
:quality(80)/p7i.vogel.de/wcms/dc/f8/dcf855c07b0fdd1117eba0192b11a69c/0130163394v2.jpeg "Am 11. Juni 2026 findet in der Karlsruher Forschungsfabrik der AI Integrated Production Summit statt. (Bild: MM Maschinenmarkt)")
:quality(80)/p7i.vogel.de/wcms/78/76/7876bfdb44623f549a6d03b084576adb/0130015902v2.jpeg "KI gewinnt 2026 in der Fertigung an Bedeutung. (Bild: © miss irine - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ae/42/ae42d571030951d07d6123ff2f60d20b/0130022507v2.jpeg "Daten entstehen überall, sind meist jedoch unstrukturiert verfügbar. KI-Agenten können auf sie zugreifen und sie in einen Kontext stellen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/fe/01/fe0191223d6cfe28be5b3b3c85277db5/0129579847v4.jpeg "Führen Maschinen irgendwann Menschen? (Bild: ChatGPT)")
:quality(80)/p7i.vogel.de/wcms/e6/3f/e63f1e42cd98a17e7d3f16e1a8dcfa4f/0131625925v1.jpeg "Bestellungen bei Maschinenbauern stagnieren. (Bild: © Tanayut - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/3c/24/3c247c726863e5fa56090ec90082cc8f/0131625943v1.jpeg "Von Nagel aus Nürtingen stammt diese neuartige Honmaschine. Sie nennt sich Ecohone flex und wurde auf der Grindinghub kürzlich vorgestellt. Lesen Sie hier, was das System für Vorteile zum Anwender bringt ... (Bild: Nagel)")
:quality(80)/p7i.vogel.de/wcms/ea/37/ea37726f41f29f04cccf77a2d8e3adec/0131482270v1.jpeg "(Bild: Bimatec Soraluce)")
:quality(80)/p7i.vogel.de/wcms/02/39/0239418ab351087ff23c9a71250691da/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/07/d3/07d3a149b88c2efb2bf11016f20bcfbb/0131622541v1.jpeg "So leer wie dieses Regal könnten bald auch die Lager in der deutschen Industrie sein. Denn es herrscht Materialmangel, der in vielen Sektoren immer bedenklicherer Auswüchse annimmt, wie das Ifo-Institut ermittelt hat. (Bild: Kanistrio)")
:quality(80)/p7i.vogel.de/wcms/39/52/39523680a87ed60129a8e8ea0b58a54f/0131619360v1.jpeg "Der Spezialchemieexperte Alzchem aus Trostberg informiert, dass der tschechische Rüstungskonzern CSG seine Anteile an Alzchem vergrößert hat ... (Bild: Alzchem)")
:quality(80)/p7i.vogel.de/wcms/c4/03/c40342aa9d09947f91d135cddeed4d1b/0131616374v1.jpeg "Stefan Rothmeier ist seit dem 1. Mai neuer Sales Manager von Fastems für Südbayern und Österreich. (Bild: Fastems)")
:quality(80)/p7i.vogel.de/wcms/74/c2/74c2ac2b17cb595070d34880a480656a/0131640732v1.jpeg "Bild1: Hier sieht man additiv gefertigte Demonstratoren aus einem Hochtemperatur-Supraleiter-Material. Am Lehrstuhl für Digital Additive Production der RWTH Aachen will man so günstiger Supraleiter aus YBCO aus der Taufe heben, die etwa stabiler sind als bisherige. (Bild: RWTH DAP)")
:quality(80)/p7i.vogel.de/wcms/bb/90/bb90740ed08c426a732307b9b7f3f645/0131637702v2.jpeg "Die zentralen Funktionsbereiche des Ventilators in Axial- (links) und Radialventilatoren (rechts): das Laufrad als aerodynamisches Herzstück (grün), der Motor mit integrierter Elektronik als Antriebseinheit (orange) sowie der Stator, das heißt die luftführenden und tragenden Strukturen (blau). (Bild: EBM-Papst)")
:quality(80)/p7i.vogel.de/wcms/01/f2/01f2e3cb4604d7b298f48fe5ef8326ff/0131617409v1.jpeg "Das sind Rasterelektronenmikroskop-Aufnahmen von Dünnschichten aus Kobalt-Eisen-Oxid. Die Schichten werden zur Synthese von Ammoniak genutzt. Das Besondere ist, dass zwei zuvor Magnetfeldern ausgesetzt wurden (0,5 und ein Tesla), was die Rauhigkeit und damit die Effizienz deutlich erhöht ... (Bild: S. Mathur / Universität Köln)")
:quality(80)/p7i.vogel.de/wcms/50/fe/50fe99710b674d6746dc42b55f8b03b4/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/69/88/698836858189ff141e65f07b6674371d/0131590248v1.jpeg "München wird wohl globale Teststadt für ein Uber Projekt bezüglich Robotaxis, das zusammen mit Autobrains durchgeführt werden soll ... (Bild: Uber)")
:quality(80)/p7i.vogel.de/wcms/8f/54/8f54912f076168776550d5417dbdd909/0131514490v2.jpeg "Der neue ZVEI-Präsidenten Daniel Hager: Vorsitzender des Aufsichtsrats der Hager Group und seit 15 Jahren im ZVEI aktiv. (Bild: ZVEI/Alexander Grüber)")
:quality(80)/p7i.vogel.de/wcms/8c/4f/8c4ff3dad67773ed8379b77ead5b73a0/0131490789v2.jpeg "Mit NXD tupH macht Nord seine Antriebslösungen aus Aluminium besonders widerstandsfähig gegen korrosive und raue Einflüsse. (Bild: Nord Drivesystems)")
:quality(80)/p7i.vogel.de/wcms/65/0d/650d51c9df36a6557b91899b6fa0bdf8/0131616787v2.jpeg "Zott nutzt für eine Förderstrecke für seine Mozzarella-Verpackungen das Kettenfördersystem „VarioFlow plus“ von Bosch Rexroth mit Edelstahl-Komponenten. (Bild: Heldele Automation)")
:quality(80)/p7i.vogel.de/wcms/ba/63/ba638a3d4bfe7d009d7e15bff8cb0a5b/0131592301v2.jpeg "Am Beispiel der Entwicklung von Inspektionsdrohnen zeigt Kabkin, wie man zuerst die Bewegungslogik eines Systems entwickelt statt mit bestehenden Konstruktionen zu starten. (Bild: © tong2530 - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/b8/75/b875e9674f504b385e8894d2e56d3bd3/0131597356v1.jpeg "Nachhaltige Datenerfassung! Was man hier sieht, sind Magnetfeldsensoren. Die sind aber nicht auf üblichem Weg entstanden, sondern kommen aus dem Drucker. Am Helmholtz-Zentrum Dresden-Rosdorf weiß man, wie das geht. Nicht zuletzt seien sie auch noch recycelbar ... (Bild: Lin Guo)")
:quality(80)/p7i.vogel.de/wcms/83/00/830055c1bb991e523ec147aec37ad433/org-blobs-user-response-file-output-31962503-cf83-471d-a5a8-105e516b521a-file-1780306967703-jpg-1364x768v1.jpeg "Im digitalen Wissenszwilling sollen Systemdaten aus komplexen Umgebungen mit Erfahrungen verschmelzen. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/2d/00/2d00c0a700dbaea126ee9030a16b72c3/4ne1-20automotive-20assembly-20line-3500x1969v1.jpeg "Wo können humanoide Roboter heute schon konkret in der Fertigung helfen? (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/de/6d/de6d427b6a28fab0d57b16736b01a287/0131615801v1.jpeg "Engel hat es unter anderem geschafft, sein Clearmelt-System für die direkte Beschichtung von Kunststoffteilen mit Polyurethan (PUR) in der Spritzgießmaschine deutlich kompakter zu machen. Aber es gibt noch mehr Neues darüber zu berichten ... (Bild: Engel)")
:quality(80)/p7i.vogel.de/wcms/54/11/541125b2d206c7532437b6bf0a98b6de/0101144676v2.jpeg "Welche Messen finden 2025 statt? Wir geben Ihnen einen Überblick. (Bild: © Robert Kneschke - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/48/5c/485cf545f728e4b0164b832dae7f63ec/0109052935.jpeg "Beachtet man ein paar einfache Regeln, tritt man in Videokonferenzen noch professioneller auf. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/96/9e/969e5b78fe8a0ba6088913a107471566/0109295155.jpeg "So entwickelte sich das Innovationsgeschehen bei dem deutschen KMU im Verlauf der Coronakrise. (Bild: IFM)")
:quality(80)/p7i.vogel.de/wcms/ca/20/ca20f03bcb7e0b46d69495ad92782048/0105054936.jpeg "Mit dem leise arbeitenden Raumluftfilter Silentcare von der Filtration Group Industrial aus Deutschland werden etwa aerosoltragende Feinstpartikel zu 99,995 Prozent mit einem sogenannten HEPA-Filter aus der Umgebungsluft entfernt. (Bild: Filtration Group Industrial)")
:quality(80)/p7i.vogel.de/wcms/3a/e1/3ae140df3a12f16cca9df830ffd15fcb/0131642206v2.jpeg "Die B 80 W von Kärcher ist eine Nachläufer-Scheuersaugmaschine auch für größere Logistikflächen und sehr komfortabel in der Handhabung. (Bild: Kärcher)")
:quality(80)/p7i.vogel.de/wcms/4a/44/4a44d812b3800904d351b5579c4f87ae/0131634430v1.jpeg "Mit „MixPal“ für mittlere Durchsätze in Distributionszentren behebt Körber den arbeitsintensivsten Engpass im Lager. (Bild: Körber)")
:quality(80)/p7i.vogel.de/wcms/ba/10/ba10212fe4e34e62a14b7ca37fb1703e/0131628541v2.jpeg "Der Rollenbahnförderer RBF 2000 ist ein vollständig modulares Fördersystem für den innerbetrieblichen Materialfluss. (Bild: MK Technology)")
:quality(80)/p7i.vogel.de/wcms/cc/0b/cc0bbcb973719954c5272ec4d6fa0ce4/0127386265v1.jpeg "Taiwan war mit seinen über 120 Ausstellern auf der EMO Hannover 2025 eins der am meisten vertretenen Ausstellerländer. Wie die gemeinnützige Organisation Taitra resümiert, hinterließ das Land bei den Besuchern einen bleibenden Eindruck, wenn es um zukunftssichernde Technik geht. (Bild: Taitra)")
:quality(80)/p7i.vogel.de/wcms/c4/74/c4741bb9b5a99f4172594e5891972055/0127325727v1.jpeg "Die EMO 2025 war auch der Schauplatz des EMO China Day. Unter anderem diskutierten chinesische Unternehmer dabei mit Benedikt Hofmann (rechts), dem Chefredakteur vom MM Maschinenmarkt, über neue Wege, die der chinesische Maschinenbau derzeit gehen will ... (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/0d/93/0d9352da2f882b748309aab18f143489/0127031928v1.jpeg "Das Metallbearbeitungs-Event des Jahres – die 50. EMO – hat in Hannover die Tore geschlossen, um dann im Jahre 2029 nach Deutschland zurückzukommen. Denn 2027 steigt sie zunächst wieder in Mailand. Erfahren Sie hier, wie sich die Jubiläumsausgabe der Messe entwickelt hat ... (Bild: VDW)")
:quality(80)/p7i.vogel.de/wcms/9d/c6/9dc65fd44e7e479e370409a026ff8aa4/reinraum-fuer-pharma-und-medizintechnik-anforderungen-erfuellen-800x450v1.jpeg "Reinräume in der Pharma- und Medizintechnik sind unverzichtbar. Modulare Betriebsmittel von item für die Reine Produktion und andere Bereiche lassen sich flexibel anpassen. So erfüllen Sie zu jeder Zeit alle relevanten Anforderungen der Branche. (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/fb/69/fb690a68ac9e813f7d1300075a75007e/high-tech-produkte-fertigen-modulare-betriebsmittel-als-vorteil-800x450v1.jpeg "Flexibel anpassbare Betriebsmittel ermöglichen Unternehmen in der High-Tech-Fertigung einen entscheidenden Wettbewerbsvorteil. Das modulare Baukastenprinzip von item Industrietechnik erleichtert die Umsetzung von Lösungen wie Treppen und Podesten (Bild: item)")
:quality(80)/p7i.vogel.de/wcms/2e/c2/2ec20521d62b2ad02724fedce6fef527/aluprofil-konstruktion-software-fuer-maximale-zeitersparnis-800x450v1.jpeg "So einfach kann die Konstruktion mit Aluprofilen sein: Durch das item Engineeringtool und seine intelligenten Funktionen sparen Sie wertvolle Zeit (Bild: item)")
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/92600/92639/65.png "SMW_LOGO_blau.png ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/30200/30217/65.jpg "LOGO.jpg ()")
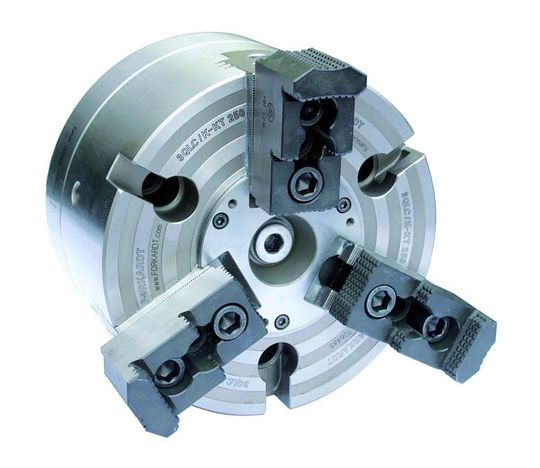
Führt die Reduzierung des Spanndruckes nicht zu einem zufriedenstellenden Ergebnis, dann empfiehlt sich eine Untersuchung der verwendeten Aufsatzbacken. Rohteile wie Gehäuseteile aus Grauguss werden häufig mit harten Standard-Stufenbacken gespannt (Bild 3). Deren Spannflächenverzahnung unterliegt nach längerem Gebrauch einem natürlichen Verschleiß. Die Zähne werden allmählich stumpf und der Halte- und Mitnahmeeffekt lässt nach. Die Gefahr wächst, dass Werkstücke während der Bearbeitung anfangen zu rutschen oder aus dem Futter gerissen werden.
Harte Stufenbacken auf Vorrat halten
Jeder Fertigungsbetrieb ist gut beraten, wenn er eine Anzahl von harten Stufenbacken auf Vorrat hält. Die Kosten dafür sind weit geringer als der Schaden, den ein während der Bearbeitung herausgerissenes Werkstück verursachen kann. Wegen der einwandfreien Haltewirkung erlauben neuwertige Aufsatzbacken niedrigere Spanndrücke und damit geringere Werkstückverformungen als verschlissene.

Noch mehr Sicherheit bieten Krallenbacken (Bild 4) mit pyramidenförmigen Zähnen. Diese graben sich in die Werkstückoberfläche ein und übertragen bei gleicher Spannkraft etwa das Doppelte an Zerspanungsleistung wie Stufenbacken mit einer Pflasterstein-Verzahnung.
Krallenbacken auf Vorrat sind eine gute Investition
Auch dabei handelt es sich um eine geringe Investition, die wesentlich zur Steigerung der Fertigungsqualität und zur Fertigungssicherheit beitragen kann. Die Spannzeughersteller bieten solche Backen in verschiedenen Ausführungen und Größen an.
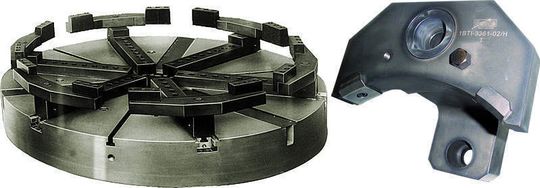
Besonders vorteilhaft sind Pendel-Aufsatzbacken zum Spannen von empfindlichen Rohteilen (Bild 5). Die Pendelbrücken verteilen die Spannkraft auf die doppelte Anzahl von Spannpunkten.
Jeder Spannpunkt wird nur noch mit der halben Kraft belastet, und die freien biegeelastischen Werkstückbereiche zwischen den Spannpunkten werden verkürzt. Bei einer optimalen Anordnung der Spannpunkte (gleichmäßig auf dem Umfang verteilt) kann die Deformation des Werkstückes auf etwa 10% der ursprünglichen Verformung verringert werden, ohne die Futterspannkraft zu reduzieren.
Artikelfiles und Artikellinks
(ID:261559)
:quality(80)/p7i.vogel.de/wcms/1c/1a/1c1ab56e45f8c11f64637688deb008de/0126820294v1.jpeg "Als Mittel gegen Eigenspannungen, die bei der Volumenzerspanung nach dem Lösen der Spannung zu Verzug führen, feiert der Stark.spheric Messepremiere. (Bild: Stark Spannsysteme)")
:quality(80)/p7i.vogel.de/wcms/56/14/56148831bbb3bdaf697c1b69c78a46bf/0128065435v2.jpeg "Die neue Touch Panel HMI-Serie DOP-300S wurde für die Anforderungen intelligenter Fertigung in Zeiten des industriellen Internet of Things (IIoT) entwickelt . (Bild: Delta Electronics)")