
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/45/82/4582029a6c52147b858abf226a232da5/0132225646v1.jpeg "Gravierende Veränderungen stehen bei Hüttenwerke Krupp Mannesmann (HKM) an. Denn jetzt übernimmt die Salzgitter AG alle Anteile. Leider wird das die meisten Jobs bei HKM kosten. Auch die jährliche Rohstahlproduktion soll eingedampft werden, damit die Zukuft sicher ist ... (Bild: HKM)")
:quality(80)/p7i.vogel.de/wcms/7f/56/7f568a517b78904719fa4e60a373c62b/0132154064v1.jpeg "Berg Spanntechnik nutzt zahlreiche verschiedene Werkzeugaufnahmen von Haimer. (Bild: Haimer)")
:quality(80)/p7i.vogel.de/wcms/51/55/515595e334cfdcd8ef91c38c4bb1cfe2/0132212438v1.jpeg "Die Montage des Unterbodenschutzes bei Fahrzeugen belastet meistens die Mitarbeiter mehr als andere Jobs. Deshalb versuchen Forscher des Fraunhofer IWU den Prozess zu automatisieren. Das ist aber nicht so einfach! Hier erklären die Experten aber, was man dennoch machen kann ... (Bild: Fraunhofer IWU)")
:quality(80)/p7i.vogel.de/wcms/0a/28/0a28f1523c88c0062b1cd3a7c5de55cb/0132157776v1.jpeg "Auf gutem Kurs! Wie die Marinesektion des VDMA ermittelt hat, hat die maritime Zulieferindustrie in Deutschland geschäftlich zum vierten Mal gut abgeschnitten. Hier die Details ... (Bild: dpa)")
:quality(80)/p7i.vogel.de/wcms/fb/d8/fbd8cf957e1bdc6de8f470611f3c8076/0132227365v1.jpeg "FFG Flensburger Fahrzeugbau steht vor einem neuen Kapitel! Denn Deutz will das Unternehmen kaufen, um im Rüstungssektor breiter aufgestellt zu sein. Das wäre der größte Kauf in der Deutz-Geschichte. FFG ist etwa für die Wartung des Radpanzers Fuchs (im Bild) verantwortlich. (Bild: FFG)")
:quality(80)/p7i.vogel.de/wcms/67/43/6743fac6640405d0ba03568939ea646c/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/2e/b2/2eb2e25f9772ed01c05bb4deea0bb846/0132216112v1.jpeg "Aufatmen im Schwarzwald! Das geht touristisch, aber akutell auch maschinenbaulich! Denn der insolvente Maschinenbauer J.G. Weisser Söhne kann freudig berichten, dass die Zukunft nun wieder in sicheren Händen liegt. Hier mehr zu dieser guten Nachricht ... (Bild: J.G. Weisser Söhne)")
:quality(80)/p7i.vogel.de/wcms/c5/48/c548c7c0b08a6c587ebc56ed2ee4ef72/0132211966v1.jpeg "Diamant ist das härteste Material, das der Mensch kennt. Brillant ist auch die Entwicklung von Mikrochips. Doch die Qualitätssicherung, um verlustreichen Ausschuss zu vermeiden, hinkt. Das bayerische Start-up Quantum Diamonds hat nun viel Geld erhalten, um dem Problem zu begegnen ... (Bild: van Breuden)")
:quality(80)/p7i.vogel.de/wcms/a3/07/a307373cca308f3ab9f2dd93eb923332/0132185639v3.jpeg "Der bayerische Autokonzern BMW wurde im ersten Quartal von Platz zwei bei den Neuzulassungen für Elektroautos, hier ein i4, in Deutschland verwiesen. Nun hat er sich den Rang wieder sichern können ... (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/bc/0b/bc0b10ca57ab6f7e45115486c67ce98b/0132185470v1.jpeg "Das kennt so gut wie jeder! Ein gewöhnliches Flugzeugtriebwerk, das mit fossilen Brennstoffen für Schub sorgt. Doch weil das der Umwelt nicht guttut, treiben MTU und Airbus die Entwicklung von Brennstoffzellen-Triebwerken voran ... (Bild: MTU)")
:quality(80)/p7i.vogel.de/wcms/9a/9b/9a9be8c3d4c0a4effc898d80d8d1baad/0132185245v1.jpeg "Hier blickt man in das Innere eines Fusionsreaktors, der nach dem Prinzip Tokamak das heiße Plasma per Magnetfelder in einer Art Donut-Form festhält. Das deutsche Start-up Proxima Fusion will es anders versuchen und hat dafür jetzt auch eine Menge Geld zusammengebracht ... (Bild: Britannica)")
:quality(80)/p7i.vogel.de/wcms/79/0c/790cbdaf9de9a95cb97ffd6bcef5d74d/0132211217v1.jpeg "Schaltschränke sind im Maschinen- und Anlagenbau noch lange nicht überflüssig. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/51/31/51318d4ff584c4b5634d3cadf4920363/0132203528v1.jpeg "Miele modernisiert mit IFS.ai das Field Service Management. (Bild: Miele)")
:quality(80)/p7i.vogel.de/wcms/16/c2/16c22727b4e394f71c25435c3a9f20c4/0132204842v1.jpeg "(v.l.) Zhendong Ke, Vice President von Leju Robotics, Hao Gao, General Manager Central Region von Leju Robotics, Haitian Sun, General Manager der Schaeffler Humanoids (Taicang) Co., Ltd. und Dr. Yilin Zhang, Regional CEO Region Greater China der Schaeffler AG, besiegelten die Partnerschaft.
(Bild: Schaeffler)")
:quality(80)/p7i.vogel.de/wcms/12/16/12161757f2b43219488fd7d2e8760f83/0132115856v2.jpeg "Die Mink-Rack-Brush wurde u. a. in einem Server-Rack von Stengel verbaut. (Bild: Mink Bürsten)")
:quality(80)/p7i.vogel.de/wcms/39/e0/39e063863a8e2b105fa0d0f895dffe79/0132152346v1.jpeg "Beispiele, für welche Art von thermoplastischen Bauteilen aus PP, PP, PA oder anderen Kunststoffen, die kompakte Spritzgießmaschine APSX-PIM V3 zur Prototypen- oder Kleinserienfertigung genutzt werden kann ... (Bild: APSX)")
:quality(80)/p7i.vogel.de/wcms/98/6f/986f1f8ab14249e6769b0af86edeff90/0132102301v2.jpeg "„Wir wollen uns mit kurzen Lieferketten, hoher Zuverlässigkeit und maßgeschneiderten Systemlösungen differenzieren“, so Sascha Eberhard, CEO bei Franke. (Bild: Franke)")
:quality(80)/p7i.vogel.de/wcms/38/a8/38a84c821462c50bf9ec021dfa36666f/0132089031v2.jpeg "Die Sommererhebung 2026 des Energieeffizienz-Index der deutschen Industrie: Trotz steigender Investitionen sinkt die relative Bedeutung von Energieeffizienz auf einen historischen Tiefstand. (Bild: frei lizenziert / Анна)")
:quality(80)/p7i.vogel.de/wcms/33/5a/335a63892c7478c0cd6db4059a81e182/0132142532v1.jpeg "Samsung genießt in Sachen Umsätze und Gewinn seit Jahren wahre Höhenflüge. Ausgelöst wird die Thermik durch den KI-Boom. Jetzt berichten die Südkoreaner erneut über einen Rekord ... (Bild: Samsung)")
:quality(80)/p7i.vogel.de/wcms/77/59/77591b47d2c5cfe5842ec8832c9f32e5/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/10/92/1092084d6d643e219da8714cadcd9211/0132123312v1.jpeg "Bewährte Prozesse des Laserauftragschweißens werden vom Fraunhofer ILT aus Aachen und Etxetar aus Spanien jetzt soweit optimiert, dass sie in weiteren Industriezweigen dabei helfen können, neue Anforderungen zu erfüllen. Hier wird eine Eisenbahnachse per LMD repariert. (Bild: Etxetar)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/df/69/df699f99c7a845b0d55927d2d2b62aaf/0132216854v1.jpeg "Neu: Infios Archer, die Intelligenzebene für die KI-gesteuerte Supply Chain Execution, sorgt dafür, dass gestörte Lieferketten reaktionsfähig und resilient bleiben. (Bild: Infios)")
:quality(80)/p7i.vogel.de/wcms/13/52/13523c7f2712ff07f346d24bf20f96bf/0132214563v1.jpeg "Der hochmodern Mikrochip H200 von Nvidia ist vor allem für Rechenleistung im Rahmen der künstlichen Intelligenz begehrt. Seit einiger Zeit hat China die Einfuhr verboten. Nun hat man sich aber dazu entschlossen, dass chinesische KI-Player doch wieder zugreifen dürfen ... (Bild: Nvidia)")
:quality(80)/p7i.vogel.de/wcms/17/8f/178f2c8133306180dfa66053733fb84a/0132213069v1.jpeg "Der Meyer Werft in Papenburg ging es bis vor rund zwei Jahren nicht so gut. Doch sie wurde staatlich unterstützt. Nun winkt schon länger ein Großauftrag für Kreuzfahrtschiffe, doch die Verhandlungen ziehen sich hin. Eine neue Bürgschaft des Bundes könnte entscheident sein ... (Bild: dpa)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Werkzeuge Modulares Abstechsystem sichert stabilen Prozess
Bei Werkstücken für die Automotive-Industrie stärkt jede kleine Verbesserung des Arbeitsablaufes die Wettbewerbskraft. Unter diesem Gesichtspunkt hat ein Lohnfertiger das Abstechen von Großserienteilen mit einem modularen Abstechsystem optimiert.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5e/60/5e60d37e6177a/phorn-socialmedia-rgb-quadrat-2018-07-11.png "phorn_socialmedia_RGB_quadrat_2018-07-11.png (Hartmetall-Werkzeugfabrik Paul Horn GmbH)")
Für einen Lohnfertiger bedarf es herausragender technischer und wirtschaftlicher Leistungen, um sich wie die Rich Praezision GmbH zu einem gefragten Lieferanten für unterschiedliche Branchen zu entwickeln.
Das 1949 von Wilhelm Rich gegründete und heute von den Enkeln Gottfried und Wolfgang Rich geleitete Unternehmen beschäftigt 40 Mitarbeiter und hat sich mit zwei Produktionsstätten in Riederich, etwa 30 km südlich von Stuttgart, auf Losgrößen von 250 bis 5000 Stück bei Durchmessern von 10 bis 65 mm und auf Großserien ab 10.000 Stück mit Durchmessern von 8 bis 30 mm spezialisiert. Aber auch Prototypen und Kleinserien werden gedreht oder gefräst. So vielfältig wie das Leistungsangebot ist auch der Kundenkreis mit dem Schwerpunkt Automotive.
Kunden- und Lieferantentreue sind oberstes Gebot
Unabhängig von den Anforderungen der verschiedenen Branchen, fühlen sich die geschäftsführenden Gesellschafter bei allen Kundenkontakten der Unternehmensphilosophie des Gründers verpflichtet: Kunden- und Lieferantentreue, Qualität und Integrität. Viele Kunden nutzen das Know-how des Unternehmens Rich schon in der Produktentstehungsphase, um ihre Entwicklungen der neuesten Fertigungstechnik anzupassen und um die Werkstücke oder Baugruppen effizient produzieren und montieren zu können.
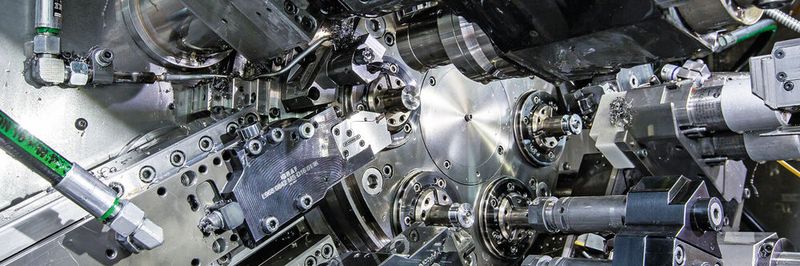
Damit sich diese Kundenwünsche vom ersten Span bis zur dokumentierten Qualität realisieren lassen, investiert die Unternehmensleitung kontinuierlich in die Qualifizierung ihrer Mitarbeiter, in den Maschinenpark, in die Logistik und die datentechnische Ausstattung. In solch einem modernen Umfeld entstehen so anspruchsvolle Serienteile wie das Werkstück aus dem Werkstoff 11SMn30 (Werkstoff-Nummer 1.0715). Es wird ab Stange, 26 mm Durchmesser, auf einem Mehrspindelautomaten Index MS32 fertig fallend produziert, danach automatisch gereinigt, gemessen, geprüft und versandbereit gelagert. Von der jährlichen Produktionsmenge, die sich innerhalb mehrerer Millionen Stück bewegt, ruft der Kunde kontinuierlich den Bedarf für zwei bis drei Wochen ab.
Komplettbearbeitung mit hoher Prozesssicherheit
Die äußere Form des Werkstücks ähnelt einem „H“, an dessen einer Außenseite sich ein kegelförmiger Ansatz befindet, an der anderen bietet ein Freistich Platz für einen kleinen Bund mit Rändelung. An der Herstellung des Drehteils sind verschiedene Horn-Werkzeuge beteiligt: Stechplatte S224 zum Vorstechen der Außenkonturen, Schneidplatte 312 zum Vorstechen der äußeren Nut, Formschneidplatte 315 zum Fertigstechen der äußeren Nut, Stechplatte S224 in Sonderausführung für den Schrägeinstich an einer Stirnseite und zum Fertigdrehen der Kontur für den Rändelbund sowie zwei Werkzeuge aus dem System Supermini zum Innenausdrehen von zwei Bohrungen mit 1 mm Durchmesser.
Nach diesen und weiteren Arbeitsgängen wird das Werkstück abgestochen. Zwecks Optimierung des letzten Arbeitsganges informierte sich der geschäftsführende Gesellschafter Wolfgang Rich unter der Maxime „prozesssichere Gesamtbearbeitung“ auch bei Horn über den neuesten Stand der Abstechsysteme. Frank Blocher, technische Beratung und Verkauf, übermittelte dazu die generellen Informationen und empfahl darauf aufbauend für den aktuellen Bedarfsfall das Stechsystem 968.
:quality(80)/images.vogel.de/vogelonline/bdb/1132500/1132596/original.jpg "Moderne und platzspendende Räumlichkeiten prägen die neue Produktionshalle. (Horn/Sauermann)")
Werkzeuge
Mit verdoppelten Kapazitäten investiert Horn in die Zukunft
(ID:44505452)
:quality(80)/p7i.vogel.de/wcms/36/a5/36a573a7846949d6266a8d14445c3a22/0124915030v1.jpeg "Zum Innenausdrehen kommt das Horn System des Typs Mini zum Einsatz. (Bild: Horn/Sauermann)")
:quality(80)/p7i.vogel.de/wcms/ac/31/ac3169a426b64beae7da0b1a490d4490/0127574112v1.jpeg "Produktiver zerspanen! Sandvik Coromant informiert hier über gleich zwei neue respektive ergänzte Zerspanungswerkzeug-Systeme. Zum einen geht es um das Frässystem Coromill MS20 (im Bild) und zum anderen um neue WSP-Geometrien für die Corocut-2-Reihe ... (Bild: Sandvik Coromant)")