
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/49/6b/496b684e7247b9dd983260cabaefbf74/0132348702v1.jpeg "Mit seinen Anlagenlösungen für die Serienproduktion von Drohnenkomponenten und elektrischen Antriebssystemen unterstützt Grob Hersteller auf dem Weg von der Prototypenfertigung zur industriellen Serienproduktion. (Bild: Grob-Werke)")
:quality(80)/p7i.vogel.de/wcms/2b/57/2b57d885bba90d524deab9bbe02b51fd/0132339409v1.jpeg "So sieht das CMT-Schweißen mit der WAAM-Roboteranlage von Alotec aus der Entfernung aus. Weil gleich zwei Schweißsysteme genutzt werden können, klappt die additive Fertigung von Metallteilen besonders wirtschaftlich. (Bild: Alotec Dresden)")
:quality(80)/p7i.vogel.de/wcms/f6/79/f679edc19d000ff66600353b8cdf4872/0132335933v1.jpeg "Betram Brossardt, Hauptgeschäftsführer der Verbände Bayme und VBM, hat im Rahmen einer Pressekonferenz in München ein düsteres Bild der Lage in der bayerischen Metall- und Elektrobranche zeichnen müssen ... (Bild: VBW)")
:quality(80)/p7i.vogel.de/wcms/93/20/9320ac913e916ef63aecabd45706ab11/0132332593v1.jpeg "Der Verkauf von Autos liegt schon länger unter dem Niveau der Möglichkeiten. Das gilt weltweit für viele Hersteller, wie eine Analyse des CAM offenbart. Lesen Sie hier, wem es vergleichsweise gutgeht und wem eher nicht ... (Bild: Imaxx)")
:quality(80)/p7i.vogel.de/wcms/5f/c4/5fc4adeecbc45558d72abb48d2797fbb/0132347925v1.jpeg "Der Bundeskanzler Friedrich Merz wurde gefragt, was er von dem Trend hält, dass chinesische Autohersteller Wege suchen, um in Europa respektive Deutschland zu produzieren. Für Merz sei das aber keine Frage, die die Politik zu beantworten habe ... (Bild: CDU)")
:quality(80)/p7i.vogel.de/wcms/85/76/8576887769c021b2cd20dfdc2245e43e/0113143253v7.jpeg "In unserem China Market Insider versorgen wir Sie regelmäßig mit relevanten Informationen direkt aus China. (Bild: © Eisenhans - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/cc/f5/ccf54924e6bb3d01c34a4d89118daf6a/0132337981v1.jpeg "Das zweite Quartal 2026 war für den Chemiegiganten BASF erfreulicher als erwartet. Nun traut man sich, die Prognosen für das ganze Jahr anzuheben ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/5d/dc/5ddcc4ea86fd70be99593f2a3aa8bd72/fu-c3-9fball-wm-2026-ki-1364x768v1.jpeg "Die Fußball-Weltmeisterschaft 2026 läuft noch bis zum 19. Juli. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/06/ad/06ad98b9ae27ff384b43ccb85eae6094/0132322161v2.jpeg "Daniel Reichert, Leiter der Initiative Lean & Green und Director Team Industrial Excellence der T&O Group. (Bild: T&O Group)")
:quality(80)/p7i.vogel.de/wcms/22/9e/229e5544145e0ba8b4a33e1658c33185/0132311387v1.jpeg "An diesen Masten flatterte bis jetzt die Aufschrift Siemens Energy. Nun kam es zur Umbenennung der Siemens-Tochter in Omterra. Lesen Sie ... (Bild: Omterra)")
:quality(80)/p7i.vogel.de/wcms/03/32/0332310fb7b992211d08f8b303a7a2e8/0132310706v1.jpeg "Das Grundwasser im Bereich der Tesla-Fabrik in Grünheide bei Berlin (Symbolbild) ist nach offiziellen Berichten von den Betriebsabläufen nicht gefährdet ... (Bild: GWAT)")
:quality(80)/p7i.vogel.de/wcms/ab/e5/abe5cb3b4e5593a61600d10c97a297dd/0132288370v1.jpeg "Textilreste, wie diese, stammen nicht nur aus der Altkleidersammlung, sondern sammeln sich auch bei der Möbelproduktion an. Doch viel davon wird entsorgt oder thermisch verwertet. Dass das nicht sein muss, hat ein Team aus Forschung und Industrie jetzt in einem Projekt bewiesen ... (Bild: Wertstoffhof Delitzsch)")
:quality(80)/p7i.vogel.de/wcms/da/c3/dac39bd3a810d25daa5b088f11ac6e99/0132326493v2.jpeg "Mit der neuen Cobot-Familie PoWa schließt ABB Robotics die Lücke zwischen klassischen Cobots und herkömmlichen Industrierobotern. (Bild: ABB Robotics)")
:quality(80)/p7i.vogel.de/wcms/48/26/4826b3cdd0dc010ec1336082fdaa5489/0132308096v1.jpeg "Und was die Batteriefertigung angeht, so kann Schmalz den Magnetgreifer SGM-SV-BY anbieten, der etwa Rundzellen im Rahmen von schnellen Handhabungsprozessen sicher packt. (Bild: J. Schmalz)")
:quality(80)/p7i.vogel.de/wcms/8f/a0/8fa001f5ec8ab3253bdd6718fc49f0d6/0132296234v1.jpeg "KI für Europa! Trumpf informiert, dass man nun Partner des KI-Netzwerkes IPAI aus Heilbronn ist. Die Ditzinger bringen nicht zuletzt praxisgerechte KI-Erfahrung mit, wie etwa den Sortmaster Vision in Kombination mit dem Sortmaster Station, was hier zu sehen ist. Hier mehr dazu ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/55/70/55709612974ffb9d6de4d750bf2b0ab2/0132332572v1.jpeg "Trumpf aus Ditzingen gibt bekannt, dass man den US-amerikanischen Biege- und Stanzwerkzeughersteller Mate Precision Technologies übernommen hat. Lesen Sie hier, wofür dieser Schritt gut sein soll ... (Bild: Trumpf)")
:quality(80)/p7i.vogel.de/wcms/1a/9a/1a9a8dc89df99da98a87c730ad966a91/0132320959v2.jpeg "Die Schaeffler-Zentrale im fränkischen Herzogenaurach. (Bild: Schaeffler)")
:quality(80)/p7i.vogel.de/wcms/55/55/55555da0cfafdb8a4d7a449f04411577/0132308449v1.jpeg "Mit Solidworks Flow Simulation optimieren Ingenieure die Flugeigenschaften moderner Bälle. (Bild: Dassault Systèmes)")
:quality(80)/p7i.vogel.de/wcms/a5/37/a53718d2643452cab437e74bb716954c/0132282863v2.jpeg "Software wird für Werkzeugmaschinenhersteller und Unternehmen aus der Metallbearbeitung immer wichtiger. (Bild: © Lee - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/fe/3e/fe3edd05d14a6201d496db31732ff5e3/0132283322v1.jpeg "Bosch hat eine Finanzspritze von der Trump-Regierung erhalten, um eine Chipfabrik in Kalifornien zu pushen. Der deutsche Konzern will aber viele Milliarden in die Hand nehmen, um in den Vereinigten Staaten die Zukunft zu sichern ... (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/09/7e/097e91d2162c600ab69190f7cc698027/0132285841v1.jpeg "Erstaunliche Winzlinge! Auf dieser per KI bearbeiteten Illustration sieht man, wie ein Bakterium verschiedene Nanopartikel in seiner Zellmembran eingelagert hat. Die gute Nachricht ist, dass Mikroben so selbst uranverseuchte Milieus sozusagen dekontaminieren können. Hier mehr dazu ... (Bild: HZDR / J. Raff)")
:quality(80)/p7i.vogel.de/wcms/6a/4f/6a4fff33e0bb68336620ee83d444028e/0132334250v1.jpeg "Schwere Zeiten herrschen beim Autozulieferer Albert Weber. Für diverse Standorte suchte man Investoren. Für vier davon sieht es jetzt nicht schlecht aus. Bei drei verbleibenden, wie etwa hier in Neuenbürg, bleibt zu Zukunft fraglich. Vor allem Magdeburg sei gefährdet ... (Bild: Albert-Weber-Gruppe)")
:quality(80)/p7i.vogel.de/wcms/87/ed/87edd486167902dbbc37719bb4dc636f/0132328015v1.jpeg "(Bild: Facturee)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/8a/86/8a86c5fdfb401cf9fe963f1877f49247/0132268400v1.jpeg "Größtes Mercedes-Benz-Werk! Der Stuttgarter Autobauer hat sein Werk im ungarischen Kecskemet mithilfe von rund einer Milliarde Euro aufgepeppt. Die Strategie von Ola Källenius soll aufgehen, weil in Ungarn die Produktionskosten drastisch unter denen in Deutschland liegen. (Bild: Mercedes-Benz)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Drehen Werkstoffe beeinflussen Spanbildung bei hohen Schnittgeschwindigkeiten
Die Spanbildung und die Abhängigkeit der Prozesskräfte von der Schnittgeschwindigkeit werden stark durch den Werkstoff und den Wärmebehandlungszustand des Werkstücks beeinflusst. Außer thermischen und mechanischen Werkstoffeigenschaften entscheiden die Mikrostruktur und die chemische Zusammensetzung des Werkstoffs, ob eine Spansegmentierung bei hohen Schnittgeschwindigkeiten einsetzt.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/31200/31245/65.jpg "Schages_Logo_2013.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56100/56125/65.jpg "Trivid_Logo_easy-video-creation_254pixel.jpg ()")
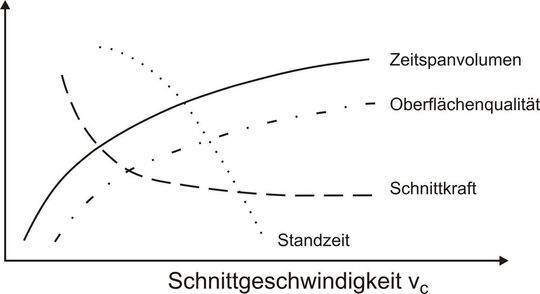
Die Hochgeschwindigkeitszerspanung (HSC) zeichnet sich im Vergleich zur konventionellen Zerspanung durch hohe Schnittgeschwindigkeiten sowie durch ein hohes Zeitspanvolumen aus. Mit steigender Schnittgeschwindigkeit ist für viele Werkstoffe ein Absinken der Schnittkraft zu beobachten (Bild 1) .
HSC-Definition hängt vom Werkstoff ab
Die Grenzschnittgeschwindigkeit, ab der HSC-Bedingungen vorliegen, ist in der Literatur nicht einheitlich definiert. Für einzelne Werkstoffgruppen existieren jedoch Angaben in Form von Schnittgeschwindigkeitsbereichen, die auf Erfahrungswerten basieren [1].
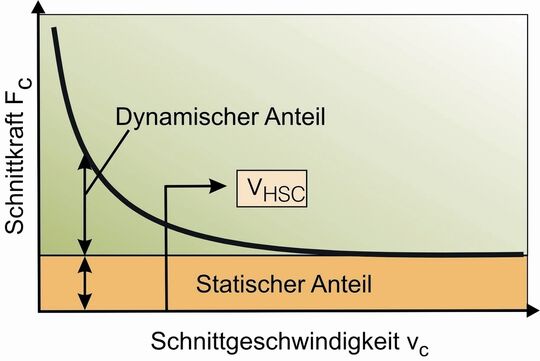
Ein mathematischer Ansatz, der das Absinken der Schnittkraft in Abhängigkeit von der Schnittgeschwindigkeit beschreibt, kann genutzt werden, um die Grenzschnittgeschwindigkeit vHSC zu berechnen, ab der Hochgeschwindigkeitsbedingungen vorliegen [2]. Danach setzt sich die Schnittkraft aus einem konstanten, geschwindigkeitsunabhängigen Anteil und einem mit steigender Schnittgeschwindigkeit exponentiell sinkenden Anteil zusammen. Per Definition ist die Grenzschnittgeschwindigkeit erreicht, wenn der dynamische Anteil der Schnittkraft auf 14% seines Ursprungswertes gefallen ist (Bild 2).
Spanbildung ändert sich bei einigen Werkstoffen
Außer einem Absinken der Schnittkraft mit zunehmender Schnittgeschwindigkeit kann bei einigen Werkstoffen auch eine Änderung der Spanbildung von Fließ- zu Segmentspänen beobachtet werden. In der Literatur sind zwei unterschiedliche Erklärungsmodelle für die Entstehung von Segmentspänen verbreitet:
- Durch den Anstieg der Schnittgeschwindigkeit erhöht sich die Formänderungsgeschwindigkeit sowie die in der Wirkzone in Form von Wärme umgesetzte Leistung [3]. Das erste Modell basiert auf der Annahme, dass es, infolge eines Ungleichgewichts zwischen Wärmeerzeugung und Wärmeabtransport, zu einem Wärmestau in der Scherebene kommt (thermisches Modell), der zu einem thermischen Versagen des Werkstoffs führen kann [4]. Dieses als adiabate Scherung benannte Phänomen tritt bevorzugt bei Werkstoffen mit geringer Temperaturleitfähigkeit auf [5].
- Das zweite (mechanische) Erklärungsmodell stammt aus der Hartbearbeitung und geht von einer zyklischen Rissbildung an der Oberfläche vor der Scherebene in Folge hoher Druckspannungen während der Zerspanung aus [6 und 7]. An der Schneidkante plastisch verformtes Material bildet ein Band, das die einzelnen Spansegmente zusammenhält.
Einfluss der Werkstoffeigenschaften auf die Spanbildung untersucht
An der Universität Bremen wurden Untersuchungen durchgeführt, deren Ziel es war, den Einfluss der mechanischen, thermischen und strukturellen Werkstoffeigenschaften auf die Spanbildung und auf die Abhängigkeit der Prozesskräfte von der Schnittgeschwindigkeit unter Hochgeschwindigkeitsbedingungen beim Außenrundlängsdrehen zu untersuchen. Die unterschiedlichen Werkstoffeigenschaften wurden durch die Wahl von verschiedenen Werkstoffen sowie durch gezielte Wärmebehandlungen realisiert.
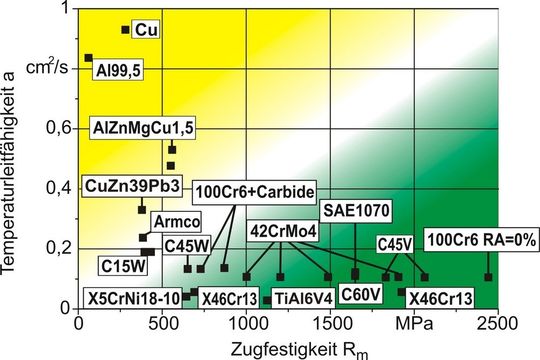
In Bild 3 sind die untersuchten Werkstoffe mit ihren für die Spanbildung wichtigen thermischen (Temperaturleitfähigkeit) und mechanischen (Zugfestigkeit bei Raumtemperatur) Eigenschaften dargestellt. Entsprechend dem mechanischen und thermischen Erklärungsmodell zur Entstehung von Segmentspänen kann davon ausgegangen werden, dass Werkstoffe mit hoher Temperaturleitfähigkeit und geringer Zugfestigkeit eher zur Bildung von Fließspänen (Bereich über der Diagonalen in Bild 3) und Werkstoffe mit geringer Temperaturleitfähigkeit und hoher Zugfestigkeit eher zur Bildung von Segmentspänen (Bereich unter der Diagonalen in Bild 3) neigen.
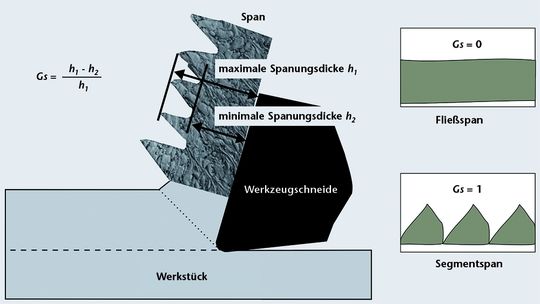
Zur Charakterisierung der Spanart wurde der Segmentierungsgrad Gs eingeführt, der den vorliegenden Span im Schliffbild nach dem Verhältnis der minimalen zur maximalen Spanungsdicke bewertet (Bild 3). Die Schliffbilder wurden von Spänen angefertigt, die mit Schnittgeschwindigkeiten erzeugt wurden, die größer als die Grenzschnittgeschwindigkeit vHSC waren. Für Fließspäne ist der Segmentierungsgrad gleich null, für einen vollständig segmentierten Span gleich eins.
Vergütungszustand der Werkstoffe beeinflusst Spanbildung
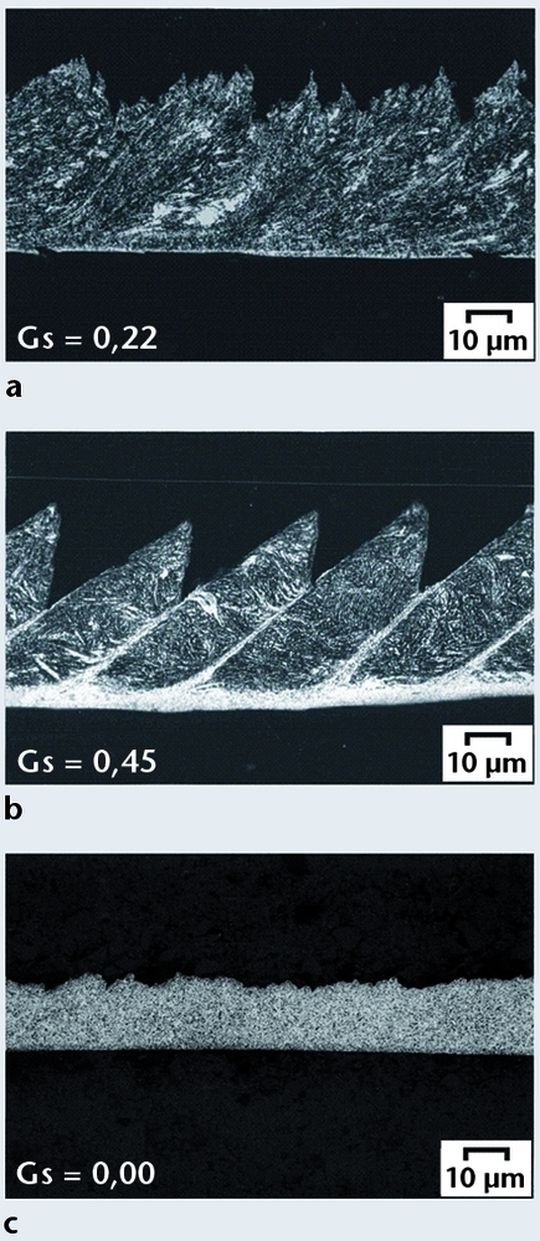
Aus dem breiten Spektrum der untersuchten Werkstoffe zeigt Bild 5 exemplarisch, anhand von Spanschliffen an 42CrMo4 und Reinkupfer, unterschiedliche Spanarten, die bei der Hochgeschwindigkeitszerspanung auftreten können. Zur Vergleichbarkeit der Ergebnisse wurde in beiden Fällen eine CBN-Schneide mit negativem Spanwinkel eingesetzt.
Deutlich erkennbar ist der Einfluss des Vergütungszustands beim Werkstoff 42CrMo4. Für eine Härte von 33 HRC liegt praktisch keine Spansegmentierung vor. Der geringe Wert von Gs = 0,22 ist auf Ausfransungen an der Oberseite des Spanes zurückzuführen. Bei einer Festigkeit von 54 HRC steigt der Segmentierungsgrad bis auf einen Wert von Gs = 0,45 an.
Die Bilder der Spanschliffe geben jedoch nicht preis, worauf die Spansegmentierung zurückzuführen ist: adiabate Scherung (thermische Ursache) oder zyklische Rissentstehung (mechanische Ursache). Geht man davon aus, dass sich durch die höhere Vergütungsfestigkeit die Temperaturleitfähigkeit nur gering ändert, so kann man folgern, dass die Segmentspanbildung auf eine kontinuierliche Entstehung von Rissen im Vorlaufbereich der Scherzone zurückzuführen ist.
Zerspanung von Kupfer erzeugt Fließspäne
Kupfer zeichnet sich durch eine hohe Duktilität bei gleichzeitig hoher Temperaturleitfähigkeit aus. Aufgrund dessen ist für diesen Werkstoff auch keine Segmentspanbildung zu erwarten, was die Untersuchungsergebnisse bis zu einer Schnittgeschwindigkeit von vc = 5500 m/min bestätigen. Das Schliffbild (Bild 5c) zeigt einen durch kontinuierliche Umformung entstandenen Fließspan.
Andere Werkstoffe, wie beispielsweise die Aluminiumknetlegierung AlZnMgCu1,5 und das Automaten-Messing CuZn39Pb3, zeigen mikrostrukturelle beziehungsweise chemische Einflüsse auf die Spanbildung. Im Falle der Aluminiumknetlegierung wurden unterschiedliche Auslagerungszustände untersucht (maximal ausgehärtet, unteraltert).
Lediglich bei der unteralterten Variante war eine Segmentierung von Spänen zu beobachten. Dies wird auf kohärente Ausscheidungen zurückgeführt, die die Versetzungsbewegung beim Umformprozess in der Scherzone behindern. Beim Messing hat wahrscheinlich die spanbrechende Wirkung von Blei die Bildung segmentierter Späne zur Folge.
Scherwinkel mit hohem Einfluss auf die Zerspankraft
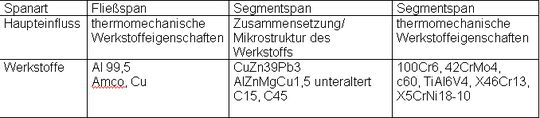
Ein Absinken der Zerspankraft mit zunehmender Schnittgeschwindigkeit ist für einen Großteil der Werkstoffe zu beobachten (Tabelle). Jedoch zeigen die Ergebnisse, dass dies nicht allein auf die Spanbildungsmechanismen zurückzuführen ist. Sie weisen vielmehr darauf hin, dass vor allem die Erhöhung des Scherwinkels, das heißt die Abnahme der Spanstauchung, dafür verantwortlich ist. Für den Großteil der Stähle, die segmentierte Späne bei der HSC-Bearbeitung aufgrund ihrer thermisch-mechanischen Eigenschaften ausbilden, ist dies der Fall.
Auch für die untersuchten Reinwerkstoffe Aluminium, Kupfer, Armco (Reineisen) wurde eine signifikante Abnahme der Zerspankraft mit zunehmender Schnittgeschwindigkeit beobachtet. Bei diesen Werkstoffen lagen im untersuchten Schnittgeschwindigkeitsbereich ausschließlich Fließspäne vor, was auf die hohe Temperaturleitfähigkeit (Aluminium, Kupfer) und/oder die niedrige Zugfestigkeit der Werkstoffe (Aluminium, Kupfer/Armco) zurückgeführt wird. Bei den Werkstoffen, die segmentierte Späne aufgrund ihrer chemischen Zusammensetzung oder Mikrostruktur ausbilden, ist nur eine geringe Abhängigkeit der Zerspankraft von der Schnittgeschwindigkeit zu beobachten.
Segmentierung der Späne belastet Werkzeugschneide
In der Hochgeschwindigkeitsbearbeitung ist, abhängig vom verwendeten Werkstoff und dessen Wärmebehandlungszustand, eine Segmentierung von Spänen zu beobachten. Außer den mechanischen und thermischen Werkstoffeigenschaften spielen dabei die chemische und mikrostrukturelle Zusammensetzung eine wesentliche Rolle.
Diese Erkenntnis ist insbesondere bei der Auslegung von Zerspanwerkzeugen für die HSC-Bearbeitung zu beachten, weil die Segmentierung eine zyklische Belastung für die Schneide darstellt und eine verkürzte Werkzeugstandzeit zur Folge haben kann. Ob ein Absinken der Zerspankraft auftritt, ist ebenfalls vom Werkstoff abhängig. In der industriellen Praxis muss deshalb nicht notwendigerweise mit hohen Schnittgeschwindigkeiten gearbeitet werden, um geringere Prozesskräfte und damit kleinere Formabweichungen zu erzielen.
Das Phänomen einer sinkenden Zerspankraft mit zunehmender Schnittgeschwindigkeit wird derzeit in einem durch die DFG geförderten Anschlussvorhaben genutzt, um Formabweichungen bei der spanenden Bearbeitung von Werkstücken aus 100Cr6 mit geringen Wandstärken zu minimieren. Insbesondere müssen dabei auch die Verformungen durch das Einbringen und Abtragen von Zerspaneigenspannungen berücksichtigt werden.
Dipl.-Phys. Jens Sölter und Dipl.-Wirtsch.-Ing. Griet Reucher sind wissenschaftliche Mitarbeiter am IWT – Stiftung Institut für Werkstofftechnik, Hauptabteilung Fertigungstechnik, in 28359 Bremen, Tel. (04 21) 2 18-54 87, soelter@iwt.uni-bremen.de. Die Forschungsarbeiten wurden unterstützt von der Deutschen Forschungsgemeinschaft (DFG).
Literatur:
[1] Schulz, H.: Hochgeschwindigkeitsbearbeitung – High-Speed Machining. München, Wien: Carl Hanser Verlag 1996.
[2] Tönshoff, H.-K., F. Hollmann: Hochgeschwindigkeitsspanen metallischer Werkstoffe. Weinheim: Wiley-VCH-Verlag 2005.
[3] Klocke, F.: Hochgeschwindigkeitsbearbeitung ändert die Spanbildung. VDI-Z 1999/3/4, S. 30-34.
[4] Winkler, H., H. K. Tönshoff: Werkstoff-Fließeigenschaften beeinflussen adiabate Scherung. Maschinenmarkt 1984/17, S. 335-338.
[5] Schmidt, W.: Theoretisch-physikalischer Beitrag zur Hochgeschwindigkeitszerspanung mit definierter Schneide. Dissertation Universität Kassel 1990.
[6] Nakayama, K.: The Formation of Saw-toothed Chip Metal Cutting. Tokyo: Proceedings of the International Conference on Production Engineering 1974, S. 572-577.
[7] Ackerschott, G.: Grundlagen der Zerspanung einsatzgehärteter Stähle mit bestimmter Schneide. Dissertation RWTH Aachen 1991.
Artikelfiles und Artikellinks
Link: Wirrspäne vermeiden
(ID:223932)
:quality(80)/p7i.vogel.de/wcms/ec/ac/ecacc5dcc7d244868f31a90135b8f258/0130431739v1.jpeg "0130431739v1 (Bild: Henkel)")
:quality(80)/p7i.vogel.de/wcms/06/4d/064dd1ee8b4d56fef112b0812d9193b1/0127357934v4.jpeg "Bild 2: Der experimentelle Aufbau mit integrierter Hochgeschwindigkeitskamera für das Drehen von Titan ohne Sauerstoff im Arbeitsraum der Maschine. (Bild: IFW)")