
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/23/56/2356d56a43308efc5243e41ce88b91f9/0131924577v1.jpeg "Der i3 von BMW ist derzeit das einzige vollelektrische Fahrzeug, das in Leipzig gefertigt wird. Das soll sich mit der „Neuen Klasse“ grundlegend ändern. Der Sommer 2026 wird nämlich auch in dieser Hinsicht heiß ... (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/eb/70/eb70df63ef00d6deea4ae8bb1ff68a9e/0131921390v1.jpeg "Diese Innovation ist für Kunststoffverarbeiter eine wahre Unterstützung, wie Wittmann aus Kottingbrunn betont. Es handelt sich nämlich um eine vollautomatische Entleerstation für Granulatsäcke, die beim Spritzgießen Zeit und Personal spart, wie es heißt ... (Bild: Wittmann)")
:quality(80)/p7i.vogel.de/wcms/dc/dd/dcddbfca2e08c691093ac87e4fc1b755/0131909549v1.jpeg "Diesen Anblick will das EU-Parlament in Zukunft nur noch als Zwischenphase und nicht mehr als Dauerzustand. Denn eine neue Verordnung sieht vor, dass Autos bald so konstruiert sein müssen, dass ihre Einzelteile möglichst leicht ausgebaut und wiederverwendet werden können ... (Bild: Schrottking)")
:quality(80)/p7i.vogel.de/wcms/8f/71/8f71c0a271341173629fa81ba6452aea/0130721540v1.jpeg "Müller Präzisionswerkzeuge unterstützt seine Kunden mit maßgeschneiderten, Anwendungsspezifischen Werkzeugen. (Bild: Müller)")
:quality(80)/p7i.vogel.de/wcms/de/fa/default_article/default-article-image.jpeg "(Maks Lab - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/95/ad/95ad78a7cdee40141b79bf7c3c07f573/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juni. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/a3/cc/a3ccb3c7406c495d1f7606c0c99191a2/0131938886v1.jpeg "Hier wächst die Zukunft in Pforzheim bei Witzenmann, woher heute gemeldet wird, dass betriebsbedingte Kündigungen ausgeschlossen sind. Mit den Investitionen in den Standort schaffe man derzeit die Grundlage für weiteres Wachstum ... (Bild: Witzenmann)")
:quality(80)/p7i.vogel.de/wcms/21/ba/21ba9e1f1b9534385ef6b9de0a060cb1/2026-06-21t201413z-1324985408-rc2kyla72mpz-rtrmadp-3-knds-stake-5785x3252v1.jpeg "KNDS könnte schon bald seinen geplanten Börsengang umsetzen. (Bild: Reuters)")
:quality(80)/p7i.vogel.de/wcms/11/62/1162845d36a08b9a9a6145cc2b017fa8/0131936980v2.jpeg "Der Hufschmied-Firmensitz in Bobingen erzeugt jetzt Solarstrom für den Eigenbedarf. (Bild: Hufschmied Zerspanungssysteme)")
:quality(80)/p7i.vogel.de/wcms/33/3e/333e5a2037b6cefa37b7f65fea355380/0131932121v1.jpeg "19. Deutscher Nachhaltigkeitspreis 2026: Der Award für die Sieger. (Bild: Frank Fendler)")
:quality(80)/p7i.vogel.de/wcms/97/01/97015f70c42d072a6565e69e77583666/0131926870v1.jpeg "Der Bau von Batteriespeichern in Deutschland hat immensen Rückenwind. Sie werden derzeit auch gerne in Kombination mit Solarfeldern installiert. Doch es gibt Zweifel, ob das alles so bleibt, wenn nichts aus der Politik geschieht ... (Bild: Baywa)")
:quality(80)/p7i.vogel.de/wcms/82/51/82514901a24d9c664949c0e3ffce92ec/0131917319v1.jpeg "Europas Luftraum soll sicherer werden. Das haben Schaeffler aus Herzogenaurach und der französische Drohnenhersteller Delair beschlossen. Schaeffler unterstützt nun dabei, die Produktion – etwa der Drohne Damoclès – zu steigern ... (Bild: Delair)")
:quality(80)/p7i.vogel.de/wcms/31/1a/311abc477d406c1032497e1c8c2965ce/0131916239v2.jpeg "Mit seiner großen Fertigungstiefe – Estun-Roboter werden von Estun-Robotern montiert – hat das Unternehmen viel Know-how aufgebaut, das nun den Kunden zugutekommt. (Bild: Estun)")
:quality(80)/p7i.vogel.de/wcms/a2/95/a295a6d4093f0a8debf434b3d4c0e27a/0131910177v2.jpeg "Klarheit, zum Beispiel in der Benennung der einzelnen Werkzeuge, bildet das Fundament für effiziente digitale Prozesse. (Bild: Evomecs)")
:quality(80)/p7i.vogel.de/wcms/93/1a/931a35db6d90693283049b840dcacd2b/st-hannover-149-6048x3400v1.jpeg "Der fachliche Austausch zwischen Besucher und Aussteller ist das, was die Schraubtec ausmacht. (Bild: PHOTOVISION-DH GmbH)")
:quality(80)/p7i.vogel.de/wcms/f4/d1/f4d14007945fdcf4ac422809a5766a63/0131905509v1.jpeg "Heute geht die Pariser Rüstungsmesse Eurosatory zu Ende. Ein Thema des Events waren auch autonome Kampfsysteme, wie sie etwa Renk mit Patria aus Finnland (Bild) entwickelt. KI-gestützte Waffensysteme seien demnach nötig, aber nicht unumstritten ... (Bild: Patria)")
:quality(80)/p7i.vogel.de/wcms/5f/21/5f211f0f65dc165eff24c7976c56fc88/0131850167v4.jpeg "Um die Fertigung schneller, robuster und flexibler zu machen, muss die Produktion IT-orientierter gestaltet werden. Dafür braucht es auch virtuelle Steuerungen. (Bild: Audi AG)")
:quality(80)/p7i.vogel.de/wcms/be/1e/be1ea4229cfe18bb3d40d1357c1b3822/0131921369v1.jpeg "Blick in ein modernes Rechenzentrum. Der Bau solcher Anlagen boomt derzeit wegen des digitalen Wandels und der zunehmenden Nutzung von künstlicher Intelligenz. Leider fressen sie Strom und brauchen viel Wasser. Ein Umfrage zeigt, wie Deutschland zu Neubauten steht ... (Bild: Buggaggio)")
:quality(80)/p7i.vogel.de/wcms/cd/87/cd8792a414cafa73b91d72bba9d7f501/0131889919v2.jpeg "Einer der Chefentwickler von Googles KI-Modell Gemini wechselt zum Konkurrenten OpenAI. (Bild: REUTERS)")
:quality(80)/p7i.vogel.de/wcms/55/17/5517ae14e3157d81ad58ee2a30ce35d9/0131874410v1.jpeg "Die EU-Kommission hat mal wieder geschaut, wie es mit der digitalen Umwandlung in der Gemeinschaft aussieht. Leider stellt sie Deutschland kein gutes Zeugnis aus, obwohl die Bundesrepublik nicht zu verachtende Stärken besitzt ... (Bild: Flaggiro)")
:quality(80)/p7i.vogel.de/wcms/3c/62/3c62a11a173b7553d36b0d4537644e6a/0131917536v1.jpeg "Mithilfe dieser MID-Experimentierstation bei European XFEL wurden neue Erkenntnisse zur Entstehung von Schwingungen in Materialmischsystemen aus Kupfer und Platin gewonnen. In der Mitte der dafür verwendete Detektor AGIPD 1M. Und hier wird erklärt, was gemacht wurde ... (Bild: European XFEL / A. Heimken)")
:quality(80)/p7i.vogel.de/wcms/2a/99/2a990ef52bef1ac9e86d41f0732b04a9/0131905617v2.jpeg "Entlassungen bei Evonik! Der Spezialchemiekonzern greift im Rahmen seiner Umbaustrategie auch auf den Stellenabbau zurück. Bis Ende des Jahres sollen rund 3.000 Jobs wegfallen und ab 2027 stehen nochmals ähnlich viele auf der Kippe ... (Bild: Evonik)")
:quality(80)/p7i.vogel.de/wcms/17/e2/17e2f24b6749bce97071a0cf24070dc5/0131840217v1.jpeg "Das Elon-Musk-Weltraumunternehmen Spacex bläst zur Aufholjadg mit Blick auf seine beiden Konkurrenten, wenn es um die Entwicklung generativer KI-Werkzeuge geht. Dafür hat man jetzt kräftig in die Tasche gegriffen und kauft mal eben Cursor. (Bild: Spacex)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/ba/38/ba38a99b986b291ca06addbf02de42ac/0131948694v2.jpeg "Das Bio-Schmierspray WD-40 Specialist ist für Werkstätten und leichte Industrieanwendungen geeignet. (Bild: WD-40 Company)")
:quality(80)/p7i.vogel.de/wcms/39/26/3926217e860863aa1db76eacc8009b8d/0131921487v1.jpeg "Wenn es nach Katherina Reiche und deutschen Investoren geht, dann sollte man die bereits guten Handelsbeziehungen zur Türkei weiter ausbauen. Darüber wurde jetzt in Ankara geredet ... (Bild: T. Ögbü)")
:quality(80)/p7i.vogel.de/wcms/5f/3b/5f3b32dd2d205bf439e5eb8a965622c4/0131921474v1.jpeg "Die EU-Kommission ist der Meinung, dass man neue Mittel entwickeln muss, welche die Abhängigkeit der Union von kritischen Rohstoffen aus China minimieren helfen. Genaues weiß man aber nicht, wie es so schön heißt ... (Bild: EU)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
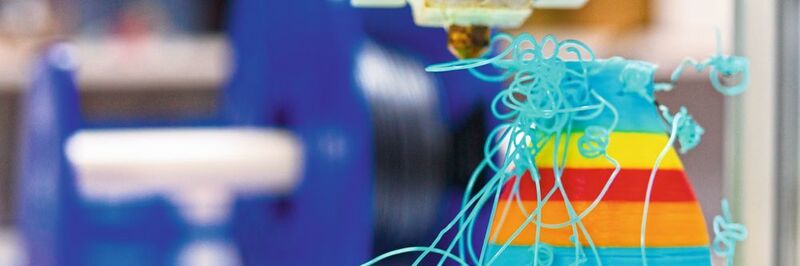
3D-Kunststoffdruck Sechs typische Probleme und wie diese gelöst werden
Auch bei erfahrenen Anwendern kommt das FFF-Bauteil nicht immer so aus dem 3D-Drucker wie geplant. Hage3D hat die typischen Fehler in der Additiven Fertigung und wie man sie beheben kann zusammengefasst.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/121500/121532/65.jpg "logo_urma.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/67/f3/67f39aa18b085/lqlpkgratutn1f-nbolnbokweyrspu73okuhv0kt0fkraa-1250-1250.png "lqlpkgratutn1f-nbolnbokweyrspu73okuhv0kt0fkraa-1250-1250 (shining3d)")
Probleme bei der ersten Schicht (engl. first-layer quality)
Ein häufiger Fehler in der Werkstoffextrusion ist der inkorrekte Abstand der Düsenspitze zum Druckbett während die erste Schicht gedruckt wird. Ist die Düse zu nahe am Druckbett, ergibt sich ein zu hoher Werkzeuggegendruck und es findet keine Extrusion statt (Düsenverschluss), ist die Düse zu weit weg, ergibt sich eine unzureichende Erstschichthaftung. Der Werkzeugnullpunkt (= Düsenspitze) muss bei temperierter Düse und Z = 0 mm das ebenfalls temperierte Druckbett (= Werkstücknullpunkt) berühren. Dies zu bewerkstelligen ist Aufgabe des „Abnullens“ vor Druckbeginn. Es kann aber auch sein, dass trotz korrektem Düsenabstand keine Erstschichthaftung erreicht wird. Dies ist dann auf die fehlende Kompatibilität zwischen Werkstoff und Druckbett zurückzuführen. Für eine gute Adhäsion werden als Universal-Druckbettwerkstoff Polyetherimid (PEI) und eine Druckbettheizung empfohlen.
Zu viel oder zu wenig Kunststoff: Über- oder Unterextrusion (engl. over-/under-extrusion)
Eine typische Überextrusion entsteht, wenn im Verhältnis zum benötigten Schichtvolumen ein zu großer Volumenstrom gedruckt wurde. Es wird zu viel Material ausgedruckt, das Bauteil wird überladen. Das Gegenteil ist eine Unterextrusion, die zu fehlender Schichthaftung oder nicht geschlossenen Flächen führt. Abhilfe schaffen ein korrekt eingestellter Extrusionsmultiplikator, ein gut justierter Fördermechanismus und geringe Filamentdurchmesser-Toleranzen.
Schichten lösen sich ab: Delaminationen (engl. splitting)
Bei der Werkstoffextrusion wird das Bauteil Schicht für Schicht aufgebaut. Geschieht dies bei zu geringen Drucktemperaturen oder zu großer Schichthöhe bezogen auf den Düsendurchmesser, kann es zu Delaminationen kommen. Empfohlen wird ein Schichthöhe-Düsendurchmesser-Verhältnis von 0,5 und eine Drucktemperatur im oberen Bereich des Filament-Datenblattwertes.
Lokale Überhitzungen (engl. overheating)
Lokale Überhitzungen treten dann auf, wenn der Wärmeeintrag zu groß oder die Abkühlzeit zu kurz ist, um den Kunststoff geometriegerecht erstarren zu lassen. Dies geschieht oft bei hoher Auflösung oder kleinen Geometriedetails, bei denen die heiße Düse über längere Zeit lokal begrenzt verfährt. Abhilfe schaffen eine Verringerung der Drucktemperatur, eine Drosselung der Druckgeschwindigkeit und eine aktivierte Bauteilkühlung. Die Bauteilkühlung stellt über eine erzwungene Konvektion eine ausreichende Wärmeabfuhr sicher.
Verzug (engl. warpage)
Ein Verzug des Bauteils entsteht durch Abkühlspannungen aufgrund lokal unterschiedlicher thermischer Verhältnisse im Bauteil während des Druckprozesses. Gerade große Bauteile inklusive inhomogener Massenverteilungen, aber auch manche Kunststoffe wie Polypropylen oder Polycarbonat neigen zu deutlichem Verzug. Die Lösung liegt entweder in der Herstellung geringer Temperaturgradienten im Bauteil während des Druckprozesses (hohe Druckbetttemperatur beziehungsweise Bauraumtemperierung) oder im „Niederspannen“ des Bauteils durch gute Druckbetthaftung.
Fädenziehen (engl. stringing, oozing)
Das Fädenziehen zwischen unterschiedlichen Bauteilelementen entsteht typischerweise, wenn die inaktive, aber heiße Düse zu einem neuen Ansatzpunkt fährt und es dabei zu einem Nachfließen der Kunststoffschmelze kommt. Abhilfe schafft hier eine Druckentlastung der inaktiven Düse durch einen Dekompressionshub des Filaments, auch Retraktion des Filaments genannt. Zudem kann die Schmelzeviskosität verringert werden, indem die Drucktemperatur gesenkt wird. Eine weitere Lösung ist das sogenannte coasting, hier wird am Schichtende mit reduziertem Volumenstrom gefahren. Oder am Schichtende wird die Düse ausgestrichen und gleichzeitig ein Dekompressionshub durchgeführt (wiping). Ein Nachteil des Wipings besteht darin, dass sich die Druckzeit verlängert.
- Wie erfolgt bei Ihnen die Nachbearbeitung additiv gefertigter Bauteile?
- Welcher Nachbearbeitungsschritt erfordert den höchsten Aufwand?
- Was haben Sie bisher unternommen, um den Nachbearbeitungsaufwand zu senken?
- Was planen Sie in näherer Zukunft, um den Nachbearbeitungsaufwand zu senken?
- Welche Möglichkeiten zur Nachbearbeitung additiv gefertigter Bauteile vermissen Sie bei den aktuell erhältlichen Maschinen und Verfahren?
Mehr zum Thema additive Fertigung finden Sie auf unserer Partnerplattform Mission Additive.
* Matthias Katschnig ist F&E-Leiter von Hage3D in 8020 Graz (Österreich), Tel. (00 43-6 64) 8 34 93 94, m.katschnig@hage3d.com
(ID:45906644)
:quality(80)/p7i.vogel.de/wcms/6a/3a/6a3ad191d3c4cb66c29ada050e3df12e/0129243332v1.jpeg "Mit Iglidur i190PF hat Igus nun einen echten Kraftmeier im Bereich der per 3D-Druck verarbeitbaren Kunststofffilamente zu bieten. Das Polymer überzeuge durch seine PTFE-Freiheit und die überraschend guten Verschleißeigenschaften ... (Bild: Igus)")
:quality(80)/p7i.vogel.de/wcms/76/09/7609700de1bcbcc086c10b944cd0b797/0125416793v1.jpeg "Im Labor wird ein komplexes medizinisches Modell mittels 3D-Druckverfahren erstellt, das eine präzise Nachbildung menschlicher Anatomie ermöglicht. (Bild: © DBFilms - stock.adobe.com)")