lage, die fein aufeinander abgestimmten Prozesse weiter zu optimieren. Den Kopf des Mehrachs-Servosystems bildet die Motion-Control-Steuerung PCMM von Kollmorgen. Das kompakte Gerät steuert die drei Servoregler vom Typ AKD und steht über Profinet mit der übergeordneten Siemens-SPS in Verbindung. Für die Erstellung der Bewegungsprofile – beispielsweise in Gestalt elektronischer Kurvenscheiben – kommt die Kollmorgen-Automation-Suite (KAS) zum Einsatz. Die grafische Programmierlösung nutzt dafür den standardbasierten Ansatz von PLC-Open for Motion sowie das modulare „Drag-and-Drop“ des Pipe-Network von Kollmorgen.
Aus Sicht der Aktorik kommen für den Raupenvorschub und den Messerantrieb zwei AKM-Servomotoren zum Einsatz. Für die Positionierung nutzen die Engineeringspezialisten der EAT GmbH (Elektronische Antriebs-Technik) als Systempartner von Kollmorgen Linearmotoren der Reihe ICH. Der Entwicklungsdreiklang aus Breyer, EAT und Kollmorgen stellt dabei ein gutes Beispiel für eine erfolgreiche Partnerschaft zwischen Hersteller, Systemintegrator und OEM dar. Seit mehr als 30 Jahren arbeiten Kollmorgen und EAT zusammen. „Wir stecken tief drin in der Servotechnik und Automation, können vor allem unsere Kunden aus dem Sondermaschinenbau deshalb gemeinsam mit Kollmorgen sehr gut im Engineering unterstützen“, betont Christian Reinsch, technischer Leiter und Prokurist von EAT aus Freiburg im Breisgau.
Begeistert sei Reinsch vor allem vom raffinierten Einbau des Linearantriebs. Denn Kollmorgen hat die ICH-Baureihe so konstruiert, dass sie im Dauerbetrieb Vorschubkräfte zwischen 175 und 5341 N (Spitzenkraft mehr als 12.000 N) liefert. Der Geschwindigkeitsbereich liegt zwischen 1 μm/s und 5 m/s mit Beschleunigungen je nach Baugröße zwischen 3 und 10 g. Feinheiten im Design reduzieren das Cogging (Rastmoment) auf ein Minimum – ein wesentlicher Aspekt für hohe Regelungsgüte, die gerade in Verpackungsprozessen gefragt ist.
Auf der Steuerungsebene bringt der PCMM mit den Programmiermöglichkeiten der KAS den Vorschub, die Lineareinheit und den Messerantrieb in Einklang. Gibt die Raupe über den AKD-Servoregler das Tempo vor, dem die Lineareinheit mit „butterweichen“ Positionierungen in Gestalt perfekt ausgelegter elektronischer Kurvenscheiben folgt, muss der Messerantrieb sehr präzise Drehzahlrampen fahren.
Mehr Produktivität durch Retrofit
Es sind Details wie diese, weshalb die Maschinenbauer vom Bodensee jetzt bei der Motion Control auf den PCMM setzen. Im Vergleich zur vorher eingesetzten Servoantriebstechnik auf Basis der Kollmorgen-Servoregler S700 bietet der aktuelle Stand der Technik mehr Möglichkeiten zur Optimierung. „Mit dem Pipe-Network können wir alle Brems- und Beschleunigungsvorgänge noch besser kontrollieren“, unterstreicht Reinsch. Die Engineering-Umgebung innerhalb der KAS macht zudem den Weg frei, die Schnitte nicht nur positionsabhängig zu setzen, sondern auch druckmarkengesteuert. Diese Aufgabe wird dann relevant, wenn das Schneidmodul bereits fertig bedruckte Kunststoffröhren auf die richtige Länge bringen muss – beispielweise bei laminiertem Material für mehrfarbige Zahnpasta. „Auch dafür brauchen wir eine gute Antriebstechnik, um hohe Qualität zu garantieren“, fasst Andreas Bauknecht zusammen und freut sich gemeinsam mit Christian Reinsch darüber, wie schnell der Wechsel auf den PCMM erledigt war. Dieses Tempo ist vor allem dem Pipe-Network und der Ethernetkommunikation geschuldet, mit dem sich auch komplexe elektronische Kurvenscheiben komfortabel und zeitsparend erstellen lassen. Damit bringt die Motion-Control-Steuerung echtes Potenzial für das Retrofit mit, zumal es durch die Echtzeit-Ethernetkommunikation keine Restriktionen dafür gibt, von welchem Hersteller die übergeordnete SPS stammt.
* Thomas Sautter ist Vertriebsleiter Süd bei der Kollmorgen Europe GmbH in 40880 Ratingen
(ID:45286450)
:quality(80)/p7i.vogel.de/wcms/97/63/9763973b5fc4fe6821c77e5a5d858689/0125520568v2.jpeg "Bystronic suchte eine wirtschaftliche Antriebslösung für die Laserschneidmaschine By Cut Eco, die alle Anforderungen an Dynamik und Genauigkeit erfüllt. (Bild: Bystronic)")
:quality(80)/p7i.vogel.de/wcms/5e/88/5e88946e515dfa1c29e268e42915861d/0127869229v1.jpeg "Die Baureihe Servo wurde Ende 2024 auf den Markt gebracht und ist die erste Presse von Hürsan Pres mit servohydraulischem Antriebssystem. (Bild: Baumüller)")